
RichcelЯЫЮЌЪЧвЛжжИпЪЊФЃСПШЫдьЯЫЮЌЫиЯЫЮЌЃЌЯЫЮЌБэУцЙтЛЌЃЌЮќЪЊадЧПЃЌжЏЮяЪжИаЛЌЫЌЁЂЕМЪЊЭИЦјЁЂГпДчЮШЖЈЁЂаќДЙадКУЃЌОШОЩЋКѓЩЋдѓЯЪССЃЌЪЪгкКѓећРэМгЙЄЃЌВЂОпгаЛЗБЃадЃЌИУВњЦЗОпгаНЯКУЕФЪаГЁЧАОАЁЃRichcelЯЫЮЌЗЧГЃЦНЛЌЃЌБЇКЯадВюЃЌЗФЩДЩњВњжаЬѕИЩФбПижЦЃЌВЂЧвШнвзВњЩњУЋг№ЃЌЭЈЙ§ЪЕМљЃЌеыЖдRiehcelЯЫЮЌЕФЬиЕуЃЌдЫгУШќТчЗФЩДММЪѕНјааЗФЩДЃЌЗФжЦСЫRichcel 14ЃЎ6 texШќТчЩДЁЃ
1 RiclicelЯЫЮЌадФмгыЗФЩДЙЄведдђ
бЁгУЕФRichcelЯЫЮЌЙцИёЮЊ1ЃЎ32 dtexЁС38mmЃЌИУЯЫЮЌЗжзгНсОЇЖШКЭШЁЯђЖШИпЃЌЯЫЮЌЮЊдВаЮНиУцКЭШЋаОНсЙЙЃЌБэУцЙтЛЌЃЌИЩЪЊЧПЖШИпЃЌГѕЪМФЃСПДѓЃЌЖЯСбЩьГЄаЁЃЌЮќЪЊадЧПЁЃRichcelЯЫЮЌЕФжївЊадФмжИБъМћБэ1ЁЃ
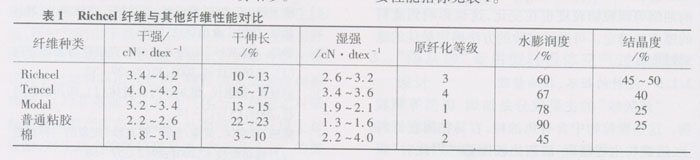
вђRichcelЯЫЮЌжЦдьЙЄвеЬиадЃЌЯЫЮЌВЂЫПЖрЃЌЛсаЮГЩЩДДУЃЌЖёЛЏЬѕИЩЁЃЯЫЮЌГѕЪМФЃСПИпЃЌИеадДѓЃЌЙГЧПЕЭЃЌШнвзЫ№ЩЫЃЌаЮГЩЖЬШоЃЌгАЯьГЩЩДжЪСПЁЃЮТЪЊЖШБфЛЏЛсУїЯдИФБфЯЫЮЌБэУцКЭадФмЃЌгАЯьПЩЗФадЁЃЫљвдЃЌЗФЩДЙЄвевЫзёбЕФзмЬхддђЮЊЃКЧсЖЈСПЁЂЕЭЫйЖШЁЂжиМгбЙЁЂЧППижЦЁЂДѓФэЖШЁЂаЁеХСІЁЂЖрТфДУЁЂдчТфДУЁЃжЪСППижЦжИБъжївЊЮЊЃКЬѕИЩЁЂУЋг№ЁЂЩДДУЁЃ
2ШќТчЗФЩДЙЄвеСїГЬ
A002аЭздЖЏзЅУоЛњЁњA036CаЭКРжэЪНПЊУоЛњЁњA092аЭЫЋУоЯфИјУоЛњЁњA076CаЭГЩОэЛњЁњA186FаЭЪсУоЛњЁњA272FаЭВЂЬѕЛњ(ЖўЕР)ЁњA454аЭДжЩДЛњЁњFA506аЭЯИЩДЛњ(ШќТчЗФ)Ёњ1332MаЭТчЭВЛњ
3ИїЙЄађжївЊЙЄвеДыЪЉ
3ЃЎ1 ПЊЧхУо
