
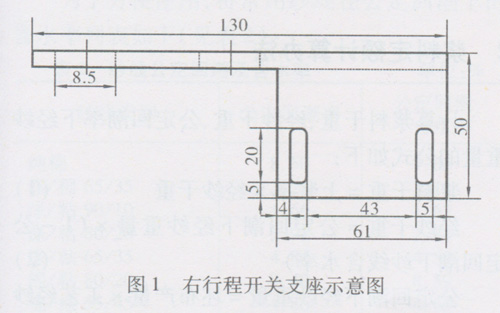
(1)用宽度为50 mm的角钢,按照图1加工一对行程开关支座(行程开关支座有左右位置之分),注意图1为右行程开关支座。
(2)铜螺母套(A002C-0212A)与7213轴承之间由过盈配合改为问隙配合,即将铜螺母套在车床上车削,直径由65.2 mm改为64.8 mm。
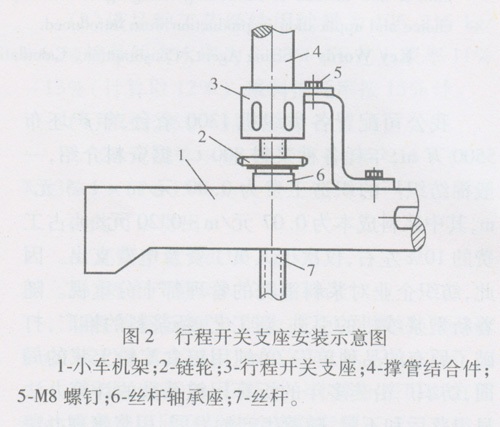
(3)在撑管结合件(A002D-0500-2和A002D-0500-3)上各加工两个M8螺孔,将新加工的左、右行程开关支座固定在撑管结合件上,具体位置见图2。在左、右行程开关支座上安装JW2-11 H/L型行程开关各1件,其位置正处于链轮(A002C-0217A)的上方,并使行程开关的滚轮与链轮之间的距离为3 mm,这样避免链轮在运转过程中撞坏行程开关。
(4)用导线将JW2-11 H/L型行程开关的常闭触点串联在抓棉打手下降的控制电路中与1XK行程开关共同控制抓棉打手下降,当抓棉打手的机架及丝杆(A002D-0210)被棉包抬高时,丝杆上的铜螺母套和链轮同时被抬高。当抬高到5 mm~8 mm之间时,链轮与JW2-11H/L行程开关发生接触,此时电路断开后使得抓棉打手下降自停,起到保护作用,避免设备事故的发生。