
介绍了大豆蛋白纤维的性能特征和纺纱工艺过程。大豆蛋白纤维纺纱时必须给湿和加表面活性剂,以降低静电的产生,增加纤维之间的抱合力,同时梳棉时加装导条器,并加大车间相对湿度,关键是要控制断头。
随着人们生活水平的提高,环保是21世纪的主题,具有环保性能的纺织品是衣着消费的发展趋势。当今人们对服装的追求日趋自然化、舒适化、休闲化和多样化,天然纤维制品因此受到人们的青睐。大豆蛋白纤维是一种新型环保的再生植物蛋白纤维,兼具天然纤维和化学纤维的诸多优点,具有羊绒般的手感,棉纤维的吸湿和透气性,真丝般的光泽,化学纤维的导湿快干性,可与蚕丝、羊毛、羊绒、棉、粘胶、Tencel、改性和锦纶等多种纤维混纺或交织,是生产高档面料的理想材料。我公司经过多次试验成功地开发出大豆蛋白纤维纯纺13.1 tex纱。1大豆蛋白纤维的性能特征
大豆蛋白与其他纤维物理指标比较见表1。
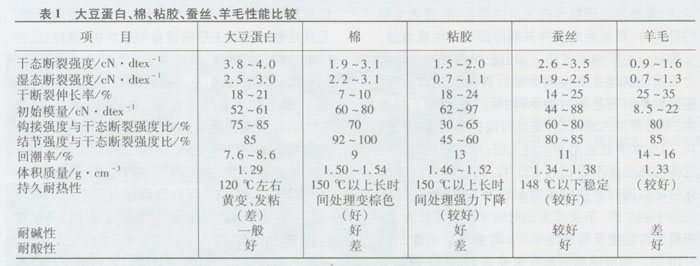
纺纱时使用的大豆蛋白纤维:细度为1.66dtex,细度偏差为1%,比电阻为9.57×108Ω/cm,长度为37.75 mm,长度偏差为-0.65%,干态强度为2.42 cN/dtex,干态伸长率为18.1%。
2工艺流程
A002C型自动抓棉机-A006B型自动混棉机-A036C型豪猪式开棉机(附A045型凝棉器)-A092A型双棉箱给棉机-A076C型成卷机-A186C型梳棉机-A272C型并条机-A272F型并条机-A456C型粗纱机-FA502型细纱机-萨维奥Orion-M型自动络筒机
3主要工艺参数及技术措施
3.1 开清棉
大豆蛋白纤维要达到纺纱要求,必须给湿,加表面活性剂,降低比电阻;由于该纤维表面光滑,抱合力差,还需加防滑剂,以增加纤维之间的抱合力。油剂具体配方:水4.6%,抗静电剂0.5%,防滑剂1.4%。加油剂后用薄膜覆盖24 h后方可使用。A036C型机采用梳针打手,转速为540r/min,三翼打手转速为1000 r/min,风扇转速为1200 r/min,棉卷罗拉速度11 r/min,棉卷干重335g/m,棉卷长度30.6 m,重量不匀率为0.86%。
3.2梳棉
大豆蛋白纤维纺纱的难点在梳棉工序,主要问题是棉网下坠、断条。梳棉机加装导条器,地面泼水,加大相对湿度至78%左右,生产状况明显改善,关键是要控制断头。生条定量15.5 g/5 m,锡林转速为330 r/min,刺辊转速为825 r/min,道夫转速为15 r/min,锡林~盖板五点隔距为0.23mm、0.20 mm、0.20 mm、0.20 mm、0.23 mm,锡林~道夫隔距为0.18 mm,锡林~刺辊隔距为0.20mm,给棉板~刺辊隔距为0.18 mm。经试验,生条萨氏条干不匀率18.1%,棉结为2粒/g。
3.3并条
并条工艺配置见表2。
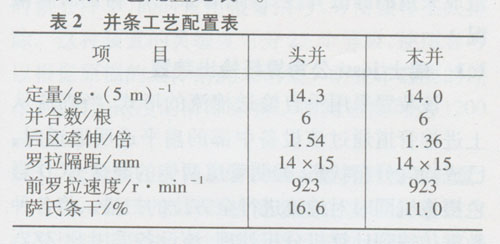
采用轻定量、慢速度、两道并合。为改善条干不匀,胶辊表面用树脂涂层处理。
3.4粗纱
为防止条干恶化,采用大隔距、小张力工艺配置,后区牵伸偏大掌握,以防止意外伸长,减少细节。粗纱工艺配置:定量3.92 g/10 m,后区牵伸1.35倍,罗拉隔距27 mm×30 mm,前罗拉速度183 r/min,捻度3.62桫10 cm,条干不匀率为16%。
3.5细纱
为减少断头,前罗拉转速宜适当降低,同时采用滑溜牵伸(中间胶辊下凹0.5 mm),并使用低硬度高弹性胶辊。细纱工序前罗拉转速为173 r/min,罗拉隔距19 mm×32 mm,后区牵伸为1.35倍。大豆蛋白纤维13.1 tex纯纺纱成纱质量如下:重量CV为1.7%,断裂强度为16.3 cN/tex,强力CV为10.9%,重量偏差为0.4%,条干CV为14.92%,单强为214.7 cN,捻度为94捻/10cm,千米细节为53个,千米粗节为62个,十万米纱疵为1385个。
3.6络筒
络筒用萨维奥Orion-M型自动络筒机,电清参数为120%×1.5 cm,槽筒转速为1000 r/min,万米切疵5.75次后,摇板合格。
4 结束语
大豆蛋白纤维由于表面光滑,抱合力差,比电阻大,生产时必须进行给油加湿处理,各工序相对湿度控制在70%以上为好。从试纺情况看,梳棉成条困难,这是重点。各工序均以轻定量、慢速度生产,以防缠绕罗拉、吸花,从而减少成纱毛羽,细纱前罗拉速度最好控制在170 r/min以下。与其他纤维混纺时,只要纯纺大豆蛋白纤维生条做好,自条混开始,以后各工序均较正常。