
0 З°СФ
RichcelПЛО¬КЗТ»ЦЦРВРНФЩЙъПЛО¬ЛШПЛО¬Ј¬ёГПЛО¬ҙУёщұҫЙПҝЛ·юБЛХіҪәПЛО¬өДИұөгЈ¬ұьіРБЛёГПөБРПЛО¬өДЛщУРУЕөгЎЈRichcelПЛО¬ҫЯУРҪПЗҝөДДНјоРФЈ¬ҝЙЧцЛҝ№вҙҰАнЈ¬К№ЦҜОпёьҫЯМШЙ«Ј»RichcelПЛО¬ҫЯУРәЬёЯөДКӘЗҝ¶ИЈ¬ЖдУЕБјөДёЯКӘДЈБҝК№ЙъІъУл·юУГёьАнПлЈ»БјәГөДёЙЙміӨУлКӘЙміӨРФДЬЈ¬К№ЦҜОпҫЯУРБјәГөДіЯҙзОИ¶ЁРФЈ»Жд№в»¬өДФІРОәбҪШГжәНИ«РҫРФҪб№№К№ПЛО¬№вФуәГЈ¬Рьҙ№РФәН»¬Л¬ёРј«әГЈ»ҪПёЯөД·ЦЧУИЎПт¶ИәНККБҝОИ¶ЁөДҪбҫ§¶ИЈ¬К№ПЛО¬ҫЯУРҪПёЯөДёЙДЈБҝЈ¬К№ГжБПУРЙн№ЗЎў»ШөҜРФәГЈ»ёЯОьКӘРФК№ЦҜОпҫЯУРБјәГөДКжККёРЈ¬әНЖӨ·фҫЯУРБјәГөДЗЧәНРФЈ»¶шПЛО¬ЛШПЛО¬өДКфРФЈ¬К№ёГПЛО¬ҝЙИҫРФәГЈ¬ПКСЮ¶Иј«јСЈ¬ІўККәПЛщУРПЛО¬ЛШПЛО¬өДИҫХы№ӨТХәНИҫБПУҰУГЈ»Жд·ПЖъОпҝЙЧФИ»ҪөҪвЈ¬ВМЙ«»·ұЈЎЈФЪ»ъЦҜЎўХлЦҜ·юЧ°ГжБПЎўјТ·ДөИБмУтҫЯУР№гА«өДУҰУГЗ°ҫ°ЎЈ
СЗВйПЛО¬КЗРФДЬУЕТмөДМмИ»ПЛО¬Ј¬ұ»УюОӘМмИ»ПЛО¬ЦРөДЎ°Ин»ЖҪрЎұЎЈҙ«НіөДСЗВйІЙУГ·ДәуНСҪәәНКӘ·Д·Ё№ӨТХЈ¬ПЛО¬ҪПҙЦЈ¬ҝЙ·ДРФІоЈ¬іЙЙҙәЕКэөНЈ¬ІъЖ·өөҙОҪПөНЎЈ¶шІЙУГПИҪшјУ№ӨјјКхЙъІъөДҫ«ПёВйИЮПЛО¬ҝЙІЙУГУЪ·Ё№ӨТХ·ДЙҙЈ¬іЙЙҙәЕКэәНЦКБҝҙуҙуМбёЯЈ¬ҫ«ПёВйИЮПЛО¬ҝЙТФУлГЮЎўөУәНХіҪәөИ»м·ДЙъІъПёәЕёЯұИАэ»м·ДЙҙПЯЎЈ
1 ФӯБП№жёсј°ІъЖ·№жёс
