
作为一种新型纤维,竹纤维素纤维具有其他纤维无以比拟的优点,如优良的着色性,弹性恢复性,悬垂性,耐磨性,抗菌性,特别是具有优异的放湿性和透气性。
随着纺织工业生产规模的不断扩大,生产品种的繁多,生产工艺越来越复杂,要适应当今“小批量、多品种、快交货”的市场需求,必须依靠先进的设备、精湛的工艺、严格的质量把关,才能唱响公司的主导产品,使公司的棉纱、棉布在国内外市场有立足之地,实现紧俏产品零库存。
我公司开发的竹纤维系列产品中,试纺品种有B14.7 tex、B/T 13.1 tex、B/CJ 13.1 tex、B 18.5 tex的不同规格的竹纤维,试织品种有1193A、2073、2073A、2088等产品。试纺试织成功率100%,投放市场倍受广大用户的欢迎。其中2073A爽竹暗方格品种已入围2004/05秋冬中国流行面料,同时被评为省级新产品。
从石家庄购进的竹纤维原料,该纤维长度同化纤一样,由于竹纤维天然中空,截面呈梅花形排列,所以竹纤维具有许多优良的特性(如上所述),并且还具有较强的抗菌防臭功能。因此开发和利用好竹纤维具有非常广阔的市场前景。经公司小批量试纺试织后,完全具备生产此品种的能力,如市场需求可大批量地投入生产。
1 竹纤维在织造过程中的工艺流程

1.1 络筒工艺
自络电清参数(S):140%×1.5 cm;引纱速度:1150 m/min;接头形式:空气捻接器;万m切:5.4次。
1.2整经工艺
速度:800 m/min;整经头分:645根×6;整经长度:17 425 m;边纱张力刻度:8;结头形式;织布结3mm~5 mm。
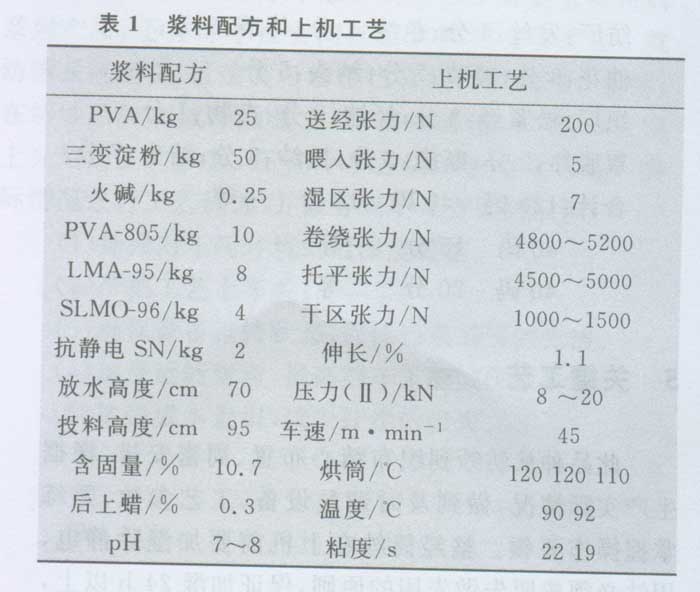
1.3浆纱工艺(如表1)
1.4 穿筘工艺
筘号(英制):105#;筘幅:166.47 cm;综框页数:5页5列;穿综顺序:地1、2、3、4、5,边(左右):3、4;每筘齿穿人数:地3入、边3入;
1.5织造工艺
机型:JAT-500(600)型喷气织机;速度:550 r/min;经纱张力:260 daN~300 daN;机上布幅:159cm~161.5 cm;后梁高低:+1~0;开口时间:(1—2):290;停经架高低:+1~0。
以上工艺根据织造情况进行进一步的调整。
2 品种规格
B55/C45 14.6/T65/C35 14.6 645.5/338.5 160
3质量标准
美标4分制,100平方码不超15分。720码/件成包。
4分大疵点100平方码不超2处。
段长30码以上占20%,80码以上占80%。
