
ЕЏСІАќаОЩДЭЈГЃЪЧвдАБТкГЄЫПЮЊЩДаОЃЌЭтАќвЛжжЛђМИжжЖЬЯЫЮЌЃЈШчУоЁЂУЋЁЂЫПЁЂТщЁЂЕгЁЂыцТкЁЂеГНКЛђИїжжЛьЗФЖЬЯЫЮЌЕШЃЉЗФжЦЖјГЩЕФИДКЯЩДЁЃИУИДКЯЩДМШГфЗжЗЂЛгСЫАБТкЕФИпЕЏадФмЃЌгжБЃГжСЫЭтАќЖЬЯЫЮЌЫљЬсЙЉЕФБэУцЬиеїЃЌЪЧФПЧАЙњФкЩњВњСїааЕЏадУцСЯЕФРэЯыЩДЯпжЎвЛЁЃ
АБТкАќаОЩДЕФЩњВњвЛАуЭЈЙ§ЛЗЖЇЗФЁЂЦјСїЗФЁЂЮаСїЗФЁЂОВЕчЗФЁЂФІВСЗФЛђЬижжАќаОЩДЩшБИЗФжЦЃЌЕЋФПЧАгІгУзюЙуЗКЕФЪЧдкИФдьЕФЛЗЖЇЯИЩДЛњЩЯЗФжЦ[1]ЁЃ
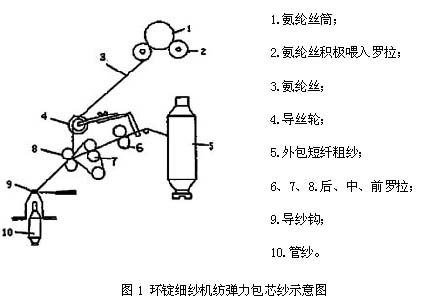
1 ЮЙШызАжУМгзАдРэЁЂЗНЗЈМАЬиЕу
АБТкАќаОЩДЩњВњЕФЙиМќЪЧдкЦеЭЈЯИЩДЛњЩЯМгзАвЛЬзАБТкЫПЛ§МЋЮЙШызАжУКЭЕМЫПЛњЙЙЃЌвдПижЦАБТкЫПЕФЮЙШыЁЃ
ЃЈ1ЃЉЕМЫПЛњЙЙЮЛжУПЩЕїВЂБЃжЄФмЪЙАБТкЫПЕМЯђЖЈЮЛгкЭтАќЖЬЯЫЮЌаыЬѕЪјЕФжаМфЃЛ
ЃЈ2ЃЉЮЙШызАжУвЊШЗБЃЮШЭзЗХжУАБТкЫПЭВзгВЂЫГРћЭЫНтЃЌЖјЧвФмаЮГЩАБТкЫПЕФдЄЧЃЩьЃЌВЂФмИљОнВњЦЗЕФгУЭОвЊЧѓНјааШЮвтЧЃЩьБЖЪ§ЕФЕїећ[2]ЁЃ
АБТкЪЧЩьГЄДѓЁЂФЃСПЕЭЕФЯЫЮЌЃЌдкКуЖЈЕФдЄЧЃЩьЯТгкЧАТоРЭтгыЧЪЯЫЮЌЛсКЯЃЌЭЌЪБНјШыМгФэЧјЃЌОМгФэКѓЧЪЯЫЮЌНєУмАќИВдкАБТкаОЫПЕФЭтВуЁЃаОЫПРыПЊЧАТоРКѓвђЭтМгСІШЅГ§ЖјЪеЫѕаЮГЩЩДаОЁЃ
АБТкЫПЕМЫПЛњЙЙЕФаЭЪНМАЖдГЩЩДжЪСПЕФгАЯьЮФЯзБЈЕР[3,4]ЕУНЯЖрЁЃБОЮЙШызАжУбЁгУЕФЪЧЗтБеЪНЕМЫПТжЁЃ
ЖдАБТкЛ§МЋЮЙШызАжУФПЧАНЯЦеБщВЩгУЕФЪЧдкЯИЩДЛњЩЯМгзАвЛЖдЛ§МЋЮЙШыТоРЃЌаОЫПЗХдкЦфЩЯЃЌППФІВСРДЭъГЩЭЫШЦЁЃЛ§МЋЮЙШыТоРЕФДЋЖЏЪЧЭЈЙ§ЯИЩДЛњЧАТоРжсЖЫМгзАЕФСДТж(ЛђГнТж)ЃЌ АДвЛЖЈЕФЧЃЩьБШР§ДјЖЏЙ§ЧХТжЃЌдйгЩНЛЛЛСДТжЃЈЛђГнТжЃЉРДДЋЖЏЕФЁЃАБТкЫПЛ§МЋЮЙШыТоРгыЧАТоРБЃГжЫљашЕФДЋЖЏБШ АБТкЫПЕФдЄЧЃЩьБЖЪ§ЁЃ
