
1.纺纱速度
纺纱速度是生产效率的体现。随着粗纱机新品种的不断涌现,纺纱速度不断提高。有铁炮FA系列粗纱机如TJFA458A型最高锭速为1200rpm,二电机或三电机无铁炮电脑粗纱机如JWFl415型最高锭速为1400rpm,四电机无铁炮电脑粗纱机如FA491型最高锭速为1800rpm,最高工艺锭速为1500rpm。假设粗纱捻度均为50捻/米的话,那末前罗拉的出纱速度就从TJ-FA458A型的20m/分增加到FA491型30m/分。每小时纺粗纱量由TJFA458A型1200m增加到FA491型1800m,增加了50%。按每落纱3000m计算,生产一落纱的时间TJFA458A型粗纱机需要2.5小时,而FA491型电脑粗纱机只需1.7小时。由以上数据可以看出,上世纪八十年代中期开发的有铁炮粗纱机至本世纪初开发出的四电机同步运行的电脑粗纱机的研制成功,大约十几年的时间,粗纱机生产效率大大提高。生产效率的高度提高可以减少纺纱厂粗纱机万锭配台数。
2.捻度范围
FA系列有铁炮粗纱机如TJFA458A型和二电机或三电机电脑粗纱机如JWFl415型可纺捻度范围为18.5—80捻/米。二电机或三电机电脑粗纱机虽然取消了铁炮,但一些变换齿轮如捻度变换齿轮、升降变换齿轮、牵伸变换齿轮同TJFA458A一样没有取消。如JWFl415型电脑粗纱机取消的机构除铁炮外,还有铁炮皮带复位控制机构、成型机构、张力微调机构等。相应的功能均由工控机通过数学模型控制两个伺服电机,实现粗纱同步卷绕成型的要求。捻度变换齿轮的存在限制了粗纱捻度的变化范围。故如果想使纺制粗纱捻度小于18.5捻/米大于80捻/米则受到限制,不容易实现。而四电机控制无铁炮FA491型电脑粗纱机取消了捻度变换齿轮、升降变换齿轮,只保留了牵伸变换齿轮,使粗纱捻度的改变只需通过触摸屏进行人机对话便可以实现,并且没有捻度调节的限制,使捻度调节更加方便快捷。只要工艺需要,粗纱捻度值还可以调的更高,可以达到100捻/米甚至以上的数值。
3.轴向卷绕密度
轴向卷绕密度值由升降变换齿轮决定。由于FA系列有铁炮粗纱机和二电机或三电机电脑粗纱机如JwFl415型如上面提到的没有取消升降变换齿轮,其值受到升降变换齿轮的限制,其数值范围为2.8圈/厘米-6.0圈/厘米。但有的高支纱需要卷绕的圈数更多时,这两种粗纱机受到变换齿轮的限制无法实现。而如2中所述,FA491型电脑粗纱机取消了升降变换齿轮,使粗纱轴向卷绕密度的改变只需通过触摸屏进行人机对话便可以实现,并且没有轴向卷绕密度调节的限制,使轴向卷绕密度的调节更加方便快捷。即使遇到参数调节范围不能满足纺纱需求的情况,也可以通过修改计算机程序使参数调节范围更广以满足需求。这对专业人士来说也是极其简单的。
4.可纺线密度
线密度是指纺制粗纱的细度范围。有铁炮FA系列粗纱机如TJFA458A型和二电机或三电机无铁炮电脑粗纱机如JwF1415型可纺线密度范围为200—1000tex。而四电机无铁炮电脑粗纱机FA491型的可纺线密度范围由于捻度范围和轴向、径向密度范围不受变换齿轮的限制,这样使可纺线密度范围明显增大,适于加工纯棉、化纤及其混纺高支纱的纺纱。
5.张力控制
张力控制是粗纱机纺纱的关键所在。张力控制的好坏直接影响成纱质量。TJFA458A型粗纱机是靠调节铁炮皮带移动量和起始位置控制粗纱机的纺纱张力的,并配置圆盘式张力微调装置,通过调整六个滑块的相对位置,能获得显著的张力微调效果,使整个纺纱过程中粗纱张力差异减少,保持一致。二电机或三电机无铁炮电脑粗纱机如JwFl415型和四电机无铁炮电脑粗纱机FA491型的张力调整是靠计算机通过数学模型控制前罗拉输出和卷绕从小纱到大纱的变速规律来获得,输入不同的工艺参数可以改变变速曲线的曲率,使粗纱机提高了对纱线张力的控制精度,实现恒张力纺纱。与JwFl415型和FA49l型电脑粗纱机相比,FA系列有铁炮粗纱机张力调节的缺点在于:(1)铁炮曲线恒定,且铁炮曲线存在制造误差、径向跳动、动平衡等问题都影响粗纱张力大小及机台间差异;(2)高速时铁炮皮带运转容易打滑,对纱线控制精度相对较低。据此,电脑粗纱机相比于有铁炮的粗纱机而言,在张力控制方面存在明显的优势。
