
0 引言
近年来,新型和特种针织原料的不断问世与应用,人们对结构与功能新颖的服用、装饰用和产业用针织产品的多元化要求,以及电子、计算机、信息技术的飞速发展,促进了针织工艺技术的不断革新,并且使针织设备在设计、加工与制造水平等方面日益提高。其主要表现在:1)旨在优化针织过程,提高对原料适应性的针织技术;2)采用电子和计算机技术进行自动控制的有关装置和机电一体化的针织设备;3)可进行全成型和织可穿的整体针织加工技术与;4)具有多功能、可变换、高效率的针织等等。
以下从纬编圆型针织、纬编平型针织和经编针织等3个方面对国内外针织技术及其的一些发展进行综述。
1 纬编圆型针织技术与
1.1 无舌织针松弛针织技术
目前,绝大多数圆纬机均采用舌针进行编织。在ITMA 2003上,德国Mayer & Cie公司推出了一台新型无舌织针圆纬机MV3 - 3.2H(图1),其工作原理如图2所示。该针由取代针舌功能的钩子和作为编织主体的带有针钩的针身组成,两者依靠各自的针踵,受相应三角轨道积极控制。该针的优点在于:
1)纱线不再由针舌控制, 而受积极导向的钩子控制,从而减小了作用在纱线上的张力,同时纱线不再受针舌的作用而延伸,这也称之为“松弛针织”;
2)与传统的针舌翻转相比,该针两部分的上下运动更为可靠;
3)减少了织针的磨损;
4)降低了由织针故障引起的织疵。
但是,采用该针将增加一条三角跑道,机构较复杂。
图1 Mayer & Cie 的MV3 - 3.2H无舌织针圆纬机

图2 无舌织针圆纬机工作原理
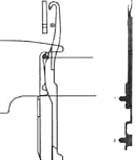
图2 无舌织针圆纬机工作原理
1.2 沉降片双向(相对)运动技术
在一般的单针筒舌针圆纬机中,沉降片除了随针筒同步回转外,只在水平方向作径向运动。在某些新型圆纬机中,沉降片除了可以径向运动外,还能沿垂直方向与织针作相对运动,从而使成圈条件在许多方面得到了改善。该技术的优点之一是织针在成圈过程中的动程减小,这样可以通过增加机器的成圈系统数量或提高机速,使生产率比传统圆机提高30 % ~ 40 %。例如:首先应用该技术的Mayer & Cie公司的单面圆纬机,在编织基本组织时的效率因素,即针筒直径(英寸)×机器转速(r/min),最高可达1 500;台湾Pai Lung公司新近推出的沉降片斜向运动单面圆纬机,效率因素也可达1 200。
该技术的另一优点是纱线与成圈机件包围角总和相应减小,弯纱张力可以降低,因此减少了由纱线不匀或张力太大等原因造成的破洞等织疵。从而对所加工纱线的质量要求相应降低,特别是那些强度较低、质量较差的纱线也可以得到应用。近来,国外一些公司探索采用特种原料,例如高强、高模量的玻璃纤维和碳纤维纱线,高刚性的不锈钢丝、铜丝等金属丝,在沉降片双向运动单面圆纬机上编织产业用针织物,开发特种防护服、轿车电热座椅等产品。正是由于沉降片双向运动技术减小了纱线弯曲点的数量和编织时的纱线张力,所以这些弯曲刚度高、摩擦系数大的特种纱线得以顺利编织,而在一般的单面圆纬机上是很难进行编织的。
1.3 电子与计算机控制装置和技术
随着电子技术、计算机技术和网络技术的飞速发展,已经有越来越多的针织机制造厂商采用电子与计算机控制装置和技术,从而大大提高了针织物的结构与花型变换能力、坯布质量、机器的生产效率与自动化程度。比较典型的装置和技术包括:计算机控制电子选针和电子调线、电子控制牵拉和卷取、变频调速等。近年来,在电子、计算机控制与针织工艺技术结合的进一步研发方面,又取得了的新进展。
1)电子选针双面圆纬机已经从仅对针筒针进行选针,发展到对针筒和针盘都可电子选针,增加了可编织的花型与结构。
2)采用电子选沉降片装置和技术的提花毛圈机,可在织物的一面形成提花毛圈,在另一面形成普通毛圈或平针结构。
3) 同时具有电子选针和电子选沉降片装置的提花毛圈机,可以编织满地毛圈、提花毛圈、结构毛圈和花纹地组织,或者是这些效应的组合。
4) 集三功位针筒和针盘针电子选针、电子四色调线、电子选针移圈为一体的双面多功能圆纬机,并可在织浮线时自动调节线圈长度。
5)Mayer & Cie公司开发的专用电脑控制系统,可以根据操作面板上输入的针织机的总路数、编织每横列的路数、每厘米织物长度线圈数和延伸率,自动计算出织物的牵拉速度并完成相应的设定,还能根据输入的每厘米织物长度所需的纱线量,自动控制纱线的喂入。这些都有效地节省了时间,减少了织疵,确保了织物质量。
6)德国Terrot公司研制的一种电子选针双面圆纬机具有连接到局域网的功能, 用户可以通过Internet收集生产系统的所有数据,并可借助网络从远程或本地向受控针织机传送织物花型结构的数据,监测针织机的运转。可以预见,联网控制、监测与管理针织机的生产过程是今后的发展方向。
