
0 前言
随着人们对服装面料要求的提高和市场竞争的日益激烈。近年来客户经常会提供一些颜色多变及颜色反差很大的品种来我公司加工生产。要做好此类品种,浆纱是关键。如何合理优化上浆工艺和浆纱配方以利于织造和满足布面效果呢?下面就我公司如何做到优化配方,合理浆纱工艺的生产实践加以总结。
1 高度防自身色纤品种生产方案简介
目前我公司普遍应用以下四种方案生产高度防自身色纤品种,现根据深色纱根数占总经根数的比例来对相关方案做对比分析如表1。

高防自身色纤品种对浆纱要求极高,如果浆纱质量稍不过关,经常会造成该类品种毛羽贴伏不好并且在干区分绞时毛羽增多。造成布面效果极差,客户不接受。需要花费质检部门大量人力进行挑修方可出货。目前我公司检验布部门每天要花大量的人工对坯布或成品进行挑修,其中除了挑修鬃毛、外来色纤外就是挑修自身色纤。为了解决自身色纤污染难题,我们就以上四种方案进行了大量的生产实践,现就成功的生产试验予以总结。
2 高防自身色纤品种生产总结
2.1方案1:单纱上浆后并轴品种
(先将筒纱进行单纱上浆,再按照工艺要求进行分筒后整经,后将经轴放在双浆槽浆纱机经轴干区处将双浆槽浆纱机改造成三浆槽浆纱机)此类品种布面特别敏感,典型特征就是布面中深色纱特别稀少,而且布面色纤极易被发现。所以该类品种中除了要做好经纱选用和单纱上浆机的浆液配方外,单纱上浆机的车速和回浆系统也比较关键。
2.1.1 经纱选用优先级排列
股线烧毛纱>紧密股线纱>股线纱>紧密单纱>精梳单纱(精梳单纱一般要单纱上浆两次)
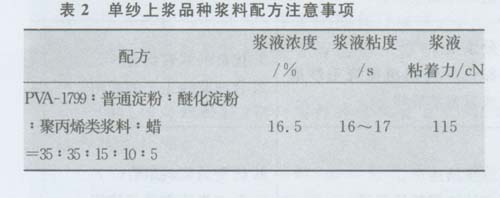
2.1.2浆料配方注意事项(见表2)
2.1.3单纱上浆生产过程中的注意事项
(1)单纱上浆机车速不能高于180 m/min;
(2)单纱上浆机使用海绵要勤换勤洗(最好使用原装进口海绵,最好每4 h及时更换一次);
(3)浆液要保证在80℃以上,以保证浆液分子的热运动,促使浆液与纱线紧密结合。
2.1.4整浆注意事项
(1)整经小张力并注意轴面平整;
(2)浆纱小张力减少拉断头;
(3)做成整经轴后利用特殊装置将经轴放在干区上下槽经纱上面更有利于排花。
2.1.5 生产实例
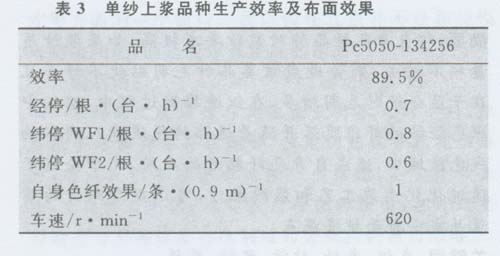
该品种总经8776根,共有深色CJ5.8 tex×2股线128根,其余为CJ11.7 tex特白纱,其生产效率及布面效果如表3所示。
2.2 方案Ⅱ及方案Ⅲ:分浆槽浆纱
经纱中一部分深色纱使用股线烧毛纱或股线,另外部分纱线根据客户要求使用股线或单纱。表1中方案Ⅱ和方案Ⅲ比较相似,只是根据对防自身色纤的要求不同和用纱的成本不同而有变化,浆纱配方和上浆工艺基本相同。现用试验A和试验B总结如下。
2.2.1按照用纱成本优选级别排列
紧密纺股线纱>精梳烧毛股线纱>精梳股线纱
2.2.2 按照防自身色纤要求和防自身色纤效果优先级别的排列
精梳烧毛股线纱>紧密纺股线纱>精梳股线纱
2.2.3 根据生产过程中的两个试验实例的总结分析
