
lЁЂадФмЬиЕуЃК
1ЃЎ1ЛњЕчвЛЬхЛЏГЬЖШИпЃЌВЩгУБфЦЕЕїЫйММЪѕЃЌШЁЯћСЫДЋЭГДжЩДЛњЕФГЩаЮЛњЙЙЁЂЩЯЯТЬњХкМАЬњХкЦЄДјздЖЏИДЮЛЛњЙЙЕШзАжУЃЌгЩжїЕчЛњКЭБфЦЕЕчЛњЗжБ№ЖРСЂДЋЖЏЃЌЮЂЕчФдНјааЭЌВНПижЦЃЌзіЕНСЫКуеХСІЗФЩДЃЌдЫааБфЦЕЬсЁЂМѕЫйЃЌгааЇЗРжЙПЊЙиГЕЙ§ГЬжаЕФЯИНкВњЩњЁЃ
1ЃЎ2гЩгкДѓДѓМђЛЏСЫНсЙЙЪЙЕУИУЛњзАХфИќМђЕЅЃЌЕїећИќЗНБуЃЌДѓДѓНЕЕЭСЫЙЪеЯТЪКЭгЩе№ЖЏЫљдьГЩЕФгАЯьЃЌДгЖјЬсИпСЫЖЇвэЫйЖШЁЃзюИпЙЄвезЊЫйДя1400rЃЏminЃЌзюИпзЊЫйДя1500rЃЏminЁЃ
1ЃЎ3ГЕУцЩЯзАгаШ§ТЗCCDеХСІПижЦзАжУЃЌЪЕЪБЗДРЁДжЩДЗФЩДЖЮЕФеХСІБфЛЏЃЌЭЈЙ§МЦЫуЛњПижЦЯЕЭГДІРэКѓЃЌМДЪБЕїећОэШЦМАСњНюЩ§НЕБфЦЕЕчЛњЫйЖШЃЌПЩБЃжЄЗФЩДеХСІЛљБОВЛБфЁЃ
1ЃЎ4ЧЃЩьЛњЙЙВЩгУЫФЩЯЫФЯТЫЋЖЬЦЄШІDаЭЧЃЩьЃЌЖўЁЂШ§ТоРЮЊжїЧЃЩьЧјЃЌвЛЁЂЖўТоРЮЊећРэМЏЪјЧјаыЬѕдкећРэЧјжаМЏЪјКѓНјШыЖЇвэЃЌМѕаЁСЫЮоФэЧјЃЌгаРћгкМгФэЕФОљдШЖШЁЃдкжїЧЃЩьЧјЮДАВзАМЏКЯЦїЃЌПЩвдНјвЛВНЫѕаЁжїЧЃЩьЧјЕФИЁгЮЧјЃЌЪЙЯЫЮЌБфЫйЕуИќМгЮШЖЈЃЌЪЕЯжСЫЧЃЩьВЛМЏЪјЃЌМЏЪјВЛЧЃЩьЃЌНјвЛВНЬсИпСЫЯЫЮЌЕФЦНааЩьжБЖШЃЌгаРћгкИФЩЦДжЩДЬѕИЩЁЃ
1ЃЎ5ВЩгУаќЙвШЋЗтБеЪНТСКЯН№ЖЇвэЃЌЦфУоЬѕЭЈЕРЮЊВЛатИжЙмЃЌФкБкЙтЛЌадКУЁЃгЩгкЪЙгУШЋЗтБеЖЇвэЃЌдкИпЫйа§зЊжаБмУтСЫШчПЊЪНЖЇвэвђЦјСїДѓдьГЩЕФЩДЬѕУЋг№ЃЌЗЩЛЈИНШЫЖјаЮГЩЕФЩДДУЁЃ
1ЃЎ6ОпгаЯШНјЕФздЖЏШѓЛЌЯЕЭГЃЌЖджївЊДЋЖЏГнТжЖЈЪБЁЂЖЈСПЕФздЖЏШѓЛЌЃЌЮЊИпЫйдЫааЬсЙЉСЫБЃеЯЃЌЩйСЫФЅЫ№ЃЌНЕЕЭСЫдывєЃЌМѕЧсСЫБЃбјЙЄШЫЕФРЭЖЏЧПЖШЁЃ
