
ЫцзХЪаГЁЖдЗФжЏЦЗЦЗжЪвЊЧѓЕФВЛЖЯЬсИпЃЌв§НјаТаЭздЖЏТчЭВЛњвбГЩЮЊжкЖрЗФжЏЦѓвЕЕФЙВЪЖЁЃЮвЙЋЫОЙВв§Нј30ЬЈздЖЏТчЭВЛњЃЌЦфжа15ЬЈЮЊШеБОДхЬяЙЋЫОЩњВњЕФNo21CаЭТчЭВЛњЁЃ
No21CаЭТчЭВЛњзюИпОэШЦЫйЖШПЩДя2000 mЃЏminЁЃХфжУBal-ConИњзйЪНЦјШІПижЦЦїКЭеЄРИЪНЖрЕуЮеГжеХСІЦїеХСІЙмРэЯЕЭГЃЌНгЭЗзАжУВЩгУЭЈЙ§VOSЕїНкЕФПеЦјФэНгЦїЃЌЧхЩДзАжУВЩгУUSTERUQCЁЊFаЭЕчШнЪНЕчзгЧхЩДЦїЃЌХфБИЕчЦјЪНеХСІНЅМѕзАжУКЭPerla-AаЭУЋг№МѕЩйзАжУЁЃвдЯТЖдЮвЙЋЫОгІгУNo21CаЭТчЭВЛњЕФОпЬхЧщПізївЛНщЩмЁЃ
1адФмВтЪд
1ЃЎ1 Perla-AаЭУЋг№МѕЩйзАжУЪЙгУаЇЙћЪдбщ
ЩДЯпОЙ§ТчЭВвдКѓУЋг№діГЄНЯЖрЃЌЦфгАЯьвђЫиЪЧЖрЗНУцЕФЁЃNo21 CаЭТчЭВЛњЪЙгУPerlaЁЊAаЭУЋг№МѕЩйзАжУЕФаЇЙћМћБэ1ЁЃ
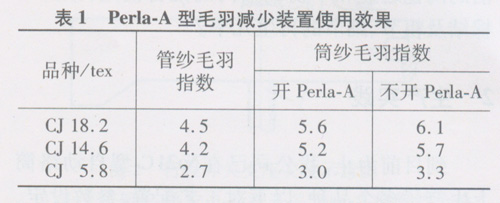
Perla-AаЭУЋг№МѕЩйзАжУЪЧвЛЦјСїХчзьЃЌАВзАдкдЩДЭЫШЦЭЈЕРеХСІВПМўЩЯЗНЃЌХчзьХчГіЕФбЙЫѕПеЦјаЮГЩвЛИіЮаСїаЁЧјгђЃЌФмНЋЩДЯпжаЕФгЮРыЯЫЮЌжиаТМгФэЕНЩДЯпжїЬхЩЯЃЌвђЖјгааЇЕивжжЦСЫУЋг№ЕФдіГЄЃЌЬсИпСЫЩДЯпЕФЭтЙлжЪСПКЭЪЙгУадФмЁЃ
1ЃЎ2ЭВЩДЖЯСбЧПЖШВтЪд
ЙмЩДТчжЦГЩЭВЩДвдКѓЃЌгЩгкЪмТчЩДЫйЖШЁЂТчЩДеХСІМАадФмЕФгАЯьЃЌЩДЯпЧПСІЛсгавЛЖЈГЬЖШЕФЫ№ЪЇЁЃNo21CаЭТчЭВЛњФмЙЛБЃжЄдкИпЫйТчЩДЕФЭЌЪБгааЇПижЦдЩДЧПСІЕФЫ№ЪЇЃЌЦфгыЁэ7-ЂђаЭТчЭВЛњЭВЩДЖЯСбЧПЖШЖдБШЧщПіМћБэ2ЁЃ
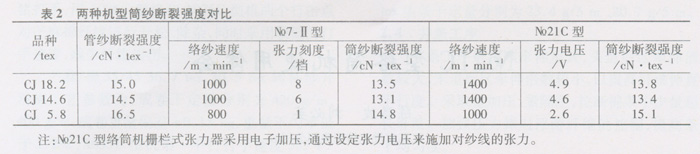
гЩБэ2ПЩвдПДГіЃЌNo21CаЭЛњдкНЯИпЕФТчЩДЫйЖШЯТЃЌЭВЩДЖЯСбЧПЖШИпгкЁэ7-ЂђаЭЛњЃЌетЪЧгЩгкNo21CаЭЛњВЩгУСЫДЙжБЭЫШЦЩДЕРЁЂеХСІЙмРэЯЕЭГЁЂBal-ConИњзйЪНЦјШІПижЦЦїМАPac21жЧФмВлЭВОэШЦЕШЛњЙЙЃЌгааЇЗРжЙСЫЙмЩДдкЭЫШЦЙ§ГЬжаЕФеХСІВЈЖЏЃЌЪЙТчМђЙЄађдкЛёЕУИпаЇТЪЕФЭЌЪБЃЌМѕЩйСЫЙмЩДЕФЧПСІЫ№ЪЇЁЃ