(1)试验A:CJ7.3 tex×2烧毛纱使用在高度防自身色纤品种PC80A80A-132285品种上:此试验品种用纱全为CJ7.3 tex×2,其中共有花型70个,每花中黑色纱8根,白色92根。浆纱时使用祖克双浆槽浆纱机,其中黑色纱一浆槽,白色纱一浆槽。考虑到此品种为防自身色纤敏感品种,浆纱时黑色纱使用CJ7.3 tex×2烧毛纱,白纱使用正常CJ7.3 tex×2。为了确定一个良好和稳定的工艺,浆纱时对两缸PC80A80A-132285品种做配方对比试验,见表4。
这两缸纱的生产工艺完全相同,浆纱时考虑到毛羽贴伏问题,黑色纱槽浆纱压浆力为I速:5 kN、Ⅱ速:7 kN,白色槽压浆力正常为I速:6 kN、Ⅱ速:12 kN。
后根据为期一周的织造效果,对比发现织造效率和布面效果如表5。

经过多缸同类品种试验结果和表4、表5中的数据基本符合,故总结如下:
(a)在经纱较少的一个浆槽中,为了增加经纱表面毛羽贴伏,适当采用低压浆力是必要的。最好为慢速5 kN,快速7 kN。
(b)同重量醚化淀粉+PVA-1799+氧化淀粉的组合要优于PVA-1799+氧化淀粉的组合,因此配方2经纱毛羽贴伏,防自身色纤效果好,织造效率高。
(c)需要注意的一点是烧毛纱浆槽的经纱根数要在350根以上,且要注意经纱张力。
(d)不是所有的纱线经过烧毛后都可以顺利浆纱。最好使用股线烧毛纱。
(2)试验B:CJ5.8 tex×2使用在高度防自身色纤PC5050-131287品种上:此试验品种用纱CJ11.7 tex+CJ5.8 tex×2,其中共有花形80个,每花中深红色纱10根,白色110根,浆纱时使用祖克双浆槽浆纱机,其中深色纱一浆槽,白色纱一浆槽。考虑到此品种为防自身色纤敏感品种,浆纱时深红色纱使用CJ5.8 tex×2纱,白纱为普通CJ11.7 tex。浆纱时对两缸.PC5050-131287品种做配方对比试验,见表6。
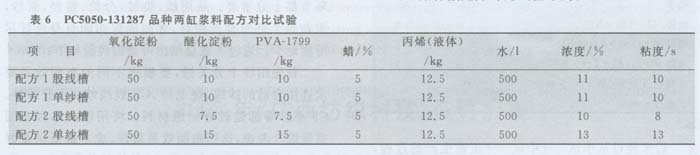
浆纱时考虑到毛羽贴伏问题,深红色纱槽浆纱压浆力为I速:5 kN、Ⅱ速:7 kN,白色槽压浆力正常为I速:6 kN、Ⅱ速:12 kN
同样经过为期一周的织造,对比发现织造效率和布面效果如表7。
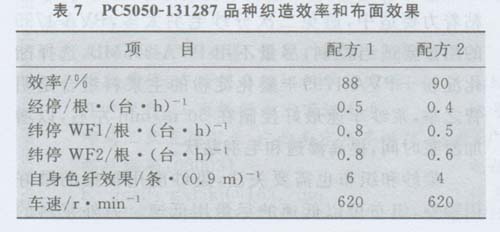
多缸同类品种的试验结果和表6、表7中的数据基本符合,现总结如下:
(a)在经纱较少的一个浆槽中为了增加经纱表面毛羽贴伏。适当采用低压浆力是必要的。最好为慢速5 kN,快速7 kN。
(b)同重量醚化淀粉+PVA-1799+氧化淀粉的组合要优于PVA-1799+氧化淀粉的组合,因此配方2经纱毛羽贴伏,防自身色纤效果好,织造效率高。
(c)需要特别注意的是,股线槽经纱和单纱槽经纱的经纱配方要有差异,如果同时使用股线配方可能导致单纱槽上浆率不足,如果同时使用单纱配方可能导致股线上浆率过大,易发生脆断。
(d)单纱槽纱线根数多,覆盖系数大,必须提高浆液含固量才能保证经纱良好的上浆效果。 (未完待续)