1ЃЎ7ЛњЩЯзАгаЖдЧЃЩьЧјНјааЭљИДбВЛиЕФДЕЮќЗчаЁГЕзАжУЃЌЮќГ§ЩЯЧхНрЦїЙЮЯТЕФЛ§ЛЈВЂДЕзпГЕУцЩЯЕФТфЛЈЃЌБЃжЄСЫЗФЩДЭЈЕРЕФЧхНрЃЌДгЖјМѕЩйКЭЖХОјСЫДУЕуЩДЕФВњЩњЁЃ
1ЃЎ8ЙЄвеЕїећМђЕЅЃЌЭЈЙ§ДЅУўЦСНјааВЮЪ§ЩшжУЃЌЭЌЪБПЩЯдЪОгаЙиММЪѕВЮЪ§ЁЂВњСПЁЂЩшБИдЫаазДЬЌМАЩшБИЙЪеЯЃЌеце§ЪЕааСЫШЫЛњЖдЛАЃЌжБЙлПьНнЁЃ
2ЁЂЗФЩДЪЕМљЃК
2ЃЎ1ЙЄвеЗжЮі
2ЃЎ1ЃЎ1ТоРИєОр
ЧЃЩьЮЊDаЭЧЃЩьЃЌМЏКЯЦївЦЕНСЫећРэЧјЃЌвђДЫжїЧЃЩьЧјЕФИЁгЮЧјГЄЖШПЩвдаЁаЉЃЌКѓЧјЮЊМђЕЅЕФТоРЧЃЩьЃЌЙЪВЩгУжиМгбЙЁЂДѓИєОрЕФЗНЗЈЃЌгЩгкећРэЧјВЛГаЕЃЧЃЩьШЮЮёЃЌећРэЧјЕФЮеГжОрПЩТдДѓгкЛђЕШгкЯЫЮЌЕФЦЗжЪГЄЖШЁЃ
2ЃЎ1ЃЎ2ДжЩДЖЈСПМАДжЩДФэЖШ
вђЫљЗФДжЩДЙЉгІFA506аЭЯИЩДЛњЃЌИУЯИЩДЛњЕФЧЃЩьФмСІЧПЃЌгжПМТЧЕНЪЪгІFA425аЭДжЩДЛњИпЫйДѓОэзАЕФвЊЧѓЃЌЮЊСЫМѕЩйДжЩДЖЯЭЗКЭЩДЬѕУЋг№ЃЌВЩгУжиЖЈСПЁЂДѓФэЖШЃЌетбљдкЮЙШЫЯТЕРЙЄађЪБЃЌПЩдіМгЯТЕРЙЄађЕФФІВССІНчЃЌБмУтЩДЬѕВњЩњвтЭтЩьГЄЁЃ
2ЃЎ1ЃЎ3ТоРМгбЙ
ВЩгУSKFPKвЛ1500аЭЕЏЛЩвЁМмМгбЙЃЌбЙСІНЯжиЖјЧвЮШЖЈПЩППЃЌЧАЁЂжаЁЂКѓИїгаШ§ЕЕбЙСІПЩЙЉбЁдёЃЌЗФжЦДПУоЪБжаЕЕбЙСІМДПЩТњзуЙЄвевЊЧѓЁЃ
2ЃЎ1ЃЎ4ИєОрПщ
ИљОнДжЩДЖЈСПМАЕЏЛЩбЙСІЃЌдкБЃжЄЧЃЩье§ГЃВЛГігВЭЗЕФЧАЬсЯТЃЌИєОрПщЦЋаЁеЦЮеЁЃ
2.1.5КѓЧјЧЃЩьБЖЪ§
КѓЧјЧЃЩьжївЊЪЧЪЙЬѕзгТдДјеХСІЃЌЪЙЯЫЮЌЩьжБЃЌЪЙаыЬѕгавЛЖЈЕФНєУмЖШНјШыжїЧЃЩьЧјЃЌвдРћгкГЩЩДЬѕИЩЁЃвђДЫЃЌКѓЧјЧЃЩьБЖЪ§гІЦЋаЁеЦЮеЃЌКѓЧјИєОрЦЋДѓеЦЮеЁЃ
2ЃЎ2ЙЄвеВЮЪ§
ЮЊСЫКЯРэбЁдёДжЩДЕФЙЄвеВЮЪ§ЃЌЖдгАЯьжЪСПЕФжївЊЙЄвеВЮЪ§ТоРИєОрЁЂДжЩДЖЈСПКЭФэЯЕЪ§ЕШзїСЫвЛаЉЖдБШЪдбщЃЌНсЙћШчЯТЃК
