
在转杯纺纱机上纺制S捻纱主要需解决两大问题:(1)对纺杯座作必要改造;(2)地道内应增大风量,提高负压。若这两个问题解决不好,转杯纺纺制s捻纱就不可能取得良好效果。下面就对此作一扼要分析和探讨。
1纺杯座的改造
在转杯纺纱机上纺制S捻纱主要是受纺纱器的制约,因目前我国所生产的大多数型号的转杯纺纱机都装配着曾获捷克国家专利的CEⅡ型纺纱器,此型号纺纱器的构造是专门为纺制Z捻纱而设计的。
在转杯纱生产中,棉条经过给棉喇叭后由给棉罗拉和给棉板共同作用而向前输送,分梳辊则逆时针方向作高速旋转,对棉条进行抓取分梳。当分梳辊的齿条把棉纤维握持到输棉通道口端时,由于纺杯高速旋转所产生的高负压气流(因纺杯速度不同,一般在3800 Pa-6000 Pa),使棉纤维脱离分梳辊齿尖的握持后,经输棉通道和隔离盘进人纺杯。因纺杯的轴心线是水平方向安装的,当它顺时针方向旋转时所产生的是顺时针方向旋转的气流,与轴心线呈垂直方向安装的分梳辊作逆时针方向旋转时所产生的逆时针方向气流不但不会产生抵触,并且有相互牵引和加强的作用,这样便有利于棉纤维的释放和转移,在这种工艺条件下所纺成的纱就是通常所使用的z捻纱。
为了便于纺杯内的空气向外排泄,因而将纺杯底座设计成蜗壳状结构,即左下方小而向右下方逐渐增大,并且把工艺排风圆孔的上方做成有一定坡度的斜面。这些都是为了便于纺杯内空气向外排出产生必要的负压而设计的。
若纺制S捻纱,纺杯必须作逆时针方向旋转,纺杯内所产生的是逆时针方向旋转的气流。由于给棉和分梳等原因,给棉罗拉及分梳辊的旋转方向是不能改变的,所以分梳腔内依然保持着逆时针方向的气流。那么这两股同方向的气流在给棉通道出口处必然要产生抵触。其原因是纺杯所产生的负压气流远比分梳腔所产生的负压气流要强得多,这样会使部分气流向分梳腔内倒灌,因而阻碍了分梳辊齿端所握持的棉纤维的释放和转移,同时也降低了纺杯内的负压,影响了棉纤维凝聚及加捻效果。通过以上分析,我们认为负压气流是在转杯纺纱机上纺制S捻纱的关键。
为了提高纺杯内的负压和便于纺杯内气流向外排泄,我们认为必须对纺杯座作适当的改进。经研究,我们采取以下三点必要的改进措施:
(1)把纺杯座蜗壳腔的下部铣去一部分(见图1)。
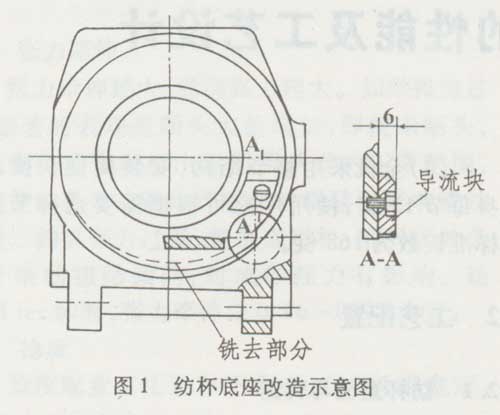
(2)把纺杯座工艺排风孔左侧蜗壳底面加工成带有一定坡度的斜面。
(3)在工艺排风孔的上方装一个挡风块,迫使纺杯排出的气流向工艺排风孔内排泄,防止气流向蜗壳上方运动。
2增加地道内风量,提高负压
转杯纺纱机车尾箱下面地道内的负压气流有三个作用:(1)对车尾箱内的电动机及其他发热机件起到冷却作用;(2)对排杂风机起接力作用;(3)对工艺排风管内的气流起接力与排泄作用,以增加纺杯内的负压。
在一般情况下,BD200SN型转杯纺纱机纺制z捻纱时车尾箱地道内的风量能达到7200m3/h,负压能达到320 Pa~360 Pa,基本上能满足生产需要。但当纺S捻纱时由于纺杯反向旋转,并通过以上的分析可知对分梳腔向外排出的气流有妨碍作用,因而,影响了棉纤维的转移。为了能使分梳辊齿端的棉纤维顺利地转移,因而必须增大车尾箱下面地道内的风量以提高地道内的负压,若负压能达到450 Pa~500Pa是比较理想的。以上是针对.BD200SN型转杯纺纱机而言,若是在FA601型转杯纺纱机上纺制,因它的工艺排风同时流经车头箱和车尾箱下两个地道,因而车头箱下面地道内的负压也要提高。
3其他注意事项
以上两项措施实施后,经试纺达到了较为满意的效果。
若是在FA601型转杯纺纱机上纺制S捻纱,问题不大,因这种机型机身左、右两侧的纺杯及给棉系统都是单独传动的。但如果在BD200SN型转杯纺纱机上纺制S捻纱问题就不那么简单。因为这种机型的机身左边的主电动机在传动纺杯的同时还要传动引纱和给棉系统,因此,如果改变主电动机的旋转方向后,将造成引纱罗拉、卷绕罗拉、给棉系统的旋转方向也跟着同时改变,这样是无法进行纺纱的。机身右侧的主电动机只传动纺杯,问题就不大了。另一方面,在环锭纺纱机上纺制S捻纱的目的,一是用S捻纱和Z捻纱搭配使用来改善织物风格或增加织物花色品种;二是若S捻纱和Z捻纱在织造时搭配使用,有利于织造工艺。根据以上情况我们可以采取在同一台转杯纺纱机上纺制两种不同捻向的纱条,即机身右侧只要改变主电动机旋转方向再换上改造后的纺杯底座就可纺制S捻纱。机身左侧的主电动机仍保持原来的旋转方向纺制Z捻纱,这样做只在生产管理上增加一点工作量,不会出现其他问题。
我们在同一台车上作过多次对比试验,纺制过纯棉、粘胶、涤棉、毛粘不同原料,36 tex、58tex、83 tex的S捻纱和Z捻纱,其黑板条干、单强、断头率基本一样,未发现有明显的区别。
另外还有以下几点需注意:
(1)为了便于棉纤维的转移,需降低分梳腔内负压气流,在不影响产品质量的前提下把分梳辊的转速比纺Z捻纱时降低500 r/min~1000r/min.
(2)为了减少气流向分梳腔的倒灌现象,加大隔离盘导流槽安装角度,改为45°~50°安装。
(3)在纺S捻纱时一开始若用Z捻转杯纱作为种纱来引纱是引不出来的。因为纺杯的旋转方向已经改变,用普通Z捻纱进人纺杯后即被解捻。因此必须用环锭纺股线作为种纱方可引出S捻纱。