RichcelЯЫЮЌГЄЖШГЄЁЂећЦыЖШКУЃЌЕЋДцдкЩйСПЕФЪјЫПКЭгВВЂЫПЃЌвђДЫдкПЊЧхУоЙЄађВЩгУЁАЧкзЅЩйзЅЃЌЖрЫЩЩйДђЃЌЖрЪеЪЪТфЃЌЖрЛьКЭЩйЗЙіЁБЕФЙЄведдђЁЃЪЪЕБЗХДѓДђЪжгыИјУоТоРИєОрЃЌНЕЕЭЪсеыДђЪжЫйЖШжС380 rЃЏminЃЌМѕЩйЯЫЮЌЫ№ЩЫЃЌНЕЕЭУоНсКЭЖЬШоЕФВњЩњЁЃМгДѓНєбЙТоРЕФбЙСІвдЗРжЙУоОэеГСЌЁЃЪЪЕБЗХДѓГОАєгыГОАєМфИєОрЃЌвдРћгкМэЫПКЭгВВЂЫПЕФЧхГ§ЁЃвђШЋСїГЬЪЙгУЧсЖЈСПЃЌУоОэЖЈСПЦЋЧсеЦЮеЁЃНЕЕЭУоОэТоРЫйЖШЃЌИФЩЦУоОэжиСПВЛдШТЪЁЃ
3ЃЎ2ЪсУо
ВЩгУЁАЧсЖЈСПЃЌЕЭЫйЖШЃЌЖрЪсЖрТфЃЌПьзЊвЦЁБЕФЙЄвеХфжУЁЃЪЪЕБЗХДѓЮ§СжгыИЧАхИєОрЃЌвдМѕЩйЯЫЮЌЫ№ЩЫЁЃЪЪЕБМѕаЁЮ§СжгыЕРЗђМфЕФИєОрЃЌВЂЬсИпЮ§СжгыДЬЙѕЮЪЕФЫйБШЃЌвдРћгкЯЫЮЌЫГРћзЊвЦЃЌМѕЩйУоНсаЮГЩЁЃГ§ГОЕЖАВзАЮЛжУЮЊЕЭЛњПђ4 mmЁЂ85ЁуНЧЃЌЪЪЕБЗХДѓЧАЩЯежАхгыЮ§СжИєОрЃЌвддіМгВЂЫПЕФХХГ§СПЁЃ
3ЃЎ3ВЂЬѕ
ВЩгУЁАЧсЖЈСПЃЌЕЭЫйЖШЃЌжиМгбЙЃЌДѓИєОрЁБЕФЙЄвеХфжУЁЃЭЗВЂЖЈСПЮЊ16ЃЎ0 gЃЏ5 mЃЌФЉВЂЖЈСПЮЊ15ЃЎ0 gЃЏ5 mЃЌ8ИљВЂКЯЃЌТоРИєОрЮЊ22ЃЎ5 mmЁС13mmЁС15 mmЃЌГЕЫйЮЊ970 rЃЏminЃЌвдМѕЩйЯЫЮЌВјШЦТоРКЭНКЙѕЯжЯѓЁЃ
3ЃЎ4ДжЩД
ВЩгУЁАЧсЖЈСПЁЂЕЭЫйЖШЁЂжиМгбЙЁЂДѓФэЖШЁБЕФЙЄвеХфжУЁЃДжЩДЖЈСПЩшМЦЮЊ3ЃЎ6g/10 mЃЌЪЪЕБНЕЕЭЧАТоРЫйЖШжС177 rЃЏminЃЌгаРћгкИФЩЦЬѕИЩОљдШЖШКЭГЩЩДжЪСПЁЃгЩгкRichcelЯЫЮЌШсШэЁЂЫГЛЌЁЂБЇКЯСІаЁЃЌЮЊЗРжЙЯЫЮЌЛЌЭбЃЌДжЩДФэЯЕЪ§гІЦЋДѓеЦЮеЃЌЩшМЦЮЊ90ЃЎ4ЁЃ
3ЃЎ5ШќТчЗФЩД
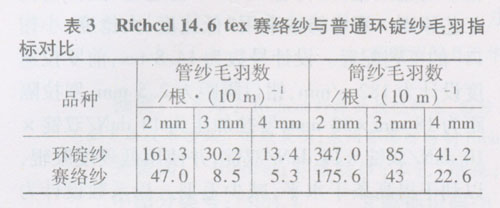