АБТкЫПОДжЩДМмЩЯЛ§МЋЮЙШыТоРЕФЛ§МЋЭЫШЦЃЌгЩЕМЫПТжЕМЯђЃЌДгЧАжаТоРИЁгЮЧјЮЙШыгые§ГЃЧЃЩьЙ§СЫЕФЭтАќЖЬЯЫЮЌаыЬѕВЂКЯЃЌОЙ§ЕМЩДЙГЃЌдйОИжСьЁЂИжЫПШІМгФэОэШЦзїгУаЮГЩАБТкАќаОЩДЃЌШчЭМ1ЫљЪОЁЃ
ДЫжжЮЙШызАжУДЋЖЏЗНЪНЕФЬиЕуЪЧЛ§МЋЮЙШыТоРгЩЧАТоРЭЈЙ§ИНМгЛњЙЙДЋЖЏЃЌАБТкЫПдЄЧЃЩьБЖЪ§ДѓаЁЕФИФБфЭЈЙ§ИФБфБфЛЛСДТжЃЈЛђГнТжЃЉЕФГнЪ§РДИФБфЧАТоРгыЛ§МЋЮЙШыТоРжЎМфЕФЫйБШЪЕЯжЁЃгЩгкБфЛЛСДТжЃЈЛђГнТжЃЉЕФжЛЪ§гаЯоЃЌвђДЫетжжДЋЖЏЗНЪНжЛЯогкФГМИИіЙЬЖЈдЄЧЃЩьБЖЪ§ЕФДѓаЁЃЌЖјЧвБфЛЛЪБЗбЪБЗбСІЃЌБзЖЫНЯЖрЁЃ
2 аТаЭЮЙШызАжУЕФЩшМЦ
АБТкЮЙШызАжУаТаЭДЋЖЏЩшМЦШчЭМ2ЫљЪОЁЃ
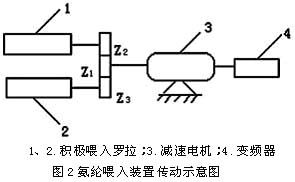
ДгЭМ 2ПЩПДГіЃЌАБТкЫПЛ§МЋЮЙШыТоРВЛЪЧгЩЧАТоРДЋЖЏЕФЃЌЖјЪЧЭЈЙ§ИНМгДЋЖЏзАжУЃЌгЩБфЦЕЦїПижЦМѕЫйЕчЛњДЋЖЏвЛМЖМѕЫйГнТжЪфГіРДДЋЖЏЕФЁЃЭЈЙ§БфЦЕЦїЕФЦЕТЪИФБфПЩЕїНкМѕЫйЕчЛњЕФЪфГізЊЫйЃЌИФБфЛ§МЋЮЙШыТоРЕФЫйЖШЃЌДгЖјЕУЕНаОЫПЫљашЕФВЛЭЌЧЃЩьБЖЪ§ЁЃ
БфЦЕЦїЕФБфЦЕЗЖЮЇПЩдк0 ЁЋ 50 HzжЎМфвд0.01МЖШнВюЕїећЃЌвђЖјДЫзАжУЪЕЯжСЫЛ§МЋЮЙШыТоРЕФЮоМЖЕїЫйЃЌВЂПЩИљОнЙЄвеЩшМЦвЊЧѓШЮвтИФБфАБТкЫПЕФдЄЧЃЩьБЖЪ§ЃЌЭЌЪБЪЙгУБфЦЕЕїЫйКѓЃЌгЩгкЪЕааШэЦєЖЏЃЌИФБфСЫдДЋЖЏЗНЪНЦєЖЏЪБЛ§МЋЮЙШыТоРЫВМфЫйЖШБфЛЏДѓЖјдьГЩаОЫПЧЃЩьБЖЪ§Ц№ЗќВЈЖЏЕФгАЯьЃЌвђЖјвВЬсИпСЫГЩЩДжЪСПЁЃ
БфЦЕЦїЕФЦЕТЪПЩдкУцАхЩЯАДМќжБНгЪфШыЃЌЗНБуОЋШЗЁЃ
ИљОнДЋЖЏЭМПЩМЦЫуГідквЊЧѓЕФАБТкдЄЧЃЩьБЖЪ§ЯТЫљашЪфШыЕФЦЕТЪЁЃ
