ШЁЕФДыЪЉЃЌЪЙжЏдьаЇТЪДя95ЃЅвдЩЯЁЃ
НќФъЃЌЛЈЪНЩДЯпМАЦфжЏЮяБШНЯСїааЃЌЮЊСЫТњзуЪаГЁашЧѓдЫгУВюБ№ЛЏвьаЮНиУцЁЂИпЪеЫѕЁЂгаЩЋЁЂЦеЭЈгыеГНКЯЫЮЌЛьЗФЃЌГЩЙІПЊЗЂСЫЖЮВЪ160cm 10ЃЎ7texЁС2ЃЏ10ЃЎ7texЁС2 464ЃЎ5ЁС307ИљЃЏ10cmЗТУЋжЏЮяЃЌГЩЦЗВМУЋаЭИаЧПЃЌЩюЪмгУЛЇЛЖгЁЃ
1 дСЯЕФбЁЖЈ
ИУВњЦЗжївЊгУгкЙЄзїзАЁЂанЯаЗўЁЂЪБзАЁЂЮїзАЕШЁЃГЩЩДвЊЧѓЬѕИЩКУЁЂЧПСІИпЁЂУЋг№ЩйЁЂУоНсЩйЃЌвђДЫОЋбЁвдЯТЯЫЮЌЮЊзїдСЯЁЃ
ЛьЗФБШЃКВюБ№ЛЏвьаЮ18ЃЅЁЂИпЪеЫѕ28ЃЅЁЂгаЩЋ15ЃЅЁЂЦеЭЈ19ЃЅЁЂеГНК20ЃЅЁЃ
ВюБ№ЛЏвьаЮМАгаЩЋЙцИёЃК2ЃЎ4dtexЁС38mmЁЃвьаЮНиУцЯЫЮЌФмдіДѓЩДЯпЕФБэУцЛ§ЃЌдіЧПЩДЯпМАУцСЯЕФЮќЪЊЁЂЭИЦјадФмЃЌФмИФЩЦЦеЭЈдСЯЮќЪЊФмСІВюЃЌгаРЏзДИаЃЌвдМАВњЩњ"МЋЙт"ЕФЯжЯѓЁЃ
ИпЪеЫѕЙцИёЃК1ЃЎ67dtexЁС38ramЁЃИпЪеЫѕЕФгІгУЪЙжЏЮядкКѓећРэдіЧПСЫЛюТчИаКЭХюЫЩадЃЌЬхЯжГіНЯКУЕФЗТУЋаЇЙћЁЃ
ЦеЭЈЁЂеГНКЙцИёЃК1ЃЎ67dtexЁС38mmЁЃ
гаЩЋбеЩЋЃКПЇЗШЩЋЁЂЛЦЩЋЁЂзиЩЋЁЂРЖЩЋЁЃ
2 ЙЄвеСїГЬ
LA006CЧхЛЈЁњA186MЪсУоЁњSDFA304ЖўЕРВЂЬѕЁњA456MAДжЩДЁњA513MAЯИЩДЁњ1332MТчЭВЁњCL709ВЂЩДЁњБЖФэЁњБДФўИёећОЛњЁњдѓЖћНЌЩДЛњЁњJAT610-190ХчЦјжЏЛњЁњећРэЁњДђАќЁњШыПтЁЃ
3 ЙЄвеВЮЪ§ЕїећгыжївЊЙЄађжЪСППижЦ
3ЃЎ1 ЧхЛЈЙЄађ
ЮЊСЫБЃжЄГЩЩДЛьЗФБШЃЌБиаыМгЧПЖдЧхЛЈХфУоЕФМьВщЃЌзіЕН3жждСЯЗжВМКЯРэЃЌИпЕЭвЛжТЁЃПМТЧЕНИпЪеЫѕКЌСПНЯИпЃЌЪсУовзВњЩњОВЕчЃЌВјЛњМўЃЌдкЙЄвеЩЯМгДѓСЫЪсУоЙЄађГЕМфЮТЪЊЖШЃЌЬэМгЪЪСПЕФПЙОВЕчМСЁЃ
3ЃЎ2 ВЂДжЙЄађ
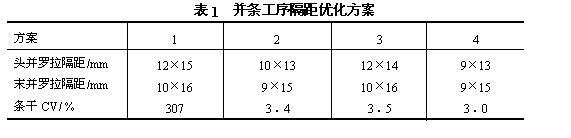