ЪдбщЦЗжжЃКJCl4ЃЎ5
2.2.1ХфУоЧщПі

2ЃЎ2ЃЎ2ЙЄвеСїГЬЃК
FA009здЖЏзЅУо-FA105A2ЕЅжсСїПЊУоЛњ-FA029ЖрВжЛьУоЛњ-FAl79ЮЙУоЯф-FA116жїГ§дгЛњ-FAl78A-FA231ЪсУоЛњ(ДјFT024дШећЦї)-FA306дЄВЂ-E32ЬѕВЂОэ-E62ОЋЪсЛњ-FA326ВЂЬѕЛњ(ДјздЕїдШећ)-FA425ДжЩДЛњ-FA506ЯИЩДЛњ
2ЃЎ2ЃЎ3ЙЄвеЪдбщ
ЗНАИвЛЁЂгХбЁДжЩДИєОр
ЪдбщЬѕМўЃКДжЩДЯИЩДОљЮЊЭЌЬЈЭЌЖЇЗФЩДЃЌ
ЗНАИЖўЃКгХбЁДжЩДЖЈСПКЭДжЩДФэЯЕЪ§
ЮЊСЫИќКУЕФБЃжЄГЩЩДжЪСПЃЌЖдДжЩДЖЈСПЁЂДжЩДФэЯЕЪ§ЁЂЯИЩДИєОрКЭЯИЩДКѓЧјЧЃЩьзїСЫЫФвђЫиЁЂ
ОЙ§СНФъЖрЕФбщжЄЃЌДЫЙЄвеЬѕМўЯТЫљЗФДжЩДжЪСПЮШЖЈЃЌГЩЩДжИБъДяЕНСЫЮкЫЙЬи97ЙЋБЈ5ЃЅ-25ЃЅЕФЫЎЦНЁЃ
3ЁЂЪЙгУЬхЛс
3ЃЎ1еХСІЕїећЃК
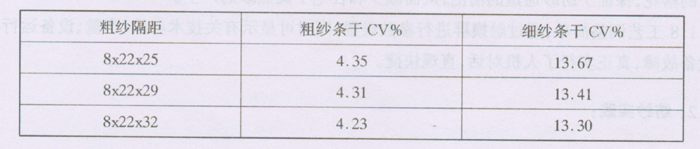
ДЋЭГДјЬњХкДжЩДЛњЭЈЙ§ЕїећеХСІБфЛЛГнТжРДИФБфЬњХкЦЄДјЕФУПДЮвЦЖЏСПЛђЕїећЬњХкЦЄДјЕФЦ№ЪМЮЛжУРДЕїећДжЩДеХСІЃЌетжжЕїНтКмФбзіЕНЪЙЬњХкЦЄДјЕФвЦЖЏСПВЛЕШРДБЃжЄДжЩДДѓжааЁЩДЕФеХСІвЛжТЁЃЖјFA425ДжЩДЛњЭЈЙ§ЮЂЛњЯЕЭГПижЦДжЩДеХСІвдДяЕНКуеХСІЗФЩДЕФаЇЙћЃЌВЂВЩгУСЫЧАЕЭКѓИпМйФэЦїЪЕЯжСЫЕШЕМЩДНЧЃЌвдМѕЩйЧАКѓХХДжЩДЕФеХСІВювьЁЃГЕУцЩЯгаШ§ТЗCCDеХСІМрВтзАжУЃЌЫцЪБздЖЏМрВтДжЩДЗФЩДЖЮЕФеХСІБфЛЏЧщПіЃЌЗДРЁИјМЦЫуЛњНјааДІРэЃЌМДЪБЕїећОэШЦМАСњНюЩ§НЕЫХЗўЕчЛњЫйЖШЃЌЪЙеХСІЪМжеДІгкзюМбзДЬЌЁЃдкЪЙгУЙ§ГЬжаЃЌЮвУЧЭЈЙ§ВтЖЈДжЩДЩьГЄТЪЕФВювьбщжЄСЫFA425ДжЩДЛњКуеХСІЗФЩДЕФаЇЙћЁЃ
