
调整产品结构,加快产品开发步伐是棉纺织行业的永恒课题。对于我国棉纺织行业,必须充分利用新型纺织材料,才能最终提高产品的档次和附加值。最近,我公司利用棉纺设备成功开发了Viloft纤维、羊毛、腈纶混纺针织用纱(V/W/A35/8/57 18.4 tex),经检测,产品达到了较好的质量水平。下面对其纺纱工艺配置和技术措施作一介绍。
1 原料性能
Viloft纤维是用木材经溶剂法生产的新型纤维素纤维,生产过程中不产生化学污染,属环保产品。该纤维截面呈扁平状,制成的织物手感柔软、导湿透气性强、保暖效果好、具有良好的染色均匀性和穿着舒适性。Viloft纤维的物理指标:长度为38 mm,细度为2.66 dtex,干强为19.2 cN/tex,湿强为10.5 cN/tex,回潮率为1O%。
我们选用的羊毛为毛纺厂的精梳落毛,其手扯长度为22 mm,直径为18.5μm,含油率为0.3%,回潮率为12.5%。
腈纶产品不仅布面绒毛效应好,色泽鲜艳,较挺括,而且耐矿物酸和弱碱能力较强,市场上很受欢迎。我们选用棉型腈纶,其性能指标如下:长度为38 mm,细度为1.56 dtex,干强为24.4 cN/tex、湿强为22 cN/tex,回潮率为1.3%,含油率为0.4%。
2原料混和
Viloft纤维、羊毛纤维、腈纶纤维三种原料性能差异较大,在混和时必须注意混和均匀,比例准确。考虑到羊毛纤维长度短、刚性大,纺纱过程中落物较多等特点,必须适当加大投料比重,生产中我们按计算重量的1.15倍投料,辅之以其他技术措施,使成纱达到准确的混纺比。在人工混和时必须对成团片状的羊毛细致撕分、抖落尘杂,然后再与其他两种纤维混和均匀。考虑到腈纶纤维比例较大,过于蓬松,难以成卷,必须对混好的原料进行交叉铺层、喷雾加湿、压实,用袋装好后静置12 h以上。
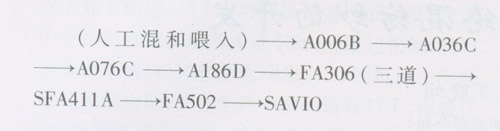
3 工艺流程(以机器型号表示)
4各工序主要工艺参数及技术措施
4.1 开清棉
开清棉工序采用“多松少打,以梳代打、少损少落、防绕防粘、充分混和”的工艺原则。各单机尘棒与打手间的隔距适当放大,打手速度适当降低。A036C型机梳针打手速度降到480 r/min,A076C型机综合打手速度降到700 r/min;为保证纤维顺利转移,提高棉卷均匀度,成卷机风扇速度提高到1340 r/min;为防止羊毛多落,把尘棒安装角调到37°。考虑到腈纶纤维蓬松易粘卷,工艺上没定棉卷干定量为390 g/m,定长28 m,并加大紧压罗拉压力,生产时在机器周围喷洒水雾,使相对湿度保持在68%以上,成卷后立即用薄膜包好保湿,待后道工序及时使用。
4.2梳棉
梳棉工序采用“强分梳、易转移、少排除、轻定量”的工艺原则。锡林针布选用AC2520×01660型,盖板针布选用JST-29型。为减少后车肚落物中羊毛比重,除尘刀拆除不用,并在原小漏底人口处焊接圆弧形光板,使小漏底弦长增长10cm。Viloft纤维原纤化较好。但纤度粗、强力偏低,应尽量减少纤维损伤,锡林和刺辊速度分别降到300 r/min和790 r/min,线速比为1.96,有利于纤维从刺辊向锡林顺利转移。为增强梳理效果、提高棉网清晰度,减少生条棉结,锡林~盖板间的隔距缩小到0.30 mm、0.25 mm、0.25 mm、0.25mm、0.28 mm。为避免羊毛短绒随盖板花排出较多,必须减少盖板花率,盖板运行速度降到75mm/min,锡林与前上罩板入口隔距缩小到0.66mm。考虑到三种原料性能差异较大,成网困难且易堵塞斜管,必须注意通道清洁,道夫速度应控制在18 r/min以内,生条干定量不超过17 g/5 m,相对湿度应保持在65%以上。
4.3并条
并条工序采用“轻定量、慢速度、顺牵伸”的工艺原则。减少纤维弯钩,提高纤维平行伸直度,头道后区牵伸掌握在1.7倍-1.9倍,牵伸过程中为加强对羊毛短纤维的控制,隔距不宜过大;为减少缠绕、堵斜管现象,必须用清洁剂揩净罗拉及其他通道,减轻棉条定量,降低车速,并适当加大出条小压辊压力,使棉条紧凑光洁。并条工序主要工艺参数见表1。

4.4粗纱
粗纱工序采用“重加压、小钳口、小后区牵伸、大捻系数”的工艺原则。由于三种原料抱合力较差,为使纱条光洁紧凑,减少后道意外牵伸,粗纱捻系数宜大些,重加压、小钳口、小后区牵伸有利于加强对纤维的控制。粗纱主要工艺参数为:干定量4.3 g/10 m,总牵伸倍数7.75倍,后区牵伸倍数1.17倍,罗拉隔距10.5 mm×25 mm×35 mm,罗拉加压15 daN/双锭×25 daN/双锭×20 daN/双锭×20 daN/双锭,胶圈钳口隔距6.5mm,捻系数88,前罗拉速度21O r/min。
4.5细纱
细纱工序采用“重加压、小钳口”工艺原则。因粗纱捻系数较大,在不出“硬头”的前提下采用较小的钳口隔距,缩小浮游区隔距,采用HP摇架(板簧加压),施之较重的压力,从而达到减小锭差的目的。为防止羊毛等边缘纤维散失掉,必须用好集棉器。细纱主要工艺参数为:总牵伸倍数26.292倍,后区牵伸倍数1.29倍,罗拉隔距19mm×33 mm,罗拉加压16 daN/双锭×14 daN/双锭×14 daN/双锭,集棉器口径2.0 mm,捻系数335,前罗拉速度230 r/min,钢领型号PG1 4254,钢丝圈型号FU3/0。
18.4 texViloft羊毛腈纶混纺针织纱成纱质量为:条干CV 15.4%,条干CVb2.6%,细节41个/km,粗节50个/km,棉结185个/km,强度12.8 cN/tex,黑板棉结8粒/g,毛羽指数4.7。
5 结束语
Viloft纤维是一种新型的环保纤维,与其他纤维混纺时,必须根据原料特点采取合理的纺纱工艺与技术措施,才能纺出质量优良的产品。混纺既可以降低成本,又可以相互取长补短,更好地发挥服用性能,其系列产品具有广阔的市场前景。