гЩгкЯЫЮЌКЭеГНКЯЫЮЌећЦыЖШНЯКУЃЌШєКѓЧјИєОрХфжУЙ§аЁЃЌЯЫЮЌвздкНКЙѕТоРМфЛЌвЦЃЌвђДЫЃЌКѓЧјИєОрЪЪЕБЗХДѓЃЌвдМѕЛКЧАЧЃЩьСІЁЃеыЖдЖЮВЪЩДжаВюБ№ЛЏвьаЮЯЫЮЌНЯДжЕФЬиЕуЃЌдкВЂЁЂДжЙЄађНјааСЫЙЄвегХЛЏЃЌгХЛЏКЯРэИєОр(ЗНАИМћБэ1)ЃЌвдЪЪгІЧЃЩьСІвЊЧѓЃЌЖдДжЩДФэЯЕЪ§НјаагХбЁЁЃ
3ЃЎ3 ЯИЩДЁЂТчЭВЙЄађ
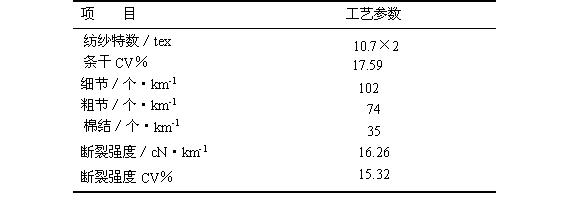
ЖЮВЪЩДжавЛИљДжЩДСЌајЮЙШыЃЌСэвЛИљВЪЩЋДжЩДМфЖЯЮЙШыЃЌМфЖЯЮЙШыЩЋЩДЕФГЄЖШМАБфЛЏЙцТЩЪЧгЩКѓТоРЩЯЕФШБГнГнТжЕФБфЛЏЙцТЩЫљОіЖЈЕФЁЃИљОнУцСЯЫљвЊЧѓЕФбеЩЋбЁдёВЛЭЌбеЩЋЯЫЮЌХфБШЃЌжЦГЩЩЋВЪВЛЭЌЕФСНжжAЁЂBЕЅЩДЃЌдйНјааКЯЙЩжЏдьЁЃгЩгк"ЖЮВЪ"ЩДЕФЬиЪтГЩЩДНсЙЙЃЌЯИЩДЧАТоРЫйЖШЪЪЕБЗХЕЭЃЌТчЭВЙЄађВлЭВЫйЖШЪЪЕБНЕЕЭЃЌ ЧаДУВЮЪ§ЗХДѓжСЕЅЩДЬиЪ§НќlБЖзѓгвЁЃ10ЃЎ7texЁС2ГЩЩДжЪСПВтЪдНсЙћШчЯТЃК
3ЃЎ4 НЌЩДЙЄађ
ЖЮВЪЩДКЌЕгЖрЃЌЩЯНЌФбЃЌНЌЩДжЪСПВюЃЌжЏдьвзВњЩњОВЕчЃЌзлЫПЩЯОЭЛсГіЯжЯЫЮЌМЏНсГЩЧђЕФЯжЯѓЁЃЮЊСЫШЗБЃНЌЩДжЪСПЃЌЖдНЌСЯХфЗННјаагХбЁЃЌЦфХфЗНШчЯТЃК
PVA-1799ЃЏkg 25
Bp-05ЃЏkg 25
БфадЕэЗлЃЏkg 25
БћЯЉЫсЃЏkg 3
ЦНЛЌМСЃЏkg 2
ЩЯНЌЙЄвеТЗЯпВЩгУИпХЈЁЂЕЭеГЃЌНЌЩДВржигкБЛИВЃЌНЌСЯвдPVAЮЊжїЃЌЩЯНЌТЪПижЦдк10ЃЅЁЋ12ЃЅЃЌбЙНЌЙѕЕФбЙСІХфжУЧАЧсКѓжиЃЌНЌЩДКѓЩЯРЏЃЌНЌЩДУЋг№ЬљЗќКУЃЌЬсИпСЫжЏЮяЕФПЩжЏадЁЃ
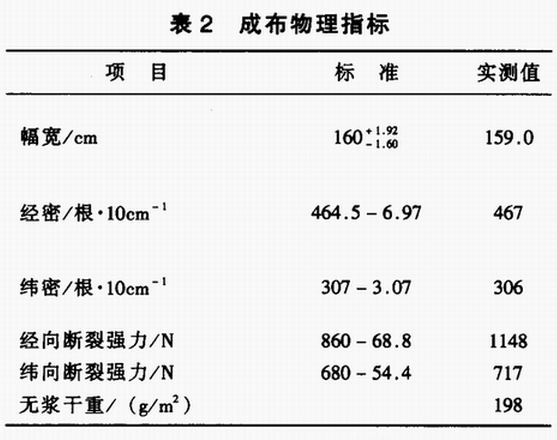
3ЃЎ5 жЏдьЙЄађ
ЖЮВЪЩДКЌЕгЖрЃЌжЏдьЪБЩДЯпвзВњЩњОВЕчЃЌПЊПкЧхЮњЖШВюЃЌГСЩДЁЂШ§ЬјжЏДУЖрЃЌЖЯЮГЖрЃЌгАЯьВМУцжЪСПЃЌВМЛњаЇТЪЯТНЕЁЃЮЊДЫЃЌЙЄвеЩЯВЩгУЕЭКѓСКЁЂДѓеХСІЃЌЪЙЩЯВуОЩДеХСІдіДѓЃЌЫѓПкЧхЮњЃЌГСЩДЁЂШ§ЬјжЏДУМѕЩйЁЃЦјбЙБЃГжЮШЖЈЃЌДЂЮГЦїгыжїХчзьв§ЩДЮЛжУКЯРэЃЌМѕЩйСЫЖЯЮГДЮЪ§ЃЌжЏЛњаЇТЪДя95ЃЅвдЩЯЃЌЯТЛњвЛЕШЦЗТЪ98ЃЅЃЌШыПтвЛЕШЦЗТЪ99ЃЎ5ЃЅЁЃВМУцЯТЛњжЪСПКУЁЃГЩВМВтЪдНсЙћМћБэ2ЁЃ