
在梳、并、粗工序中,一般采用条简储存和输送棉条。由于增加条筒容量可减少梳、并、粗工序中更换条简的次数,提高劳动生产率。因此,分析如何增加条筒容量十分必要。
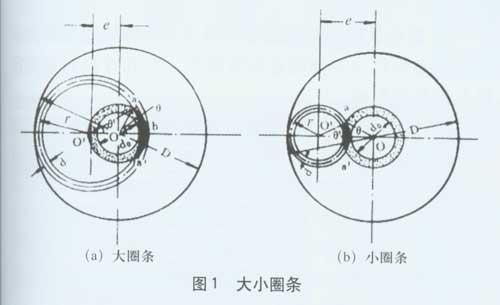
圈条器的结构形式多种多样,但归纳其成型形式仅有两种:1)大圈条:圈条直径大于条筒半径(图1(a));2)小圈条:圈条直径小于条筒半径(图1(b))。
本文在其它参数不变的情况下,探讨气孔直径与条筒容量的关系,并进一步采用数值方法计算条筒容量的最大值。
1圈条成型参数
圈条成型的主要参数有:条筒卷装直径D、偏心距e、棉条直径d、圈条半径r、气孔直径d0、圈条速比i等。其中偏心距e是圈条盘中心与圈条公转中心(条筒中心)问的距离,其大小由条筒直径、圈条半径和气孔直径等决定。圈条速比i则是圈条盘与底盘的转速比。
1.1 圈条速比j
合理选用i值,可使圈条排列紧密、外形整齐、条筒容量增加。根据文献可知

1.2圈条轨迹长度s
若圈条盘作等速回转运动,则斜管输出条子在空间的绝对轨迹呈正圆形,但因圈条还作公转运动,条子在条筒内的相对轨迹就呈摆线形。当圈条盘与圈条公转为反方向回转时,其圈条轨迹长度为
 ,当圈条盘与圈条公转同方向回转时,其圈条轨迹长度为
,当圈条盘与圈条公转同方向回转时,其圈条轨迹长度为
2气孔直径与条筒容量之间的关系
条筒尺寸一定时,要使筒内获得最大的容量,需要合理设计有关参数。假设条筒内条子总质量为Q,则有

由(1)-(4)式可见,圈条容量Q与气孔直径do构成函数关系。
3气孔直径与最大圉条容量
假如将其它参数,如条筒卷装直径D、棉条直径d、圈条速比i等固定不变,则可以说影响圈条容量的唯一因素就是气孔直径do。不少人认为气孔直径越小,条筒的容量就越大,其实这只是考虑了θ对Q的影响,而没有考虑i、r等对Q的影响。实际上i、r与θ有关,因此Q为一超越函数,求解极值时,虽然对do的一阶导数可求,但求解困难。因此要应用计算机进行数值求解。具体思路是:让do从0开始到D运用计算机程序进行计算容积,找出最大值。
假定w=14 g/m,d=15×10
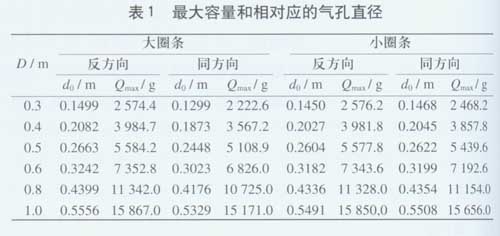
从表1中可见,大、小圈条在同、反方向的情况下,其最大容量和对应的气孔直径是不同的,表1中计算的只是设计值,在实际生产应用中,可根据具体参数计算。大圈条时,相同条简直径反方向时的最大容量比同方向要大,而此时其气孔直径反而大。这就说明了气孔直径小,未必就容量大。小圈条时,反方向与同方向其最大容量相差不大。
4结论
1)影响条筒容量的因素有很多,在各种因素如圈条速比、条筒尺寸等都确定的情况下,气孔直径对条筒容量有相当的影响。
2)气孔直径越小,条筒容量则越大,这是错误的观点。实际上,气孔越小,则气孔周围的圈条密度越大,会形成硬心。而沿条筒方向的密度分布差异悬殊,反而使容量降低。表1的结果也证明了上述观点。
3)圈条成形的形式对系统的条筒规格的最大条筒容量有影响。总体上来讲,在相同的条件下,小圈条成形方式的容量比大圈条要大。
4)圈条盘与圈条公转的方向对最大条筒容量有影响。一般来说,在相同的情况下,反方向的条筒容量大于同方向。