дкДжЩДЛњдЫаае§ГЃЕФЧщПіЯТЃЌЗжБ№дкДѓЁЂжаЁЂаЁзДЬЌЯТЃЌЭЗЁЂжаЁЂЮВЁЂЧАЁЂКѓХХИїШЁ2ИіЩДЃЌВтЖЈЩьГЄТЪЧщПіШчЯТЃК
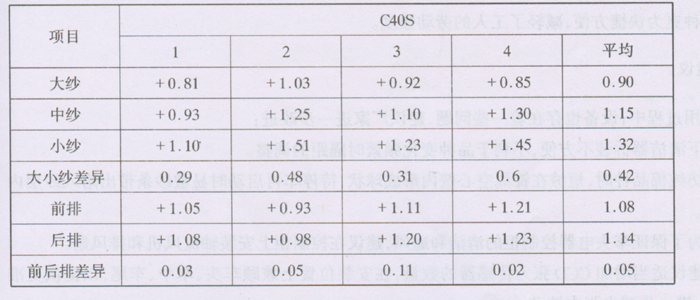
ДгБэЩЯПЩвдПДГіЃЌДѓаЁЩДМАЧАКѓХХЩьГЄТЪВювьНЯаЁЃЌFA425ДжЩДЛњЛљБОЩЯзіЕНСЫКуеХСІЗФЩДЃЌДгЖјЪЙДжЩДГЄЦЌЖЮжЪСПЮШЖЈЁЃ
3ЃЎ2ИпЫйИпВњЃК
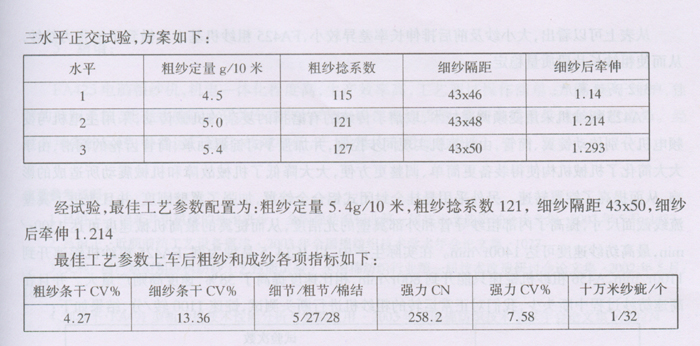
FA425ДжЩДЛњВЩгУБфЦЕЕїЫйММЪѕЃЌШЁЯћСЫДЋЭГЕФгаФЅЫ№ЕФИДдгЕФДЋЖЏЃЌВЩгУжїЕчЛњгыБфЦЕЕчЛњЗжБ№ДЋЖЏЖЇвэЁЂЭВЙмЃЌгЩМЦЫуЛњЪЕЯжЭЌВНПижЦЃЌВЂМгЧПСЫЖдЖЇвэжсГаЁЂЭВЙмГнТжЕФШѓЛЌЃЌгЩгкДѓДѓМђЛЏСЫЛњЙЙЪЙЕУзАБИИќМђЕЅЁЂЕїећИќЗНБуЃЌДѓДѓНЕЕЭСЫЙЪеЯКЭе№ЖЏЫљдьГЩЕФгАЯьЃЌДгЖјЬсИпСЫЖЇвэзЊЫйЁЃСэЭтВЩгУаќЙвШЋЗтБеЪНТСКЯН№ЖЇвэЃЌМгЧПСЫвэБкИеЖШЃЌВЂЧвИФНјСЫвэБкСїЯпНиУцГпДчЃЌЬсИпСЫФкВПДжЩДЕМЙмКЭЭтВПвэБкЕФЙтНрЖШЃЌДгЖјЖЇвэЕФзюИпЫйЖШПЩДя1500rЃЏminЃЌзюИпЗФЩДЫйЖШПЩДя1400rЃЏminЁЃдкЪЕМЪЩњВњжаЃЌвдJCl4ЃЎ5ЦЗжжЮЊР§ЃЌFA425ДжЩДЛњЖЇЫйПЊЕН1100rЃЏminЃЌA456ДжЩДЛњЖЇЫйжЛФмПЊЕН800rЃЏminЃЌЯрБШЫйЖШЬсИпСЫ38ЃЅЃЌЫйЖШИпдђВњСПДѓЁЃВЂЧвдкИпЫйЗФЩДЙ§ГЬжаЖЯЭЗЩйЃЌЮвУЧЖде§ГЃдЫзЊЕФДжЩДЛњНјааЖЯЭЗВтЪдЃЌЖЇЫй1100зЊЃЏЗжЃЌНсЙћШчЯТЃК

гЩВтЪдНсЙћПЩвдПДГіЃЌдкНЯИпЕФЖЇЫйЯТЃЌЩшБИзДЬЌЮШЖЈЃЌЖЯЭЗТЪЕЭЃЌдЫзЊТЪНЯИпЁЃ
3ЃЎ3НкУоКЭДѓОэзАЃК
FA425ДжЩДЛњЕФДжЩДОэзАГпДчЮЊІЕ150ЁС400mmЃЌЖјДЋЭГЕФДжЩДЛњОэзАГпДчЮЊІЕ135ЁС320mmЁЃ