浅色坯占80%,深色坯占20%。
4下机质量(主要疵点)
纺厂:发丝:4分;色线:1分;纬节:3分;
油花:6分;经节:7分;结头:5分。
织厂:松紧经:3分;经缩:3分;杂物:1分;
双脱纬:2分;断疵:3分;拖纱:3分;结头:7分。
合计:120码40码13分一等
40码15分一等
40码20分二等
5 关键工艺
此品种从纺纱到织布精心布置、周密安排,根据生产实际情况,做到及时调整设备、工艺参数、熟练掌握操作要领。整经筒纱在上机前要加湿除静电,用纱必须按照先做先用的原则,保证加湿24 h以上,且整经上机张力要小。
针对密度大、纤维特殊等现状,采取烘房分层,避免纱线毛羽再生,采取的各区张力要小,湿区伸长重在偏小掌握。竹纤维存在吸湿、放湿快的特点,为防止发生脆断,回潮偏工艺上限掌握,烘筒温度、车速要适当。上浆偏工艺上限掌握,含固量要高,压力要偏大。
根据纤维的特性,在保证纱线质量的前提下,调浆配方力求保证满足纱线的上浆要求,改善经纱的织造性能为目的,倡导节约,避免浪费。
根据以上实际情况,先进行小批量的试验生产,解决被覆和渗透的关系,研究高浓低粘与压力对上浆的影响,在取得完整的试验数据后确定了实际使用的配方,如表2。
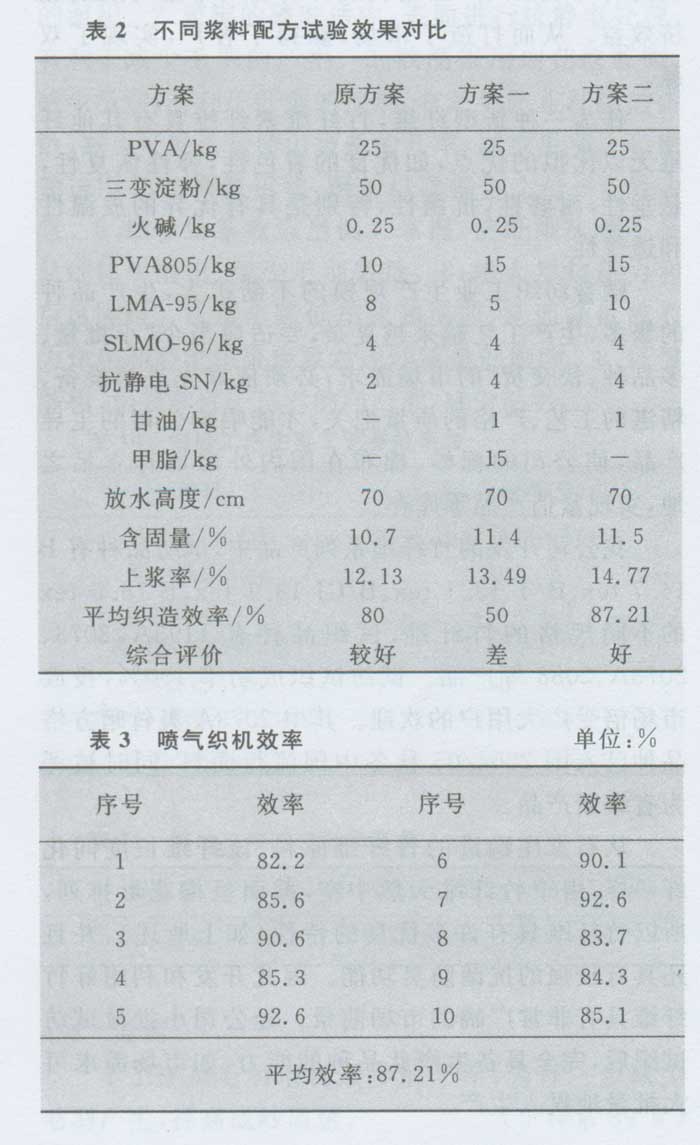
喷气织机效率如表3所示。从织造看,效率达到80%以上,个别在90%以上。但效率呈波段性不稳定,喷织湿度在78%~82%之间,织机停车时间一旦过长,花毛及飞花飘落到纱面上,织造后与毛羽相互缠绕,造成积花、棉球现象,个别车有经纱起圈现象,因此对经纱加大张力,由原来的260 daN调整到320 daN。
此品种用20台无梭织机生产,占总台数的20.8%,织机效率平均在87.21%以上,停台率在12.79%,次布率7.87%,开剪次布率1%。
为保证成品质量,操作上采取了以下措施:
(1)对上机纬纱进行把关,减少断纬次数和开车横档。
(2)要求纬纱架筒纱头尾相接,减少停台横挡。
(3)加强绺子的理顺工作,及时清除纱疵。
(4)生产此品种挑选操作好的值车工看台,集中机台,减少空台面,确保生产效率的相对稳定。
6 结束语
经生产加工竹纤维织物染色产品15万m,各项指标优良,满足了广大客户和市场的需求。
截至目前,以竹纤维为原料品种的订单不断,相信竹纤维系列品种的研发和生产会给我们公司带来可观的经济效益,因此竹纤维是一种有很好发展前景的纤维新品种。
近年来,随着人们生活水平的不断提高,环保意识愈来愈强。因此开发、利用绿色环保产品,已经成为一种流行趋势。