
摘要: 介绍了多功能负氧离子纤维的性能特点,结合生产实践,通过工艺试验,分析了纤维性能,纺纱工艺参数对多功能负氧离子纤维纯纺和混纺纱质量的影响,探讨了提高成纱质量的技术措施。
多功能负氧离子纤维产品强度大,富有光泽,悬垂性好,手感柔软,质地典雅,服用性能好,符合生态环保的需求,适合用于高档时装,满足消费者对面料功能性的要求,是一种极具发展前景的材料。为满足市场需求,开发了多功能负氧离子纤维纯纺和混纺纱。下面结合生产实践,对影响混纺纱的工艺因素进行分析,探讨提高成纱质量的技术措施。
1 多功能负氧离子纤维的性能特点
多功能负氧离子纤维是一改性的纤维。多功能负氧离子纤维富含是一种宝石系列矿石,能持续不断的释放静电电荷,这种静电电荷在自然条件下产生负离子,使空气净化,使水分子氧化还原产生活性,有利于细胞新陈代谢。
多功能负氧离子纤维具有丰富的矿物元素进入肌体,能增强肌体免疫力,平衡体质,产生负离子和远红外线的综合效果,使肌体内部抑菌杀菌,增强免疫功能,消除污染产生的异味。
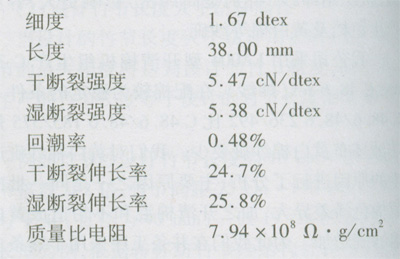
多功能负离子纤维回弹性好,性能优越,加工的服饰穿着后不粘肤,不闷热,抗菌防臭除异味,增强肌体的免疫力,产生的负氧离子,能促进微循环,达到保健作用。其主要物理指标如下:
2纺纱规格及工艺流程
2.1 纺纱规格
多功能负氧离子纤维(Tf)纯纺纱Tf18.2tex、Tf 19.7 tex,Tf 14.5 tex;多功能负氧离子纤维与棉混纺Tf/CJ 50/50 14.7 tex、Tf/CJ 70/30 13.1 tex。
2.2纺纱工艺流程
(1)纯纺纱
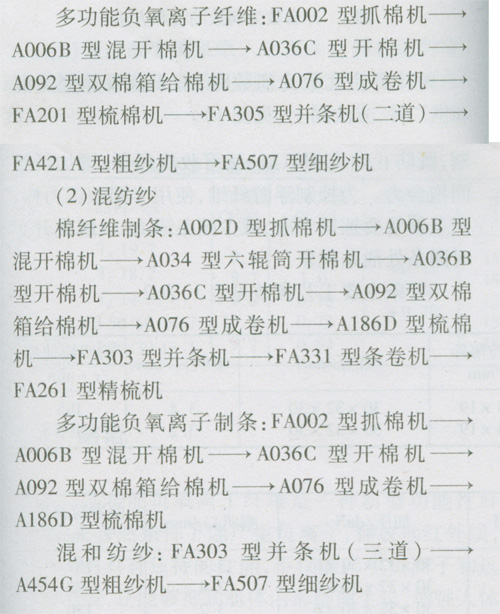
3纺纱工艺及主要技术措施
3.1开清棉工序
多功能负氧离子纤维长度整齐度好,杂质少,表面光滑,手感柔软蓬松,采用短流程、以梳代打的工艺原则。抓棉机要少抓、勤抓、抓细、抓匀,抓棉机的运转率要达到90%以上,打手速度675 r/min,打手伸出距离为3 mm~3.5 mm,小车下降距离3 mm。A006B型机打手速度调整为435 r/min,A036C型机采用梳针打手,打手速度为475r/min,给棉罗拉与打手隔距13 mm,以减少打击次数,加强开松梳理,可减少纤维损伤。
各打手速度要适当降低,避免因开松过度,而造成粘卷或影响成卷质量;适当降低棉箱的储棉高度,减少纤维束的翻滚次数。要减少输棉管道长度,以减少纤维与管壁摩擦形成棉结;适当降低A076型机综合打手速度,风扇速度调整为1275r/min,合理调整水平帘与角钉帘间的速比,缩小均棉罗拉与斜帘的隔距,适当加大各紧压罗拉的压力,增加纤维层的紧密度。纤维表面光滑,在成卷退绕时易造成粘卷现象,造成分层不良,影响质量。为防止粘卷,采用加粗纱和防粘罗拉的方法,I可使棉卷成形良好,均匀;成卷后用薄膜包覆,防止油剂挥发。