1ЃЎ3ЭВЩДЬѕИЩжИБъВтЪд
ЙмЩДОТчЭВМгЙЄГЩЭВЩДКѓЃЌВЛНіУЋг№діМгЁЂЧПСІЫ№ЪЇЁЂЬѕИЩCVжЕЩ§ИпЃЌЖјЧвУоНсЁЂДжНкЁЂЯИНквВгаЫљдіМгЃЌОпЬхЧщПіМћБэ3ЁЃ
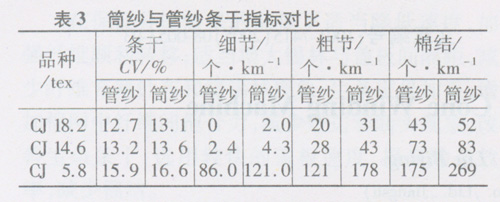
ТчЩДЙ§ГЬжаЃЌЪмОэШЦЫйЖШМАТчЩДеХСІгАЯьЃЌЙмЩДдкЭЫШЦЁЂОэШЦЙ§ГЬжаЃЌЩДЯпгыТчЩДВПМўХізВЁЂФІВСЃЌЙмЩДжаВПЗжБЇКЯВЛНєЕФЖЬЯЫЮЌгЮРыГіРДЃЌЛђЪЧдБОЙЬгаЕФУЋг№ОИпЫйОэШЦШрДъГЩУоНсЃЌДгЖјЪЙДжНкЁЂЯИНкКЭУоНсдіМгЃЌЬѕИЩCVжЕдіДѓЁЃ
гЩБэ3ПЩжЊЃЌNo21CаЭТчЭВЛњЩЯХфжУЕФИњзйЪНЦјШІПижЦЦїгааЇПижЦСЫЙмЩДЭЫШЦеХСІЃЌМгжЎЙтНрЕФЬеДЩЭЈЕРКЭВЛатИжВлЭВЕФХфКЯЪЙгУЃЌМѕЩйСЫУоНсМАДжНкЁЂЯИНкЕФдйЩњМИТЪЁЃ
2 ЩњВњЪЕМљ
ЕНФПЧАЮЊжЙЃЌЮвЙЋЫОвбдкNo21CаЭздЖЏТчЭВЩЯЩњВњСЫЖрИіЦЗжжЃЌвдЯТЖдЙЄвеХфжУЁЂВЮЪ§ЩшЖЈЁЂЩшБИЮЌЛЄЗНЗЈзївЛМђвЊНщЩмЁЃ
2ЃЎ1 ЙЄвеХфжУ
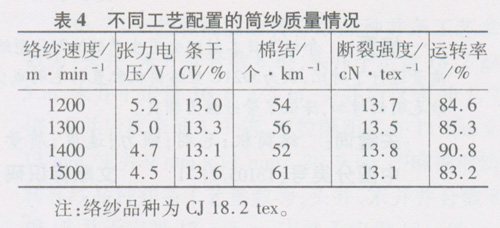
ДгЗФЩДадФмЕФВтЪджаЮвУЧжЊЕРЃЌдкТчЩДЙ§ГЬжаЃЌЫцзХТчЩДЫйЖШЕФЬсИпЁЂТчЩДеХСІЕФдіМгЃЌЭВЩДНЯЙмЩДЬѕИЩЖёЛЏЁЂУоНсдіМгЁЂУЋг№діЖрЁЂЧПСІЯТНЕЃЌвђЖјЃЌКЯРэЕФЫйЖШгыеХСІХфжУЪЧЪЎЗжживЊЕФЁЃБэ4ЪЧЭЌвЛЦЗжжВЛЭЌЙЄвеХфжУЧщПіЯТЭВЩДжЪСПБфЛЏЧщПіЁЃгЩБэ4ПЩжЊЃК(1)ЫцзХЫйЖШЕФдіМгЃЌЭВЩДжЪСПЯТНЕЃЛ(2)дкБЃжЄЭВзгГЩаЮСМКУЕФЧАЬсЯТЃЌбЁдёНЯИпЕФЫйЖШКЭНЯЕЭЕФеХСІЃЌЪЧБЃжЄТчЩДжЪСПЁЂЬсИпЩњВњаЇТЪЕФгааЇЭООЖЁЃЕБОэШЦЫйЖШЮЊ1400 mЃЏminЁЂеХСІЕчбЙЮЊ4ЃЎ7 VЪБЃЌТчЩДжЪСПНЯКУЃЌЩњВњаЇТЪзюИпЁЃ
2ЃЎ2ВЮЪ§ЩшЖЈ
2ЃЎ2ЃЎ1ТчЩДЫйЖШ
ТчЩДЫйЖШвЊИљОнЙмЩДЕФЦЗжжКЭжЪСПЖјЖЈЃЌ32texвдЩЯжаДжКХЩДМА9ЃЎ7 texвдЯТЯИКХЩДЃЌТчЩДЫйЖШдк800mЃЏmin-1000 mЃЏminЗЖЮЇФкНЯЮЊЪЪвЫЃЌжаЁЂЯИКХЩДЕФТчЩДЫйЖШдк1200 mЃЏminЁЋ1500 mЃЏminЗЖЮЇФкНЯЮЊЧЁЕБЃЌЕгУоЦЗжжНЯДПУоЦЗжжЫйЖШвЊЪЪЕБЗХЕЭаЉЁЃ
