
l 双纬疵点的分类及布面形状
双纬疵点,顾名思义就是在单纬织物中一个梭口内有两根纬纱织入。根据布面形状来分可分为以下几种:
1.1 开关侧单尾稀双纬
开关侧布边留有60 mm~80 mm长的单根纱尾,纱尾的长度多数是开关侧布边至纬纱叉(J32)之间的距离。
1.2中间型稀双纬
布边两端纬向组织完整,而在中间夹有稀双纬疵点,有时亦称夹尾巴稀双纬。
1.3连续间隙型稀双纬
换梭侧布边1/3幅~1/2幅附近产生连续间隙型密集的单根或多根纱尾露在外边或不露出的稀双纬。
1.4连续几梭的双纬
布面上出现连续几梭无稀纬的双纬,双纬中间没夹入三根纬纱。
1.5换梭前无稀纬的双纬
在换梭前2纬~3纬时出现,均为2梭~5梭,有时全部为满梭,有时开始的第一梭与结束的最后一梭为半梭,部分双纬在开始或结束时有2 cm~5 cm的脱纬,中间无夹带的稀纬。
2换梭前无稀纬的双纬疵点的成因及消除方法
双纬疵点根据布面形状可分为以上五种,其中大部分双纬疵点的产生原因非常明确,较易控制,而换梭前无稀纬的双纬疵点在布面疵点中所占比重较大,对我公司产品质量有很大影响,同时我们没有完全掌握其产生原因及预防方法,为此我们对此类双纬进行了分析调查,并采取了相应的措施。
2.1 成因
(1)生头不合规格:生头纱尾与正常纬纱纠缠在一起,导致生头纱尾被拉断,随同正常纬纱织人布内,造成类似回丝附人的双纬。
(2)纬纱成形不良:有包脚或卷绕过大等缺陷,纬纱底部被织机探针探断,在其退绕到临近断头处时断头纱尾被正常纬纱带出形成双纬,当正常纬纱退绕到断头时则断头纱继续织造,不形成断纬而是造成双纬。
(3)织机探针(J27)状态不良:包括上下左右位置不正、长度过长、针头不平毛糙等,均会使探针探断纬纱产生类似原因(2)所述的双纬。
(4)投梭力过大或缓冲不良造成开关侧梭子回跳,探针不能正确探纬,划断纬纱产生双纬。
2.2 消除方法
(1)提高纬纱成形标准:在保证质量的前提下,最大限度增加纬纱的卷绕长度以减少换梭次数,一般纬纱的外形尺寸应符合下列规格:
(a)纬纱离纬管头端距离保持8 mm~10 mm;
(b)纬纱离纬管底部距离保持4 mm~5 mm;
(c)纬纱的卷绕直径一般掌握较梭子内壁小1mm~2 mm:
(d)纬纱装入梭子后,上端应不超过梭高,左右不碰梭子内壁,下端应不碰梭腔底部;
(e)纬纱退绕时纱圈应顺利退出不产生脱圈现象。
(2)保证纬纱生头标准:生头纱的长度应为布幅的三倍半,生头纱的位置在探针槽上方4 mm处起绕,到14 mm处结束,实绕区域为10 mm左右。
(3)探针安装规格应正确,作用良好,并实行备件轮换。具体为:
(a)探针杆部平直、光滑,探针头端厚度为0.8 mm,宽度为4.7 mm,头端倒角,光滑无毛刺,在必要时探针头部可进行淬火增加硬度,防止头端起毛;
(b)探针插入支持孔(J9)中,间隙不超过0.2mm,探针支持的滑槽开档与辅助连杆(J24)两侧间隙不超过0.4 mm,避免探针偏转;
(c)探针与制御圈(J26)间隙不能太大,探针在支持中应进退灵活;
(d)探针的安装标准:探针中心与纬管根部相距16 mm~22 mm e、探针高低位置:居中或略偏高;
(f)探针进出位置:伸进纬管槽1.6 mm;
(g)制御芯子(J25)与制御杆(J6)间隙2 mm。
(4)防止梭子回跳:
(a)梭箱松紧适当,制梭铁(K94、K95)后端凸出梭箱背板(Q4、Q6)以4 mm为宜,前端应缩进0.8 mm,不得凸出梭箱背板;
(b)投梭力应适中,控制在285 mm~295 mm之间,不能过大过小,过小梭子投不到头产生轧梭,过大梭子回跳;
(c)缓冲装置良好,投梭棒的动程应控制在34.9mm~41.3 mm左右;新胶圈上机使用时因伸长小,缓冲胶带的动程要相应调整,以较小为宜,胶圈的宽度应由40 mm改为45 mm~50 mm,减少胶圈伸长;
(d)三轮缓冲装置安装规格要正确,胶带(F112)不宜过长,弹簧盘(F107、F108)紧固,弹力适中。
3效果比较
通过对双纬疵点的分析及采取相应的措施,双纬疵点明显下降,具体如表1所示。
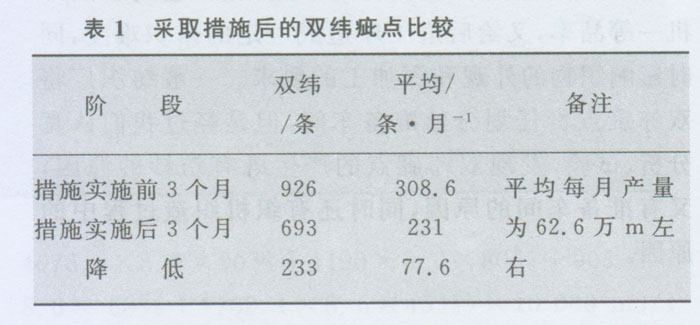
由表1可以看出,措施实施前后双纬疵点由原来的每月308.6条降低为每月231条,平均每月减少77.6条,收到了显著的效果。
4 结语
经过分析,我们打破了双纬疵点的疵点责任应由准备车间承担的传统划分办法,把部分责任划分到织布车间,从而督促织布车间采取措施,加强设备管理,提高设备完好率,保证了产品质量,为我公司以高质量的产品占领市场奠定了坚实的基础,同时也为我们以后在分析问题的方法上,勇于推翻传统观念、积极创新提供了新的思路。