开清棉工艺参数:棉卷定量为396 g/m;伸长率为1.3%~1.2%;A092型机均棉罗拉转速为310 r/min;A092型机角钉帘~均棉罗拉隔距为31 mm;A076型机综合打手速度为870 r/min;A076型机尘棒~打手隔距进口为9mm,出口为19 mm;A036C型机打手~尘棒隔距进口为14 mm,出口为17.0 mm;A092型机剥棉打手速度为405 r/min;A092型机回击罗拉速度为435 r/min;A076型机紧压罗拉压力为390 N;A076型机棉卷罗拉速度为12.5 r/min;A076型机打手~天平罗拉隔距为7.5 mm。
3.2梳棉工序
梳棉工序应采用轻定量、低速度、中隔距、小张力、快转移、少伤纤维的工艺原则。该纤维在梳理过程中易缠绕锡林、刺辊和道夫,棉网容易破边、烂洞、飘浮,所以应适当降低刺辊和道夫速度,可以解决棉网飘头、落网和断头多等问题;采用较大的锡林刺辊线速比,可减少纤维损伤;确定适宜的锡林~盖板五点隔距,有利于纤维的转移,减少缠绕,提高纤维的梳理度,降低棉结。
适当降低锡林、刺辊、盖板和道夫速度,可减少纤维损伤和短绒;锡林与刺辊间隔距适当偏大,以减少纤维损伤和短绒。既要充分发挥锡林的梳理作用,又要减少纤维的损伤,减少纤维问的缠结,以提高棉网清晰度。采用专纺金属针布,以增加纤维转移,减少纤维平均受梳理次数的原则,通过降低棉网张力牵伸倍数和生条定量,可解决纤维转移困难,棉网易出现飘头和落网现象,有利于改善条干水平。
梳棉主要工艺参数:锡林速度325 r/min,刺辊速度760 r/min;盖板速度84 mm/min;道夫速度20.5 r/min;锡林-刺辊隔距0.18 mm;锡林~盖板五点隔距0.23 mm、0.20 mm、0.20 mm、0.20mm、0.20 mm;锡林~道夫隔距0.13 mm;给棉板~刺辊隔距0.23 mm;锡林~后罩板隔距上0.56mm,下0.76 mm;锡林~前上罩板隔距上1.15mm,下0.79 mm;锡林~前下罩板隔距上0.79mm,下0.56 mm;大压辊~下轧辊牵伸1.127倍;生条萨氏条干13.0%,棉结2.5粒/g,生条定量21.4g/5 m,生条条干CV4.2%,生条重量不匀率4.0%。
3.3并条工序
采用重加压、中定量、低速度、顺牵伸、大隔距的工艺原则。采用三道并合,以提高混和效果,为降低熟条重量不匀率,在混二并时应严格控制。由于喂人头并的纤维条中纤维比较紊乱,头并采用偏大的后区牵伸倍数,以改善条干,提高纤维的定向性和纤维分离度,二并和三并逐渐减小牵伸倍数,提高纤维伸直平行度,加强纤维间混和,改善条干均匀度。采用口径偏小的喇叭口和重加压,可收缩须条宽度,使纤维抱合紧密,加强对纤维运动的有效控制,提高条干水平,同时可减少棉条在牵伸过程中的滑溜现象;适当放大罗拉隔距,可改善条干水平;适当加大加压,确保纤维在牵伸中运动稳定,提高条干水平;并条定量适当偏轻控制,既防止堵塞喇叭口,又可收拢须条,增加纤维问抱合力。为控制浮游纤维,使用半圆型压力棒,圈条斜管要擦拭干净,减少圈条阻力,以解决开车时圈条处涌条现象。