RichcelПЛО¬өД№жёсОӘ1Ј®33 dtexЎБ38 mmЈ»ПЛО¬№жёсОӘ1Ј®56 dtexЎБ38 mmЈ»ВйИЮПЛО¬өДіӨ¶ИОӘ51 mmЈ¬ЖҪҫщПё¶И8Ј®3 dtexЎЈ·ДЙҙ№жёсОӘRichceLЈҜЈҜВйИЮ58ЈҜ25ЈҜ17 18Ј®5 texЎЈ
2 ·ДЙҙ№ӨТХБчіМ
ПЛО¬УлВйПЛО¬ИЛ№Ө»мәНЦЖМхЈ¬RichcelПЛО¬өҘ¶АЦЖМхЈ¬ФЩФЪІўМх№ӨРтҪшРР»мәНЎЈЖд·ДЙҙ№ӨТХБчіМИзFЎЈ
A002РНЧҘГЮ»ъЎъA006РН»мГЮ»ъЎъA036РНҝӘГЮ»ъЎъA092РНЛ«ГЮПдёшГЮ»ъЎъA076РНіЙҫн»ъЎъA186РНКбГЮ»ъЎъA272РНІўМх»ъ(Н·Іў)ЎъA272РНІўМх»ъ(¶юІў)ЎъA454РНҙЦЙҙ»ъЎъFA507РНПёЙҙ»ъ
3 ёч№ӨРтЦчТӘ№ӨТХІОКэ
3Ј®1 ҝӘЗеГЮ№ӨРт
ПЛО¬әНВйПЛО¬°ҙ60ЈҜ40өДұИАэҫщФИЕЕБРЈ¬ТтОӘВйПЛО¬ҪПУІЦұЈ¬ФЪәуөАјУ№ӨЦРТЧВдЈ¬№КФЪЕдБПКұҝЙККөұФцјУВйПЛО¬ұИАэЈ¬ТФұЈЦӨіЙЖ·ЕдұИЧјИ·ЎЈПЛО¬әНВйПЛО¬ФУЦКҪПЙЩЈ¬ИЭТЧҝӘЛЙЈ¬№КУҰТФҝӘЛЙОӘЦчЈ¬¶аЛЙЙЩҙтЈ¬ёфҫаККЦРЈ¬ЛЩ¶ИІ»ТЛМ«ҝмЈ¬ТФјхЙЩПЛО¬ЛрЙЛЎЈВйПЛО¬ҫНЖдјУ№ӨРФДЬ¶шСФЈ¬ДСУлЖдЛыПЛО¬»мәНЎЈөұКӘ¶ИҙуКұЈ¬ЖдПЛО¬Зҝ¶ИёЯЈ¬ТтҙЛЈ¬ҝӘЗеГЮ№ӨРтјУ№ӨВйПЛО¬КұПа¶ФКӘ¶ИУҰјУҙуЈ¬ХвСщК№ҙаРФҪПҙуөДВйПЛО¬І»ТЧұ»ЛрЙЛЈ¬Н¬КұҝЙјхЙЩіөјдіҫ°ЈәН·Й»ЁЎЈ»тХЯҪ«Вй°ьЛЙҪвЈ¬ҪшРР48 hФӨјУКӘЈ¬ұШТӘКұҝЙФЪВй°ьЙПЕзИчЙЩБҝөДЛ®·ЦЎЈёГ№ӨРтУҰұЈЦӨ»мәНұИҪПҫщФИЈ¬Иф»мәНІ»ФИЈ¬»бФміЙГЮҫнЦРөУЎўВй»мұИІоТмҙуЈ¬іЙЙҙКұІъЙъЙ«ІоЎЈ
RichcelПЛО¬ұнГж№в»¬Ўўұ§әПБҰІоЈ¬ҝӘЗеГЮ№ӨРтіЙҫнҪПА§ДСЈ¬Ул·ДГЮПаұИ№ӨТХРиЧчККөұөчХыЎЈҝӘЗеГЮ№ӨРтЦРУҰТФҝӘЛЙОӘЦчЈ¬¶аЛЙЙЩҙтЈ¬ІўУҰЧўТвұЈіЦККөұКӘ¶ИЎЈ
