
去年我公司对3万纱锭的细纱机进行了改造,安装了国内较先进的FA507型和EJM128K型细纱机,随后又购置了瑞士Bracker公司钢领、钢丝圈与之配套。随着设备性能的提高与进口器材的使用,我公司的纺纱产量、质量、效率都有了明显提高。
1进口钢领的安装
设备的安装质量直接影响着成纱质量,而钢领的合理安装是关键。除了要求纱锭的旋转不能有震动,钢领和纱锭的中心位置要一致外,钢领还要牢固安装在底座的水平方向上,使气圈中心位置一致。
Braeker钢领的优点是它完全不需要任何“走熟”期,也不需要清洗、回磨,新钢领的特殊金属表面正是钢丝圈非常理想的润滑轨道。
2进口钢丝圈的选择
钢丝圈的选择要根据纺纱号数、工艺条件、速度来选择型号和重量,我们在使用过程中应用手感、目测观察纺纱过程来选择。手感:手感接头张力有弹性,接头容易、无提不动现象。特别是满纱,卷绕小直径时,气圈要有弹性。目测:观察气圈的形态,气圈要正,既不碰纱管管头,又不碰击隔纱板。
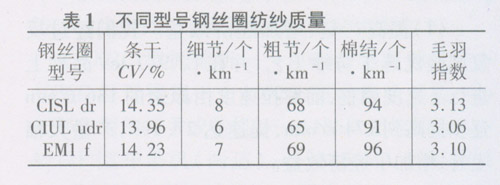
在纺CJ 9.7 rex时,经过对CISLdr型、CIULudr型、EM1 f型钢丝圈进行反复试验,优选了CIUL udr 型钢丝圈,见表1。
3进口钢领、钢丝圈的提速试验
为了充分发挥进口器材的效能,我们在EJM128K型细纱机、CJ 9.7 tex品种上进行了提速试验,结果见表2。
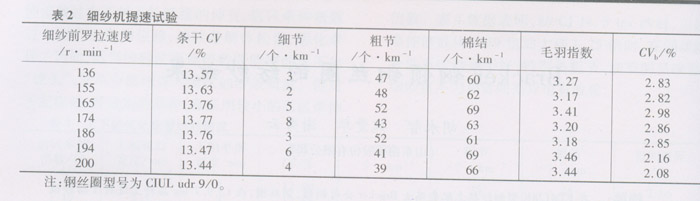
从表2试验结果可以看出,随着细纱机速度的提高,成纱质量依然保持较好水平。经过综合考虑设备、操作、适用性等各方面因素,最后细纱前罗拉速度选定为174 r/min。
4进口钢丝圈使用周期试验
进口钢丝圈寿命较长,为了稳定成纱质量,合理使用钢丝圈,我们又在CJ 9.7 tex品种上对CIUL udr 9/0型钢丝圈的使用周期进行了试验,结果见表3。
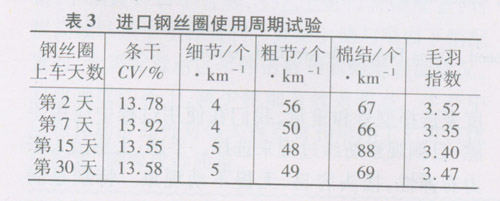
从表3试验结果可以看出,瑞士钢丝圈在使用到一个月时各项质量指标能满足要求,挡车工反映运转良好,最后确定更换周期为一个月。
5 Bracker钢领、钢丝圈的特点
(1)提高产量、增加经济效益。我们经过反复试验优选了纺纱工艺,并在CJ 9.7 tex品种上进行了速度调整,前罗拉速度由原来的136 r/min逐步提高到174 r/min,提速达27.9%,产量大幅上升,增加了经济效益。
(2)降低成本,节约用工。瑞士钢丝圈、钢领投入使用后,生产上井然有序,钢丝圈的使用周期由原来的1l天调整到30天,减少了揩车的停车时间。而钢领上车后,不用拆卸,不用复磨,使保全工作量大大降低,节约了用工,降低了生产成本,提高了劳动生产率。
(3)百管断头降低,提高了生产效率。技改之前CJ 9.7 tex品种的50万米百管断头总根数为118根,更换了进口钢领、钢丝圈在提速的情况下,百管断头总根数降到86根,生产效率提高。
(4)成纱条干CV稳定,提高了布面质量。瑞士钢领、钢丝圈投入使用后,质量指标稳定,条干CV值一直稳定在13.50%左右,粗节、细节、棉 结、CVb值均达到乌斯特公报25%的水平,使织机效率提高,保证了布面质量。
6 结束语
Bracker钢领、钢丝圈具有较好的滑动性能,摩擦力小、使用寿命长,并适应于高速纺纱。我们在技改的3万纱锭上进行推广应用后,平均增产达23.6%。而且质量稳定,成本降低,提高了劳动生产率,取得了良好的经济效益。