
1产品设计
1.1坯布规格
天然彩色棉特细条全弹灯芯绒织物经纱号数:C 36.4(78 dtex)tex棉氨纶包覆纱;绒纬号数:C 29.2 tex彩色棉混纺纱;地纬号数:C 29.2(78 dtex)tex棉氨纶包覆纱。组织规格经纱密度:173根/10cm;纬纱密度:527.5根/10 cm;幅宽:160 cm;条数:6条/cm;固结方式:W形式。
1.2原料的选择
天然彩色棉纤维柔软、手感好,其服装色泽柔和、格式古朴、质地纯正、感觉舒适、安全,符合人们返璞归真、色彩自然的心态。天然彩色棉纺织品加工生产全过程采用无毒、低毒的化学和无污染的工艺及设备进行工业生产,实现了纺纱、织布、后加工、成衣“无过程污染”的加工,整个生产过程既不污染环境,也不被环境所污染。因此,选择天然彩色棉做绒纬,同时考虑降低产品成本,提高产品的耐用性,经纱和地纬选用本白棉(灯芯绒织物正面只显现绒纬,经纱和地纬不影响织物的外观)。为保证服装的弹性和尺寸稳定性,选择杜邦莱卡弹力丝做芯纱。
1.3织物组织
兼顾柔软舒适和坚固耐用,选择平纹地灯芯绒组织,绒纬与地纬比为2:1。
1.4产品花色
选择棕色和绿色天然彩色棉两大系列,为增加可纺性,提高纱线质量,降低成本,棕色棉和绿色棉分别与本白棉混纺,其混纺比选择棕棉/本白棉为70/30、60/40、50/50、40/60四个品种,绿棉/本白棉为60/40、50/50、40/60、30/70四个品种。
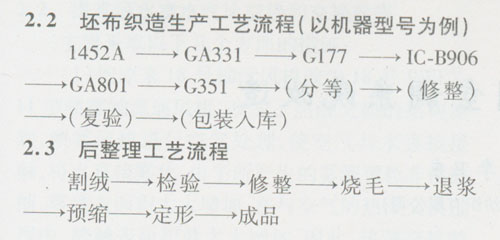
2 工艺流程
2.1纺纱工艺流程
2.1.1 彩色棉混纺纱生产工艺流程(以机器型
号为例)

2.1.2 氨纶包覆纱生产工艺流程(以机器型号为例)
本白棉纱工艺流程同彩色棉混纺纱。
A513F(经改造增加氨纶丝喂入等装置)-1332MD
3关键技术
3.1 彩色棉混纺纱的清梳工序
开清棉工序针对彩色棉色泽、成熟度、长度差异比较大的弱点,严格上包,棉包排列高低要一致。同时将A036C型机打手调换成刀片打手,A076C型机由梳针打手改为梳针加刀片的综合打手,以尽量减少棉束的反复翻滚,提高对棉束的开松效果,从而使棉束尽量小。同时采用自调匀整装置,使棉卷不匀率控制在1%以内。
梳棉工序为增强对纤维的分梳,进一步提高纤维的伸直平行度,缩小了各部件之间的隔距,将盖板~锡林隔距由原来的0.2 mm、0.2 mm、0.18mm、0.18 mm、0.2 mm缩小为0.18 mm、0.15mm、0.15 mm、0.15 mm、0.18 mm,以保证对纤维进行充分梳理,防止产生新棉结。增大锡林与刺辊的线速比,以增强对纤维的转移,避免纤维因转移不利而造成棉结。另外,必须保证分梳元件的锋利度和各部件之间隔距的准确性,努力做到“四锐一准”,并定期清洁通道,提高生条条干均匀度。
3.2氨纶包覆纱的细纱工序
选用纯棉工艺参数,加强对氨纶丝的控制,为此,我们对原设备进行了改造,加装了氨纶丝喂入装置,同时,一定要控制好氨纶丝的预牵伸,以便使其顺利退绕,完成包覆。细纱工序我们主要解决了挡车工的接头问题,对挡车工进行了严格的培训,努力杜绝缺芯、少芯现象,保证成纱质量。
3.3 整经工序
因为弹力纱断头后容易回弹,给值车工增加工作量,故应调整刹车灵敏度。为使片纱张力均匀,应合理掌握张力片重量及分段。张力片重量及分段设置如下。1排~10排:第2层~第8层9g,第1层和第9层8g;11排~20排:第2层~第8层8g,第1层和第9层7g;21排~26排:第2层~第8层7g,第1和第9层6g;边纱11g。
3.4浆纱工序
为便于织造时开口清晰,经纱不能有过大的弹性,因此应掌握较高的上浆率,通过试验,上浆率确定在13%±1%比较合理,既不浪费浆料,又能保证顺利织造。因经纱密度较小,在国产单浆槽浆纱机上浆纱即可达到要求。为达到环保的要求,采用纯淀粉浆加少量高效平滑剂,浆料配方如下:醋酸酯淀粉50kg,E-19 25kg,高效平滑剂2kg。因GA331型浆纱机压浆力无线性切换,开慢车时(10 m/min以下)易造成轻浆,故应挑选熟练浆纱值车工,做到快速穿绞棒、快速上落轴并快速处理断头等,保证上浆率均匀,无轻浆。
3.5织造工序
3.5.1织造工艺
合理的织造工艺是提高效率和质量的保证,优选的主要织造工艺参数如下:开口时间290°,梭口高度75 mm,综框高度445 mm,停经架位置120 mm×130 mm×300 mm,后梁位置100 mm,提综顺序1、3、3、4、2、4、3、4。
3.5.2主要织疵及解决方法
主要织疵是纬缝、边撑疵和大小条,解决措施为:选用较小的上机张力,吊综达到三平四齐以减少纬缝;专人巡回检查边撑的针刺是否断裂弯曲,刺环回转是否灵活,织布挡车工结合检查布面检查边撑运转情况来减少边撑疵;选用高质量钢筘,杜绝穿经工和织布挡车工穿错来避免大小条。
通过努力,天然彩色棉特细条全弹灯芯绒的坯布下机一等品率达到了87%。
4结束语
天然彩色棉特细条全弹灯芯绒不仅满足了人们舒适美观的要求,而且加工过程无污染,符合环保的要求。在生产过程中只要加强关键工序(彩色棉混纺纱的清梳工序、氨纶包覆纱的细纱工序、整经工序、浆纱工序、织造工序)的控制,即可获得90%的织造效率和87%的坯布下机一等品率。