
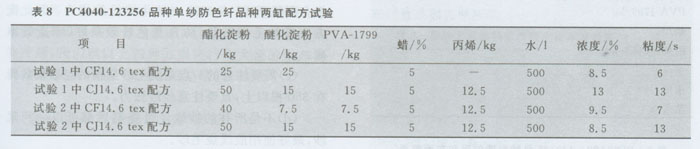
方案IV比较特别,一个品种采用两种不同的单纱生产,两个浆槽中上浆工艺及配方都要求不同。PC4040-123256品种共有花形100个,每花深色32根,白色56个,考虑到此品种如深色全使用股线则成本很高,因此我们深色纱使用CF14.6 tex单纱轴染,白纱使用普通CJ14.6 tex单纱,两缸配方试验过程总结见表8。
浆纱时考虑到CF纱表面紧密、难以渗透等因素,CF纱槽压浆力为I速:10 kN、Ⅱ速:13 kN,白色槽压浆力下正常为I速:6 kN、Ⅱ速:12 kN。
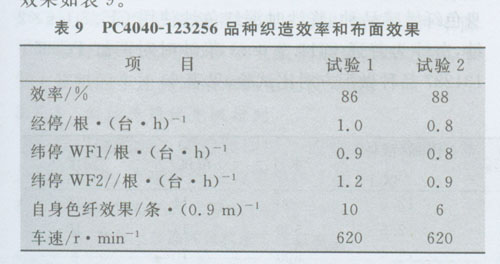
经过对织造效果跟进对比发现织造效率和布面效果如表9。
后来经过从小试-中试-正常生产的过程,总结经验如下:
(1)浆纱配方要求高浓低粘,渗透力强。同时要求新纺纱的压浆力要大。
(2)CF纱轴染品种,经纱在经架区易发生扭缠,导致干区碰筘断纱,因此配方含固量要低,浆液粘度要小。浆后经纱干区二次分纱容易。
(3)试验1中CF纱配方纯粹使用淀粉浆,落浆多,毛羽贴伏效果不好。试验2中在维持浓粘度变化不大的情况下,加入少量PVA-1799,有利于提高浆液质量。
(4)CF纱所在浆槽配方与CJ纱配方相差甚大,千万不可混用。
(5)因CF单纱固有毛羽多,为了避免多次络筒产生再生毛羽,因此在防自身色纤品种中深色纱较多时尽量使用轴染。
3 防自身色纤品种生产经验成果汇总
织布厂要做到使高防自身色纤品种布面效果良好,无自身色纤污染或自身色纤污染很少,各个生产环节都十分重要。从用纱,染纱,分筒,整经,浆纱,织布每个环节都要做好,才能确保布面自身色纤尽可能地少。通过实践总结出可贵的经验如下:
首先用纱十分关键,要根据不同的布面效果要求选用合适的纱线,烧毛纱、CF股线纱、CJ股线纱、CF单纱等都是较好的原材料。将用纱成本和布面质量综合考虑,达到布面效果最佳、成本最低是最好的选择。
其次浆纱最为关键,合适的上浆工艺可以帮助我们达到预期目的。为了取得较好的毛羽贴伏,可以根据不同的纱种、经纱根数选择合适的压浆力。经纱根数少,压浆力适当降低,CF纺压浆力适当增大。另外浆纱配方更为重要,选择配方要高浓低粘,粘着力要适中,避免二次分纱毛羽太多,PVA-1799的用量要适当控制,尽量不用PVA-205MB,选择酯化淀粉+PVA-1799+醚化淀粉的主浆料组合是明智之举,浆纱车速最好控制在50 m/min左右,以增加浸浆时间,提高渗透和毛羽贴伏。
染纱和织布也需要关注,染纱能用轴染的最好用轴染,织布可以低速的尽量用低速。另外浆料的稳定性也需要定期抽检。
详细的工艺参数和浆纱配方在文中都有体现,不再提起。相信这个系统防自身色纤体系可以不断提高布面质量和减少布面挑修疵点。
4 结束语
经过以上四种方案的试验,实施的工艺不断完善和稳定。我公司的自身色纤品种布面效果有很大改善。一方面赢得了顾客的青睐,另一方面大大地减少了我们公司的调修成本。我们会在稳定的基础上不断提高。
但是我们还遇到以下问题需要不断解决:
(1)棉纱高防自身色纤品种的控制;
(2)花灰纱高防自身色纤品种的控制;
(3)如何平衡防自身色纤和防经缩圈品种的关系(防自身色纤品种要求上浆率要适当高一些,但是防经缩圈品种上浆率要适当低一些);
因此,还有更多课题等待我们研究和解决,相信经过不断试验、分析和对比,我们会找出最佳方案,解决所有色织行业的浆纱难题。