6.加压型式
FA系列有铁炮粗纱机加压型式一般为弹簧加压。弹簧加压的优点在于结构轻巧,支承简单,加压卸压方便,加压机构趋于系列化、通用化,互换性很强。但弹簧加压的最大缺点是使用一定周期后,弹簧的弹性变形转换为弹性变形及塑性变形,使加压力减小,会造成锭子之间加压差异,并恶化条干。因此,使用一定时问后弹簧要予以更换,否则牵伸不匀率增加。二电机或三电机无铁炮电脑粗纱机如JWFl415型和四电机无铁炮电脑粗纱机FA491型目前可以选择弹簧加压和气动加压的一种作为其加压型式。特别是FA491型电脑粗纱机一般均选择气动加压。气动加压压力均匀,锭差很小,压力调节方便,停车时(总电源切断)会自动释压,保持摇架呈半释压状态,再开车时不会造成粗细节,还可以减少皮辊变形。气动加压型式不会因使用时间的长短而产生压力衰减,造成压力锭差,保证了产品质量,但粗纱机必须配备气源及气路。
7.成纱质量
各种纺纱性能的最终体现会通过成纱质量反映出来。在上面提到三代产品机型上进行同一品种的纺纱试验,采用同一种原料,同一种纺纱工艺,粗纱TZ参数如下:棉条定重17.1g/5m,锭翼速度900rpm,捻度5.2捻/lOcm,总牵伸7.36,罗拉隔距10×23×29ram,上下销钳121隔距3.5mm.粗纱定重4.5g/10m.棉条及粗纱质量见表1.

由以上数据可知:棉条质量变异系数处于乌斯特2001公报(自乌斯特网站统计数据曲线)95%以上的水平,三种机型所纺粗纱都在乌斯特2001公报5%一25%的水平。但在工艺基本相同条件下,用同一种原料所纺粗纱以电脑粗纱机效果较好。加之电脑粗纱机在工艺调整等方面的优越性,故电脑粗纱机已成为一种发展趋势。
三代产品机型所纺粗纱在同一台细纱机f(FA506型)上进行纺纱试验,成纱质量如表2:
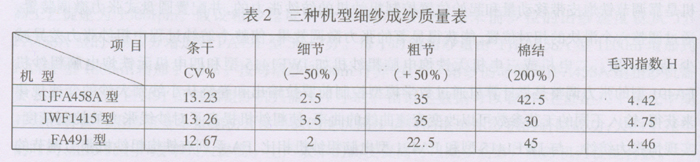
从成纱质量数据来看,TJFA458A型和JWFl415型粗纱机纺出粗纱所纺细纱达到乌斯特2001公报50%的水平,只有FA491型粗纱机纺出粗纱所纺细纱达到乌斯特2001公报25%的水平。FA491型粗纱机纺出粗纱所纺细纱质量较好。
8.结论
细纱成纱质量的保证是纺织厂纺纱的关键。粗纱机纺出粗纱能满足细纱纺纱需要,是粗纱机纺纱的关键。电脑粗纱机与传统有铁炮粗纱机相比几大结构性能优势表现在:
(1)结构简化。取消传统铁炮(锥轮)变速机构、铁炮(锥轮)皮带复位控制机构、成形机构、张力微调装置、差动机构、换向机构、升降传动机构及摆动机构等,运用计算机技术、PLC控制技术、伺服及变频技术通过数学模型实现粗纱同步卷绕成形。采用液晶显示屏和触摸式人机界面实现了人机对话。
(2)锭翼最高工艺锭速达到1500转份,整机产量大幅提高,减少万锭配台数。
(3)贮存成熟工艺。工控机数据库中可以存贮不同品种成熟纺纱工艺。工艺调整和更换品种更加方便快捷。
(4)大部分结构被取消后,零部件损坏减少,消耗降低,整机可靠性提高。
(5)实现恒张力纺纱,粗纱质量能保持好的水平。
基于以上优势,目前,电脑粗纱机已成为纺织厂的首选。电脑粗纱机必将成为一种发展趋势,其性能也将日臻完善,不断成熟。
更多并粗会议论文请点击进入>>>