
1 Tencel纤维性能及牛仔布产品风格
Tencel纤维具有天然纤维的舒适性能,湿强度和湿模量高,其干强度为42 CN/tex~44 cN/tex,干伸长率为14%~16%,湿强度为3l cN/tex~41CN/tex,湿伸长率为16%~18%。Tencel牛仔布所用纤维规格为1.67 dtex×38 mm。
Tencel纤维的干湿强度都较大,其织物不易破损,且耐用。由于Tencel纤维分子排列的紧密程度比棉和一般粘胶纤维大,因此,其织物具有独特的丝质般的柔软和光滑感。Tencel纤维最大的特点是易原纤化,呈现桃皮绒般的外观感(薄起毛风格),很适合生产花色牛仔布用纱,如石磨蓝、雪磨蓝等牛仔布用纱。Tencel纤维织物的原纤化处理是由织物在水中纤维与纤维相互摩擦而产生的,因此,紧度较高的牛仔布织物很容易呈现Tencel纤维织物的风格。Tencel纤维织物丰厚且富有弹性,既有悬垂感又有硬挺度。
Tencel纤维比传统的纤维素纤维具有更高的可染性,Tencel牛仔布用转杯纱主要用靛蓝染料进行染色,经织造、退浆、皂洗、定形工序后缝制成半成品,再进行揉、压及酶处理。由于Tencel纤维具有高湿强、高湿模量的性能,所以Tencel织物能承受作用及化学药剂的处理,而普通粘胶织物不能承受这种加工。
2 纺纱工艺流程
A002C型抓棉机(2台)→FAl2l型除金属装置→A036C型梳针辊筒开棉机(附A045B型凝棉器)→A062型电气配棉器→A092A型双棉箱给棉机(2台,附A045B型凝棉器)→A076C型成卷机(2台)→A186C型梳棉机→FA3ll型并条机(2道)→FA60lA型转杯纺纱机
3纺纱工艺要点
3.1 开清棉
Tencel纤维长度整齐度好、杂质少、无短绒,易于加工,不易产生棉结,但抱合力差,在打击与湿态下易原纤化,故采用较短的开清棉工艺流程,较轻的打击力度,较低的打手速度。生产中有时会产生噎车现象,导致棉卷不匀,可通过调节A045B型凝棉器的风扇速度解决这一问题。另外,开始生产时棉卷粘卷现象比较严重,采用防粘罗拉后可消除这一现象。开清棉工序主要工艺参数:A036C型机打手速度540 r/min,A076C型机综合打手速度800 r/min,成卷干定量435 g/m,棉卷重量偏差±O.5%,棉卷重量不匀率0.8%。
3.2 梳棉
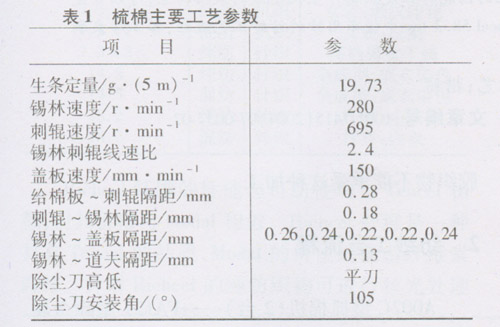
Tencel纤维经过开清棉后仍有部分纤维束,需进一步分梳,但同时要注意减少棉结和控制落棉,故采用“轻定量、低速度、紧隔距”的工艺原则。采用低盖板速度、平除尘刀大角度,以减少落棉和盖板花;采用较紧的锡林盖板隔距,以加强梳理,减少棉结。生产过程中,棉网从锡林转移至道夫时,易出现棉网缠绕道夫或在道夫上形成破网。通过正交试验发现,温度、相对湿度和锡林刺辊线速比是几个主要因素。通过合理配置工艺,严格控制梳棉车问的温湿度,并采用斩刀剥棉后,Ten—cel纤维能顺利地从刺辊转移到锡林上,在锡林、道夫上形成清晰的棉网,梳棉生产得以顺利进行。梳棉主要工艺参数见表l。
3.3 并条
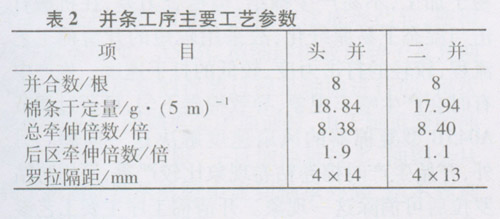
由于牛仔布纬纱对条干均匀度要求比较高,所以采用两道并条,8根并合,以减小重量不匀,使牵伸倍数接近并合数,车速适当降低。为提高纤维伸直平行度,采用较大的二并总牵伸,同时,为消除棉条中纤维的后弯钩,采用了较小的二并后区牵伸。利用FA311型并条机四上四下附导向辊压力棒曲线牵伸形式,可控制纤维在牵伸区平稳运动,有利于改善熟条条干。并条工序主要工艺参数见表2。
3.4 转杯纺
58.3 tex转杯纱属粗号纱,宜选用直径为66mm的纺杯,纺杯速度宜偏低掌握至40 000 r/min,纺杯负压3920 Pa。分梳辊直径与所纺纤维的长度相关,所用Tencel纤维长度为38 mm,故选用OK36型分梳辊。分梳辊转速应根据喂入棉条定量、纺杯负压等因素确定,若分梳辊转速太低,则分梳不充分、纤维转移率低,易产生绕花现象;转速过高,易损伤纤维、增加短绒。为加强分梳作用,改善成纱条干,减少棉结和断头,宜选用高速、小直径分梳辊,所用分梳辊直径为65 mm,转速7200 r/min.
熟条定量偏轻掌握,可减轻分梳辊的负荷,有利于纤维的分梳和转移,提高成纱条干均匀度。
给棉板对纱条的压力要适当,压力过小,握持力不足,影响分梳效果,甚至条子在罗拉钳口下打滑,影响均匀喂入;压力过大,纱条在罗拉钳口下分层,也影响转杯纱的均匀度,甚至损伤Tencel纤维。故喂给板的压力采用28 N,喂给板与喂给罗拉钳口隔距采用0.08 mm。
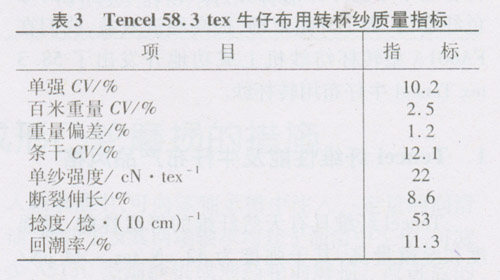
卷绕罗拉与引纱罗拉问的张力牵伸应以保证卷装成形良好为宜,选定卷绕罗拉线速度为70.2m/min,张力牵伸为1倍。根据所纺转杯纱的纱号和用途,捻度为57捻/10 cml。Tencel 58.3 tex转杯纱成纱质量指标见表3。
总之,Tencel纤维具有优良的物理性能,,利用转杯纺加工Tencel牛仔布用纱,可以充分发挥转杯纱的独特结构和优良品质,开发出特殊风格和性能的“绿色纺织品”。转杯纺工艺流程短,易于加工新型纤维,生产效率高,经济效益显著。