дкЛЗЖЇЯИЩДЛњЩЯВЩШЁЫЋЙЩДжЩДЮЙШЫЃЌЧЃЩьЧјжаДжЩДБЃГжЦНааЃЌСНИљЯЫЮЌЬѕЗжБ№ОЭЌБЖЪ§ЧЃЩьЃЌОЙ§ЧАТоРКѓдквЛМгФэЕуФэКЯЃЌСНИљаыЬѕдкГЩЩДЧАвбМгФэЃЌЦфМгФэЗНЯђЭЌГЩЩДЗНЯђвЛжТЃЌвЛаЉЮЂТЖЯЫЮЌБЛАќВјНјШЅЃЌЖдНЕЕЭГЩЩДУЋг№аЇЙћУїЯдЁЃДЫЭтЃЎдкЙЄвеХфжУЗНУцЃЌШќТчЗФЗФЭЌКХЪ§ЩДЃЌДжЩДгЩвЛЙЩИФЮЊСНЙЩЃЌЯЫЮЌдкЧЃЩьЧјжаЕУЕНгааЇПижЦЃЌЖдЬсИпГЩЩДЬѕИЩвргаКУДІЃЌЭЌЪБДжЩДЫЋЙЩЮЙШЫвЊЧѓДжЩДЖЈСПМѕЧсЃЌврЗћКЯRichcelЧсЖЈСПЁЂЧППижЦЕФЙЄведдђЁЃШќТчЗФЩДВЩгУЁАЕЭЫйЖШЁЂДѓФэЖШЁЂаЁЧЏПкЁБЕФЙЄвеХфжУЁЃЩшМЦКХЪ§ЮЊ14ЃЎ8 texЃЌЧАТоРЫйЖШЩшМЦЮЊ182 rЃЏminЃЌЧЏПкИєОрЮЊ2ЃЎ5 mmЃЌТоРИєОрЮЊ18 mmЁС33 mmЃЌТоРМгбЙЮЊ14 daNЃЏЫЋЖЇЁС10 daNЃЏЫЋЖЇЁС14 daNЃЏЫЋЖЇЃЌВЂЪЙгУЕЭгВЖШНКЙѕЃЌвдРћгкЬсИпЬѕИЩЫЎЦНЃЌМѕЩйУЋг№ЁЃФэЯЕЪ§ЩшМЦЮЊ361ЃЌЭЛГіRichcelЯЫЮЌжЏЮяЪжИаЛЌЫЌЕФЬиЩЋЁЃ
3ЃЎ6ТчЭВ
ЪЙгУЕМЕчадФмСМКУЕФН№ЪєВлМђЃЌвдЯћГ§ОВЕчЯжЯѓЃЛТчЭВеХСІЦЋаЁХфжУЃЌвдМѕЩйЩДЯпЕЏадЫ№ЪЇЃЛЕчзгЧхЩДВЮЪ§МгЧППижЦЃЌМѕЩйЩДДУЃЛбЁгУЪЪКЯЕФФэНгЦїЁЃ
4жЪСППижЦДыЪЉ
вђШќТчЗФЙЄвеДжЩДЖЈСПбЁдёНЯЧсЃЌЧЃЩьЙ§ГЬжавзЖЯЃЌШєЖЯЦфжавЛИљДжЩДЃЌдђаЮГЩЕЅЩДЃЌЛђКіЖЯКіајЃЌГЩЩДКіЕЅКіЫЋЃЌаЮГЩбЯжиЕФВЛЙцдђЯИНкЃЌвђДЫЃЌШќТчЗФЙЄађГЩЮЊжиЕуПижЦЕФЙЄађЁЃжївЊПижЦДыЪЉШчЯТЃК(1)дкЩшБИдЫзЊзДЬЌЗНУцзЂвтМьВщЕѕЖЇСщЛюадЃЌвдЗРЖЯДжЩДЃЛМьВщЖЇзгЁЂЕМЩДЙГЕФзДЬЌЃЌвдЮШЖЈЗФЩДеХСІЃЛМьВщЗФЩДЭЈЕРИїдЊМўЃЌвдШЗБЃДжЩДЭЈЕРЧхНрЁЃ(2)дкЗФЩДзЈМўХфжУЗНУцЃЌВЩгУН№ОЎИжСьМАЦфХфЬзИжЫПШІЃЛЪЙгУWRC073аЭНКЙѕЃЌвдРћгкПЙШЦЃЛЪЙгУжаЩЯНКЙѕМАЬМЯЫЩЯЯњЃЌМгЧПЖдИЁгЮЯЫЮЌЕФгааЇПижЦЃЛЪЙгУЪЪгУЕФЫЋПкРЎАШПкМАИєОрПщЁЃ(3)дкВйзїЗНУцЃЌзЂвтЗРжЙЩДЬѕЛЌЭбЃЌГіЁАгВЭЗЁБЃЛМгЧПбВЛиЃЌЗРжЙЖЯЭЗЗФЕЅЩДЃЛЗРВјШЦВПЮЛЖЯЭЗЃЌЗРВјНКЙѕЃЛЬсЧАЛЛДжЩДвдБЃжЄЫЋДжЩДећЦыЮЙШыЃЛМАЪБДІРэвьГЃЩДЖЇЁЃ
5ГЩЩДжЪСПМАзЂвтЪТЯю
Richcel 14ЃЎ6 texШќТчЩДЬѕИЩCVБШЦеЭЈЛЗЖЇЩДНЕЕЭЃЌЯИНкМѕЩйЃЌДжНкЮодіМгЃЌУЋг№НЕЕЭУїЯдЧвОЙ§ТчЭВКѓЮодіМгЧїЪЦЃЌГЩЩДгаФэЯпЕФЗчИёЃЌОКѓДІРэКѓжЏЮяЙтЛЌЦНећЁЃRichcel 14ЃЎ6 texШќТчЩДЕФжЪСПжИБъМћБэ2ЃЌУЋг№ЖдБШМћБэ3ЁЃ

RichcelЯЫЮЌШќТчЗФЩДжагІзЂвтЕФЮЪЬтЃК(1)RichcelЯЫЮЌЙтЛЌвзДрЖЯЃЌдкПижЦжагІзЂвтБмУтЯЫЮЌЖЯСбЃЌЭЌЪБдчТфДУЁЂЖрТфДУЙ§ГЬжавргІЗРжЙЯЫЮЌДрЖЯЃЌвђДЫПЊЧхУогыЪсУоЙЄвегІКЯРэХфжУЁЃ(2)ШќТчЗФЫЋИљДжЩДЮЙШыЃЌДжЩДвзЖЯЪЧвЛДѓФбЬтЃЌПЩЪЪЕБдіМгДжЩДФэЯЕЪ§ЁЃ(3)ШќТчЗФЩДБэЯжНЯЮЊМЏжаЕФЮЪЬтЪЧ9 cmЁЋ10 cmЙцТЩадЬѕИЩЃЌЪдбщжаЛЙашНјвЛВНгХЛЏЧЃЩьЗжХфЁЃ(4)ЩњВњжаФэНгЦївЊзЂвтбЁгУКЯЪЪЕФаЭКХЁЃ(5)ЗФЩДЙ§ГЬжавЊКЯРэПижЦГЕМфЮТЪЊЖШЃЌвдБЃжЄЫГРћЗФЩДКЭГЩЩДжЪСПЮШЖЈЁЃ
6 НсЪјгя
ЩњВњЪЕМљБэУїЃЌРћгУШќТчЗФЩДММЪѕПЊЗЂЩњВњЕФRicheelЩДдкГЩЩДжЪСПЗНУцгаУїЯдгХЪЦЃЌжївЊБэЯждкЬѕИЩCVЁЂУЋг№жИБъЕУЕНИФЩЦЃЌетЮЊКѓЕРжЏЮяЕФПЊЗЂЕьЖЈСЫНЯКУЕФЛљДЁЁЃЖдгкRichcelЯЫЮЌШќТчЩДЩњВњЙ§ГЬжаДцдкЕФЮЪЬтЃЌгІНјвЛВНзіКУЩшБИзДЬЌЁЂЙЄвеХфжУМАВйзїЙмРэЕШЗНУцЕФЙЄзїЁЃ