3Ј®2 КбГЮ№ӨРт
УЙУЪВйПЛО¬ұИПЛО¬ҙЦЈ¬ёХРФЎўҙаРФҪПҙуЈ¬ұ§әПБҰТаІоЈ¬КбГЮТЛІЙУГөНЛЩ¶ИЈ¬ҙуёфҫаөД№ӨТХЈ¬ВйөДҙаРФҪПҙуЈ¬өҘО»КұјдДЪЧчУГҙОКэ№э¶а»бЛрЙЛВйПЛО¬Ј¬ПЛО¬№эҙЦЈ¬ёфҫаТӘұИ·ДГЮКұҙуЎЈПа¶ФКӘ¶ИҝШЦЖУҰККөұЈ¬КӘ¶ИМ«ҙуЈ¬ГЮНшТЧПВЧ№ФміЙ¶ПН·ЎЈРЎВ©өЧИлҝЪёфҫаУҰ·ЕҙуЈ¬М«РЎҝЙ·ДПЛО¬ЙўК§№э¶аЎЈ
RichcelПЛО¬ФЪКбГЮ№ӨРтУҰІЙУГҪфёфҫаЎўЗҝ·ЦКбЎўЙЩВдФУЎўЙЩЛрЙЛөД№ӨТХФӯФтЈ¬КбГЮ»ъөДХлІјІЙУГ»ҜПЛУГХлІјЈ¬СЎФсәПККөДОэБЦҙМ№хПЯЛЩұИЈ¬К№ПЛО¬өГөҪід·ЦКбАнЈ¬№ъІъЙиұёТФЗб¶ЁБҝәНөНЗЈЙмОӘФӯФтЈ¬ТФјхЙЩГЮНшЦРөДГЮҪбЎЈКбГЮ№ӨРт№ӨТХІОКэИзұн1ЛщКҫЎЈ

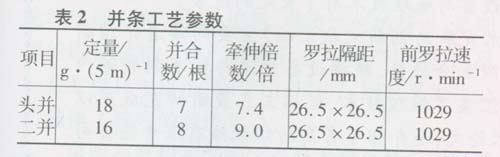
3Ј®3 ІўМх№ӨРт
ІўМх№ӨРтөДЗЈЙмұ¶КэІ»ТЛ№эҙуЈ¬ТтОӘВйПЛО¬ЦРә¬УРЙЩБҝөДҪәЦКЈ¬К№ПЛО¬ҫЯУРҪПҙуөДХіёҪРФЈ¬ТЧРОіЙВйПЛО¬КшЎЈВЮАӯёфҫаұИТ»°гГЮРН»ҜПЛЙФҙуЈ¬З°ВЮАӯЛЩ¶ИұИјУ№ӨТ»°гГЮРНПЛО¬ВФөНЎЈІўМх№ӨРтІЙУГБҪөАІўәН№ӨТХЈ¬Н·ІўІЙУГ4ёщRichcelПЛО¬МхәН3ёщөУВйМхІўәПЈ¬¶юІўІЙУГ8ёщІўәПЎЈІўМх№ӨРтПа¶ФКӘ¶ИҝШЦЖФЪ65ЈҘЧуУТЎЈІўМх№ӨРт№ӨТХІОКэИзұн2ЛщКҫЎЈ
3Ј®4 ҙЦЙҙ№ӨРт