ДѓОэзАЕФДжЩДПЩМѕЩйЯИЩДЕФЛЛДжЩДДЮЪ§КЭЖЯЭЗДЮЪ§ЃЌЬсИпСЫЯИЩДЕБГЕЙЄЕФПДЬЈУцЁЃвдJcl4ЃЎ5ЦЗжжЮЊР§ЃЌЪЙгУA456ДжЩДЃЌЯИЩДЕВГЕЙЄжЕГЕ2ЬЈАыЃЌЖјЪЙгУFA425ДѓОэзАДжЩДЃЌЯИЩДЕВГЕЙЄжЕГЕ4ЬЈЃЌЪЙгУЙЄУїЯдМѕЩйЁЃСэЭтЃЌгЩгкДжЩДОэзАДѓЛЛЩДДЮЪ§ЩйЃЌЛЙПЩМѕЩйДжЩДЭЗЕФРЫЗбЃЌНкдМгУУоЁЃЖјНЯОЋШЗСщУєЕФЗРУАЭЗЁЂУАНХЁЂЗРЫњМчЕФЕчзгПижЦЯЕЭГЃЌМИКѕПЩЖХОјУАЫњЪТЙЪЃЌМѕЩйдСЯЫ№ЪЇЁЃ
3ЃЎ4ЙЄвеЕїећЗНБу
ЪЙгУFA425ЕчФдДжЩДЛњЃЌЙЄвеЕїећМђБуЁЂбИЫйЃЌЬиБ№ЪЧЖЇвэЫйЖШЁЂжсЯђОэШЦВуЪ§ЁЂЭВЙмВЮЪ§ЕШдкЩњВњЙ§ГЬжажБНгдкДЅУўЦСЩЯЩшЖЈЃЌШЁЯћСЫДЋЭГЕФеХСІБфЛЛбРМАГЩаЮНЧЖШбРЁЂЦЄДјТжЕШЃЌЪЙЗФЩДЩњВњжаИФБфЦЗжжИќЮЊПьНнЗНБуЃЌМѕЧсСЫЙЄШЫЕФРЭЖЏЧПЖШЁЃ
4ЁЂНЈвщЃК
дкЪЙгУЙ§ГЬжаЃЌЩшБИвВДцдкзХвЛаЉЮЪЬтЃЌНЈвщГЇМвНјвЛВНИФНјЃК
4ЃЎ1ЯТЧхНрЦїВ№зАВЛЗНБуЃЌВЛРћгкЦЗжжБфЛЏЦЕЗБЪБИєОрЕФЕїећЁЃ
4ЃЎ2ЗФДПУоЦЗжжЪБЃЌЖЬШодкЖЇвэПеаФБкФкаЮГЩЧђзДЃЌД§ЭЃГЕдйЦєЖЏЪБвзБЛЩДЬѕДјГіИНШЫЩДВуФкдьГЩЩДДУЁЃ
4ЃЎ3ЮЊСЫБЃжЄГЕЭЗЕчЦїПижЦЙёЕФЧхНрКЭЭЈЗчЃЌНЈвщдкПижЦЙёЩЯАВзАжсСїЗчЛњКЭХХЗчЩШЁЃ
4ЃЎ4НЈвщЪЪЕБдіМгccDеХСІДЋИаЦїЕФЪ§СПЃЌдкАВзАЮЛжУЩЯМцЙЫГЕЭЗЁЂГЕжаЁЂГЕЮВЃЌвдЬсЙЉИќзМШЗЕФЪ§ОнЃЌНјвЛВНМѕЩйеХСІВЈЖЏЁЃ
5НсгяЃК
FA425ЕчФдДжЩДЛњЃЌЛњЕчвЛЬхЛЏГЬЖШИпЃЌЩњВњаЇТЪИпЃЌЙЄвеЕїЪдВйзїМђЕЅЁЂЗНБуЃЌвзгкЮЌЛЄЃЌЖРЬиЕФПижЦЯЕЭГЃЌФмгааЇЕФЗРжЙПЊЙиГЕЯИНкЕФВњЩњЃЌШЗБЃДжЩДжЪСПЃЌЪЧЗФИпжЪСПЩДЯпЕФРэЯыбЁдёЁЃОЙ§СНФъЖрЕФдЫзЊЃЌЩшБИдЫааЮШЖЈЃЌЙЪеЯТЪЕЭЃЌВњЁЂжЪСПОљгаУїЯдЕФЬсИпЁЃ
ИќЖрВЂДжЛсвщТлЮФЧыЕуЛїНјШыЃОЃОЃО