ИУзАжУБфЦЕЦїЯдЪОЦЕТЪгыМѕЫйЕчЛњзЊЫйжЎБШi = 1ЁУ1.06ЃЌZ1 = 61T ЃЌZ2 = Z3 = 45TЃЌЛ§МЋЮЙШыТоРВЩгУf 50 mmЖЦИѕЮоЗьИжЙмЁЃвђДЫЃЌУПДЮЫљашЪфШыЦЕТЪ fгыАБТкдЄЧЃЩьБЖЪ§EжЎМфЕФЙиЯЕЮЊЃК
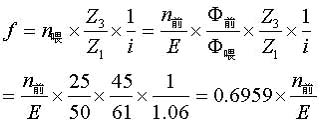
ЖдгкИјЖЈЕФЗФЩДЙЄвеЃЌЯИЩДЛњЧАТоРзЊЫйЪЧШЗЖЈЕФЃЌвђДЫИљОнЩЯЪНМДПЩЖЈГіЫљашдЄЧЃЩьБЖЪ§ЪБЕФБфЦЕЦїЦЕЪ§ЁЃ
ШчЃКЪдЗФM / S 90 / 10 14.8 texЃЈ40 DЃЉеыжЏгУModalАБТкАќаОЩДЃЌбЁШЁ4.44 texЃЈ40 DЃЉЖХАюLycraЫПЕФдЄЧЃЩьБЖЪ§ЮЊ 3.35БЖЃЌЯИЩДЙЄвеШЗЖЈЧАТоРзЊЫйЮЊ 160.4 r / minЃЌДњШыЩЯЪНМДПЩЧѓЕУДЫЙЄвеЬѕМўЯТдкБфЦЕЦїУцАхЩЯашМќШыЕФЦЕЪ§f = 33.32 HzЁЃ
3 Нсгя
ЃЈ1ЃЉИУзАжУдкаТВњЦЗПЊЗЂгІгУЙ§ГЬжаЃЌгУОЋЪсУоЁЂЬьЫПЁЂModalЕШАќИВLycraЩњВњЕЏСІАќаОЩДЃЌЭтАќЯЫЮЌЖдаОЫПЕФАќИВТЪДя100 %ЃЌАБТкдЄЧЃЩьБЖЪ§ДяЕНЩшМЦвЊЧѓЃЌГЩЩДжЪСПЕФИїЯюадФмжИБъОљГЌЙ§FZ / T12010 - 2001ЕФгХЕШЩДБъзМЁЃ
ЃЈ2ЃЉБфЦЕЕїЫйПижЦАБТкЫПЮЙШызАжУГЩБОВЛИпЃЈУПЬзжЛаш3 000ЖрдЊЃЉЃЌЕїећЧЃЩьЪБВйзїМђБуЁЂЦЕТЪЪ§зжЯдЪОжБЙлЁЂОЋШЗЃЌЧвЕВГЕЙЄЕФВйзїЗНЗЈВЛгУИФБфЃЌвђЖјОпгаСМКУЕФЪаГЁПЊЗЂЧАОАЁЃ
ЃЈ3ЃЉБфЦЕЕїЫйДЋЖЏЮЊЕЏСІАќаОЩДЕФЗФжЦЬсЙЉСЫаТаЭаОЫПЛ§МЋЮЙШыДЋЖЏЗНЪНЃЌЪЧжЕЕУЭЦЙуЕФвЛЯюаТММЪѕЁЃ
ВЮПМЮФЯз
1 ЭѕМвеб, Ыязкаљ, МЭгРСс. АБТкЕЏСІЫПЩњВњМАгІгУ. ББОЉ: ЗФжЏЙЄвЕГіАцЩч, 1989
2 ЭѕЭЌгТ, ДЂНрЮФ. АБУЋАќаОЩДЕФПЊЗЂ. УЋЗФПЦММ, 1997ЃЈ5ЃЉ: 55 ЁЋ 58
3 ЭѕЭЌгТ. ЕМЫПЦїЖдАБТкАќаОЩДАќИВаЇЙћЕФгАЯь. ЩЯКЃЗФжЏПЦММ, 1997 ЃЈ4ЃЉ:11 ЁЋ 13
4 ЭѕгюЃЌГЬТЁщІ. АБТкАќаОЩДаОЫПАВЗХЮЛжУгыГЩЩДКсЯђНсЙЙЙиЯЕЕФбаОП.ЗФжЏПЦбЇбаОП, 2001ЃЈ2ЃЉ: 23 ЁЋ 27