2ЃЎ2ЃЎ2еХСІПижЦ
еХСІПижЦвЊИљОнЙмЩДЕФЖЯСбЧПСІРДбЁдёКЯЪЪЕФеХСІЛљзМЕчбЙЃЌТчЩДеХСІгІЮЊЙмЩДЖЯСбЧПСІЕФ8ЃЅЁЋ10ЃЅЃЌИљОнТчЩДеХСІЩшЖЈГіЯргІЕФеХСІЛљзМЕчбЙЁЃеХСІГѕЪМЕчбЙЩшЖЈЮЊЛљзМЕчбЙЕФ150ЃЅ-180ЃЅЃЌНгДЅОэШЦЕчбЙЩшЖЈЮЊЛљзМЕчбЙЕФ110ЃЅ-120ЃЅЃЛеХСІЯТЯоЕчбЙЩшЖЈдк0 VЁЋ1 VЃЌЪЃгрЩДСПБШТЪЩшЖЈдк20ЃЅЁЋ40%ЃЌеХСІНЅМѕБШР§ЩшЖЈдк20ЃЅЁЋ40ЃЅЁЃ
2ЃЎ2ЃЎ3ФэНгЪБМф
ИљОнЙмЩДЩДКХНјааЮЂЕїЃЌ36 texвдЩЯДжКХЩДЩшЖЈЮЊ0ЃЎ10 SЁЋ0ЃЎ15 SЃЌ7ЃЎ3 texвдЯТЯИКХЩДЩшЖЈЮЊ0ЃЎ06 SЁЋOЃЎ07 SЃЌжаДжКХЩДЩшЖЈЮЊ0ЃЎ08 sЁЃ
2ЃЎ2ЃЎ4ХЄНсзшжЙЦїПЊЙибгЪБ
МѕЫйПЊЪМЕуЁЂХЄНсзшжЙЦїМАЧхНрХчЦјМфИєПЩИљОнЙмЩДКХЪ§ЪЪЪБДђПЊЁЃЧаВЛПЩВЛЗжЦЗжжвЛЮЖЕиПЊЛђЙиЁЃвЛАуЯИКХЩДДђПЊХЄНсзшжЙЦїКЭМѕЫйПЊЪМЕуВЂЙиБеЧхНрХчЦјМфИєЃЌжаДжКХЩДБиаыДђПЊЧхНрХчЦјМфИєКЭМѕЫйПЊЪМЕуВЂЙиБеХЄНсзшжЙЦїЁЃ
3ЩшБИЮЌЛЄ
(1)зіКУЧхЩЈКЭПЋГЕЧхНрЙЄзїЃЌГЕЭЗБфЦЕЦїМАГЕЮВЪфЫЭДјЕФЧхНрМЋЮЊживЊЁЃ
(2)ЕЅЖЇФкВПЛ§ГОЙ§ЖрМЋвзВњЩњЕЅЖЇЖЏзїЪЇЮѓМАЙтЕчДЋИаЦїЙІФмЪЇаЇЃЌДгЖјгАЯьТчЩДжЪСПКЭЩњВњаЇТЪЃЌгІУПСНдТНјаавЛДЮЕЅЖЇФкВПЧхНрЙЄзїЁЃ
(3)ОГЃаЃе§ЭВЙмгыВлЭВНгДЅУцЃЌЗРжЙвђЭВЙмгыВлЭВНгДЅВЛСМдьГЩГЩаЮВЛСМЃЌБмУтВлЭВдкИпЫйОэШЦЙ§ГЬжаВњЩњеёЖЏЃЌНјЖјЕМжТЕчдДАхКЭЧ§ЖЏАхВњЩњЙЪеЯЁЃ
(4)ЖЈЦкзіКУИїВПМўШѓЛЌЙмРэЙЄзїЃЌвдБЃжЄИїЭЙТжВПМўЖЏзїСщЛюЁЃ
злЩЯЫљЪіЃЌNo21CаЭТчЭВЛњздЖЏЛЏГЬЖШИпЃЌадФмЮШЖЈЃЌТчЩДжЪСПКУЃЌЩњВњаЇТЪИпЁЃдкЪЙгУЙ§ГЬжаЃЌЛЙвЊВЛЖЯИФНјЙЄвеЩшМЦЃЌЭъЩЦВйзїЙмРэЗНЗЈКЭЩшБИЮЌЛЄЗНЗЈЃЌвдГфЗжЗЂЛгЦфаЇФмЃЌЬсИпВњЦЗжЪСПЁЃ