
我公司于2002年建成投产,共引进津田驹ZAX—e型喷气织机156台(其中51台配备电子多臂),前织设备引进贝宁格整经机和贝宁格双浆槽浆纱机各一台。
作为民营企业,在达到较高生产水平后,不断降低织造成本成为技术人员的重要任务。对于织造而言,原纱和浆料是影响织造成本的主要因素。原纱价格一般根据用户对品质的要求定价,其下降空问很小,而纺织浆料随着PVA价格的不断上涨,造成浆纱成本居高不下,而且环保问题日益突出,这成为我们技术攻关的重点。近期,我公司在开台最多的大批量订单CJ 14.6/14.6 433/354.5168.9~242.6系列产品上,用TE—S完全取代PVA,大幅度降低了浆料成本,产品质量稳定提高,当前正在难度更大的品种上分步试验,以下对TE—S浆料的具体应用情况作一介绍。
1 Tayhert TE-S浆料性能测试
Tayhert TE-S浆料是以马铃薯淀粉为主的多元复合变性淀粉,对棉、涤及其混纺纱的粘着力较高,成膜性好、浆液透明、粘度低、退浆对环境无污染,对常规产品可等量取代PVA-1799。我们对TE—S浆料进行了物理化学性能测试:粘度为6.6mPa•s(NDJ粘度仪,6%浓度,95℃,保温1 h),含水量为13.2%,pH值为6.5。TE-S与PVA—1799粘着力与浆膜性能测试对比如表1所示。
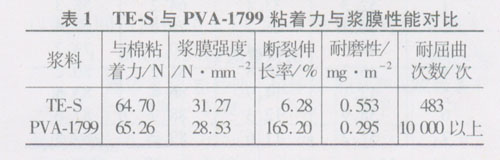
由表1可知,TE-S料与棉的粘着力与PVA-1799相近,其浆膜强度高于PVA-1799。生产中PVA-1799在干分绞时易增加二次毛羽,是由于PVA的断裂伸长率很高,分纱时浆膜受力状态为撕裂状,实际撕裂强度远高TE—S浆料的撕裂强度。应用TE—S取代PVA后,浆纱毛羽得到明显减少,TE—S浆料的耐磨性及耐屈曲次数虽差于PVA-1799,但能满足织造要求。
2 TE-S浆料取代PVA的试验
2.1 浆料试验配方的确定
为保证试验不给工厂造成损失,我们研究出一系列逐步取代PVA的试验方案,在开台较多的CJ 14.6/14.6 433/354.5 212平纹品种上进行了以变性淀粉TE-S,CP-L部分取代PVA直至完伞取代PVA的上浆试验,浆料试验配方见表2。
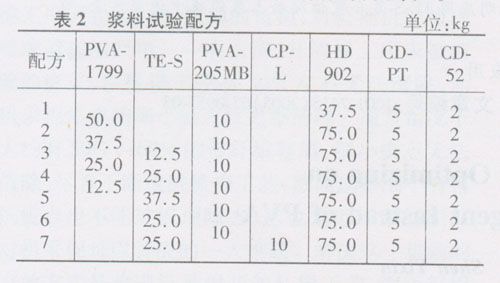
浆料的含税价格分别为:PVA-1799 14.7元/kg,TE-S 8.8元/kg,PVA-205MB 20元/kg,CP-L13.8元/kg,HD-902 2.75元/kg,CD-PT 19.5元/kg,CD-52 13.5元/kg。
2.2 各试验方案的上浆工艺及效果
几种配方的浆纱工艺完全相同,具体为:浆纱机采用贝宁格双浆槽浆纱机,浆纱速度60 m/min,压浆压力19 kN,浆槽温度92℃,浆槽粘度8s~9 s(3#漏斗,水值3.8 s),浆液含固量11.6%,上浆率12.4%~12.8%。各试验配方的浆纱效果见表3,织造效果见表4,成本核算见表5。


2.3效果分析
(1)各调浆配方在上浆工艺完全相同的情况下进行试验。
(2)浆纱增强率随PVA用量的减少而有所降低,但降幅不大。
(3)浆纱减伸率由于PVA用量的减少而有所降低,对降低经纱断头极为有利,这与TE-S及CP-L浆膜断裂伸长率与原纱断裂伸长率接近有密切关系。
(4)浆纱毛羽降低率随PVA用量的减少而提高,这与PVA易产生二次毛羽有关。
(5)织机的经向停台数由13.6次/班降到3.1次/班,降低幅度达77.3%,这与浆纱毛羽、减伸率降低、毛羽的大幅减少有密切关系。
(6)织机的纬向停台由22.9次/班降到6.8次/班,降低幅度达70.3%。这与浆纱毛羽减少及浆纱弹性优良密切相关。
(7)织机运转效率从86.2%提高到97.6%,提高11.4个百分点,对于提高综合经济效益有明显的作用,按156台织机的规模计算,织机效率提高11.4个百分点,意味全年可增产CJ 14.6/14.6433/354.5 85万m,以工费2.5元/m计,全年可为企业增加盈利212万元。
(8)下机一等品率从72.5%提高到92.3%.提高了工厂质量信誉,减少了成品修织工作量。
(9)用浆成本从18.4元/100 m降低到10.4元/100 m,降低8元/100 m,按156台织机的规模、年产1600万m计算,全年可节约浆料成本128万元之多。
3在细号高密品种推广应用无PVA上浆
我们在CJ 14.6/14.6 433/354.5 212品种上采用无PVA上浆取得了明显效果后,迅速在该品种七个不同幅宽(169 cm~243 cm)的系列产品上推广应用,上浆配方相同,浆纱工艺相近。
配方:TE-S 25 kg,CP-L 10 kg,HD-902 75 kg,CD—PT 5 kg,CD-53 2 kg,浆料干重99.3 kg,调浆体积850 L。
浆纱工艺:浆桶粘度11 s,退绕张力350 N,湿纱伸长率-0.3%~1.1%,浆槽温度92℃,浆槽粘度9 s,上浆率13%±1%,1~4组烘筒温度120℃~130℃,5组烘简温度115℃~130℃,6组烘简温度110℃~120℃,浆纱速度80 m/min以下,回潮率6%,干区张力1800 N~2600 N,卷绕张力2100N~3100 N,压纱辊压力1400 N~2100N。自CJ 14.6/14.6 433/354.5系列产品上浆从配方1优化至配方7全面推广后,浆纱质量及织造效率均得以明显提高。主要体现为以下几点:
(1)浆斑坯布由原来的1.5%降至0。
(2)由于浆纱的并绞头显著减少,干分绞断头明显断少,织轴好轴率由67.4%提高至89.5%。
(3)松吊经坯布由原来的9%降至0.2%。
(4)织机平均效率由原来的86%提高到97%,取得了明显的经济效益。
4 结束语
(1)通过 Tayhert TE-S浆料在我公司CJ14.6/14.6 433/354.5系列产品上取代PVA-1799的实践,证明该浆料用于常规纯棉产品取代PVA上浆效果较好,不仅解决了退浆,污染环境等问题,而且大幅度提高了浆纱质量和织机效率,降低了用浆成本,综合经济效益得到明显提升。
(2)优良性能的浆料必须与相适应、配套的上浆工艺相结合,才能充分体现优良浆料的上浆效果。
(3)试验取代PVA新配方时,一定要遵循小量分步取代的方法,步子不宜过大,以尽量避免不必要的损失。