ҙЦЙҙ№ӨРтІЙУГҙуёфҫаЎўЗб¶ЁБҝЎўөНЛЩ¶ИЎўРЎХЕБҰөД№ӨТХФӯФтЈ¬ҝЙККөұФцјУҙЦЙҙДн¶ИЈ¬ТФ·АЦ№ҙЦЙҙФЪНЛИЖКұ¶ПН·»тТвНвЙміӨЈ¬ө«Дн¶ИТІІ»ТЛ№эҙуЈ¬·сФт»бФміЙПёЙҙЗЈЙмІ»ҝӘЎЈСЎФсәПККөДДн¶ИјИУРЦъУЪМбёЯҙЦЙҙөДЙъІъР§ВКУЦДЬҝШЦЖЙҙПЯГ«УрЎЈОӘ·АЦ№ТвНвЗЈЙмЈ¬ҙЦЙҙУҰјхЙЩХЕБҰЎЈК№УГҝӘҝЪҪПРЎөДјҜГЮЖчҝЙ·АЦ№ПЛО¬А©ЙўЈ¬¶ФјхЙЩіЙЙҙГ«УрУРТ»¶ЁЧчУГЎЈПа¶ФКӘ¶ИУҰҝШЦЖФЪ65ЈҘЎ«70ЈҘЧуУТЈ¬М«ҙуТЧФміЙҙЦЙҙПВЧ№¶ПН·Ј¬М«РЎҙЦЙҙТЧ·ўГ«әН·Й»ЁҪП¶аЎЈҙЦЙҙ№ӨРт№ӨТХІОКэЈә¶ЁБҝ4Ј®3g/10mЈ¬ЧЬЗЈЙм7Ј®4ұ¶Ј¬әуЗшЗЈЙм1Ј®24ұ¶Ј¬ВЮАӯёфҫа31Ј®5 mmЎБ46Ј®5 mmЈ¬Дн¶ИОӘ33Дн/mЈ¬З°ВЮАӯЛЩ¶И198 rЈҜmin ЎЈ
3Ј®5 ПёЙҙ№ӨРт
ПёЙҙ№ӨРтІЙУГҪПҙуВЮАӯёфҫаЎўҪПҙуДнПөКэЎўөНЛЩ¶ИЎўРЎХЕБҰЎўҪПЦШёЦЛҝИҰөД№ӨТХФӯФтЈ¬ІЙУГЖҪГж¶ЖёхёЦБмЈ¬ИнөҜРФІ»ҙҰАнВБіДМЧҪә№хЈ¬ҪПРЎөДәуЗшЗЈЙмұ¶КэЈ¬ҪПЦШөДЗ°Ҫә№хјУС№Ј¬ҪПҙуөДЗ°ЗшВЮАӯёфҫаЈ¬З°Ҫә№хЗ°іе5 mmЈ¬ҪПРЎөДЗҜҝЪёфҫа(2Ј®3mm)ЎЈЗ°ЗшјУЧ°јҜГЮЖчЈ¬ҝЙҪПәГөДОХіЦёЎУОПЛО¬ІўјУЗҝҝШЦЖЈ¬јхЙЩПёҪЪәНГ«УрЈ¬ҪөөН¶ПН·Ј¬·АЦ№ПЛО¬А©ЙўЈ¬МбёЯМхёЙҫщФИ¶ИЎЈН¬КұУҰјУЗҝЙиұёөДФЛЧӘ№ЬАнЈ¬Лх¶МёЦЛҝИҰөч»»ЦЬЖЪЈ¬ТФҫЎҝЙДЬөДјхЙЩГ«УрЈ¬Лх¶МФЛЧӘЗеҪаЦЬЖЪЈ¬МбёЯіЙЙҙЦКБҝЎЈПёЙҙ№ӨРтЦчТӘ№ӨТХІОКэЈәЧЬЗЈЙм23Ј®2ұ¶Ј¬әуЗшЗЈЙм1Ј®25ұ¶Ј¬ЙијЖДн¶И85Дн/10 cmЈ¬ёЦЛҝИҰFO 3/OРНЈ¬ВЮАӯёфҫа20 mmЎБ41 mmЈ¬З°ВЮАӯЛЩ¶И157 rЈҜminЎЈ
3Ј®6 Взјт№ӨРт