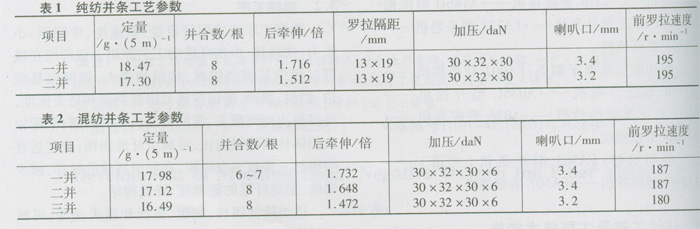
并条主要工艺参数见表1,表2。
3.4粗纱工序
选择适当偏小的导条张力、可减小意外伸长、采用小张力卷绕,可减少意外牵伸,有利于改善成纱条干均匀度。粗纱捻度过大,细纱牵伸不开而容易出硬头;捻度过小易产生意外牵伸,粗纱出细节,条干恶化。采用偏小的粗纱定量,较小的后区牵伸和较大的粗纱捻系数,以减少成纱细节,改善条干均匀度。因熟条极易分叉和散开,应防止条子粘连起毛,破坏条子结构。粗纱工序要以均匀稳定张力、减少意外伸长、稳定伸长率为重点。严格控制粗纱伸长率,减少粗纱意外伸长。前胶辊适当前移1.5mm~2.0 mm,有利于提高纱条的光洁度;粗纱前后排采用不同假捻器,以减少前后排粗纱张力的差异;在保证前罗拉至锭翼顶孔的纱条不下坠的前提下,采用偏小的张力。采用新型胶辊,可防止缠绕罗拉和胶辊,改善成纱条干,提高粗纱质量。生产中采用低速度、大捻度、大隔距、小张力、中车速、稍大的轴向和径向卷绕密度的工艺原则。
粗纱定量4.46g/10 m,粗纱捻度4.70捻/10m,伸长率1.2%,轴向卷绕密度3.275圈/cm,罗拉隔距23 mm×29 mm,锭速620 r/min,前罗拉速度210 r/min,加压量28 daN/双锭×15 daN/双锭×20 daN/双锭,车间相对湿度67%,钳口隔距4.0 mm,后区牵伸1.210倍,中区集合器8 mm×6mm,前区集合器8 mm。
粗纱主要质量指标:粗纱重量不匀率0.84%,粗纱萨氏条干14.8%,粗纱条干CV3.12%。
3.5细纱工序
细纱工序采用重加压、大隔距、低速度、小钳口隔距、大捻度、小后区牵伸的工艺原则,纺纱时锭速、钢丝圈与钢领应合理搭配,并保持钢领与钢丝圈之间的良好配合;导纱钩采用锰钢材料,纺纱各通道应保持光滑无毛刺,笛管要保持具有较高的负压,以减少缠绕罗拉和胶辊,后区牵伸倍数偏小掌握,集中前区牵伸,以加强纤维在牵伸过程中的有效控制。采用新型锭带,并及时检查锭带张力和锭速,尽量减小锭速差异,降低捻度不匀率,以提高单纱强力和降低单强CV值。细纱捻度偏大控制,以保持须条间的紧密度,增加纤维间的抱合力,提高成纱质量。采用新型不处理胶辊和新型胶圈,其弹性回复性好,抗绕性好,能降低滑溜率,有利于提高成纱质量。适当增加捻度,合理制定上下钳口隔距,对控制浮游纤维运动、提高条干均匀度有利。
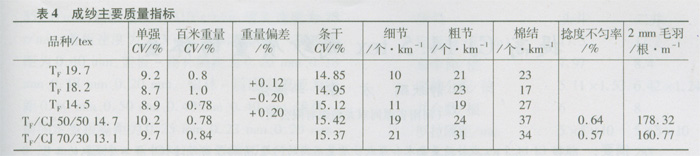
细纱主要工艺参数见表3,成纱主要质量指标见表4。

4结语
多功能负氧离子纤维是一种新型功能性纤维,在自然条件下能产生负离子,释放远红外线,其面料具有独特的性能,不仅能产生负离子和远红外线,还能够抑制肌体内部细菌生长,增强人体免疫力,而且外观华贵,悬垂性良好,风格独特,质地轻盈手感丰满,穿着舒适,适合加工高档时装。多功能负氧离子纤维的开发和研制在纺织业中有广阔的应用前景。为了充分发挥多功能负氧离子纤维的优良性能,在产品开发方面有关混配原料的选择以及混纺比例的确定还有待做进一步的试验。