ВзНІЛЩ¶ИәНХЕБҰУҰЖ«өНҝШЦЖЈ¬ТФјхЙЩ¶ПН·ЎўЙміӨј°Г«УрЈ¬НЁіЈІЙУГҝХЖшДнҪбЖчҪУН·Ј¬ТФГвІъЙъУІҪбЈ¬·АЦ№ЦҜФмЦРУлПаБЪЙҙДҰІБФміЙ¶ПН·ЎЈіөјдПа¶ФКӘ¶ИУҰҝШЦЖФЪ65ЈҘЧуУТЎЈRichceLЈҜЈҜВй58ЈҜ25ЈҜ17 18Ј®5 texіЙЙҙЦКБҝЦёұкЈәЖҪҫщёЙ¶ЁБҝ1Ј®839gЈҜ100 mЈ¬ЦШБҝІ»ФИВК3ЈҘЈ¬ЦШБҝЖ«Іо+0Ј®57ЈҘЈ¬КөјКДн¶И77Ј®9Дн/10 cmЈ¬¶ПБСЗҝБҰ317 cNЈ¬¶ПБСЗҝ¶И17Ј®1 cNЈҜtexЈ¬ЗҝБҰCVЦө12Ј®1ЈҘЈ¬»ШіұВК6Ј®74ЈҘЈ¬UsterМхёЙCVЦө12Ј®34ЈҘЈ¬ПёҪЪ2ёцЈҜkmЈ¬ҙЦҪЪ6ёцЈҜkmЈ¬ГЮҪб4ёцЈҜkmЎЈУЙТФЙПІвКФҪб№ыҝЙТФҝҙіцЈ¬іЙЙҙЦКБҝҪПәГЈ¬БнНвіЙЙҙТІұнПЦіцВйІъЖ·өД·зёсәНКЦёРЎЈУЙҙЛҝЙТФҝҙіцЈ¬ёГІъЖ·І»ҪцҫЯУРБјәГөДОьКӘЎўНёЖшРФДЬЈ¬»№ҫЯУРҪПәГөДЙн№Зј°¶АМШөД·зёсЎЈ
4 ҪбКшУп
УЙУЪ»м·Д№эіМЦРВйПЛО¬ВдБҝҙуЈ¬өУВдБҝРЎЈ¬ТтҙЛЈ¬ТӘұЈЦӨЧоЦХөДіЙЙҙ»м·ДұИЈ¬ЙП°ьКұВйУлөУөДЦШБҝұИҝЙККөұФцјУСЗВйұИАэЎЈФЪВйөУ»м·Д№эіМЦРЈ¬Па¶ФКӘ¶ИөДҝШЦЖК®·ЦЦШТӘЈ¬ЛьЦұҪУУ°ПмөҪ·ДЙҙРФДЬЎўіЙЙҙГ«УрТФј°іөјдҝХЖшөДЗеҪа¶ИЈ¬ёч№ӨРтТӘСПёсҝШЦЖЎЈRichcelПЛО¬өДёЙКӘМ¬ЗҝЙмРФДЬұИЖХНЁХіҪәПЛО¬УЕЈ¬УИЖдКЗҫЯУРҪПёЯөДЗҝБҰЈ¬ТтҙЛҫЯУРұИЖХНЁХіҪәПЛО¬ёьәГөД·ДЙҙРФДЬЈ¬RichcelПЛО¬ДЈБҝҪПёЯЈ¬іЙЙҙГ«Ур¶аЈ¬¶шRichcelПЛО¬өДЗҝ¶ИёЯ·ДЙҙ¶ПН·ВКөНЈ¬№К·ДЙҙёч№ӨРт№ӨТХІОКэөДИ·¶ЁЦчТӘТФјхЙЩіЙЙҙГ«УрОӘДҝөДЎЈФЪ·ДЙҙ№эіМЦРУҰСЎЕдәПККөД№ӨТХІОКэЈ¬RichcelПЛО¬УлВйПЛО¬»м·ДДЬЙъІъіцЦКБҝҪПёЯөДІъЖ·ЎЈ