1.4 快速、简便变换针距
当今针织生产的特点是原料日渐多样化,产品小批量、多品种、变化快,因此要求针织机的机号(针距)能够适应纱线细度不断变化的要求,但这在常规的圆纬机上是难以实现的。为了迎合市场的需求,几年前一些针织机制造商先后推出了可快速更换针筒来改变机号的单面圆纬机。对于双面圆纬机而言,由于针盘定位在针筒上方,故变换机号比较费力与复杂,涉及导纱器的变动、轴承和针盘高度的调整等工作。目前Mayer & Cie公司已经解决了这些技术难题,并将双面圆纬机快速变换针距作为了标准。变换时,在拆除三角座、自停装置和几个螺丝后,用特殊的架座可以很方便地将针筒和针盘移出,更换与配置上另一种针距的针筒和针盘同样简易。整个操作只需一个人费时不到8 h,而一般圆纬机变换针距要使用起重或类似的设备,耗时约3天。
1.5 无缝内衣编织技术
意大利Santoni公司首创的无缝内衣针织机自问世以来,在市场上一直深受欢迎,产品包括内衣、游泳衣、运动服、户外服装、家居便服、医疗服等。近来意大利Sangiacomo等公司也推出了类似的设备。但基本上都是单面机,2003年Santoni公司又研制出了无缝内衣双面针织机,该机具有针筒和针盘电子单针选针、移圈等功能,可以编织罗纹、凹凸提花、集圈、移圈等结构和花型的无缝内衣产品。此外,成圈三角由步进马达独立控制,每一路均可在同一行中快速变化密度,使织物产生独特的效应。
2 纬编平型针织技术与
纬编平型针织技术与主要涉及舌针横机和钩针柯登机。由于后者成圈机件运动复杂、机器庞大且造价贵,所以已经基本淡出市场。而横机因可以编织成型衣片和织可穿类产品,故在纬编针织中仍占有独特地位和一定的份额。近年来随着针织服装与面料向轻薄化方向发展,横机的机号也在不断提高,目前最高已达E 18,相当于中等机号圆纬机的水平,而且主流横机类织品采用的机号也从E 12提高到E 14,并出现了一些新的技术与设备。
2.1 快速收放针成型技术
为了有利于双面织物(罗纹、畦编等组织)衣片的成型编织,几年前Stoll公司推出了四针床电脑横机。该机在两个编织针床的上方,增加了两个仅用于移圈的辅助针床,其上安装的是移圈片而不是织针,辅助针床也可以横移并和主针床上的织针配合进行移圈,即在需要时从织针上接受线圈或将所握持的线圈返回织针,从而完成双面织物衣片的收放针。
此后Stoll公司又研制出了辅助针床从中部起剖分成左右两块的四针床电脑横机,位于辅助针床剖分点的中央翻针装置可以使双面织物衣片的收放针在两个相反方向同时进行(如V领、挂肩等部位),避免了机头在收放针时的运动空程,与未剖分四针床电脑横机相比,它可节省25 %的收放针时间。
2.2 多功能织可穿电脑横机
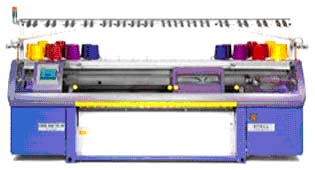
最近,Stoll公司新推出了具有可变针距、四针床、织可穿等多项功能的电脑横机(图3),将以前的几项单一技术集成在一台机器上,因而扩展了可编织结构与服装的种类。例如:可变针距技术可使一块衣片或一件服装的不同部位形成两种不同针距(横密)的效应;四针床技术可实现各种双面织物的快速收放针成型,并在收放针部位形成均匀良好的外观结构;织可穿技术可以一次完成一件服装的整体编织,不仅节省了原料,缩短了工序,而且提高了产品档次。
图3 Stoll CMS 340 TC - M电脑横机
2.3 休止编织技术
为了在横机上编织出立体等结构的织物,应该使持有线圈的某些织针暂时停止工作,待需要时再重新进入编织,这称之为休止编织或局部编织方法。在电脑横机上可以很容易地通过选针实现休止编织。而国内一些手摇横机生产厂商,通过对三角结构的改进和特殊设计,也实现了该功能。利用休止编织三角,可以在手摇横机上进行局部编织和持圈收放针的编织,形成三维立体结构等特殊结构和花式效应。
3 经编针织技术与
3.1 钢丝绳导纱梳栉横移机构
早期经编机的梳栉横移,是通过花链块控制的方式,变换花型必须重排链块。约20年前,多梳栉拉舍尔等机型的经编机开始采用了电子梳栉横移机构(SU机构),提高了经编机形成花纹的能力和生产能力。在ITMA 2003上,德国Karl Mayer公司展出了最新的钢丝绳导纱梳栉花边机,其工作原理如图4所示。
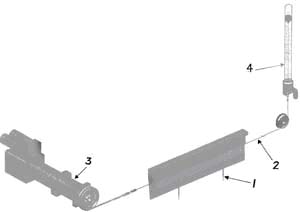
图4 Karl Mayer钢丝绳导纱梳栉花边机的工作原理
导纱针1联结在钢丝绳2上组成导纱梳栉,导纱梳栉上的导纱针可以互换。钢丝绳导纱梳栉穿入导纱支架内,最多可引入8根钢丝绳导纱梳栉。每一钢丝绳由计算机程序控制的伺服电机3 驱动进行横移,并通过空气压缩弹簧4进行复位。与以前的梳栉横移机构相比,钢丝绳导纱梳栉横移机构具有以下优点:
1)结构紧凑,占用空间少,有利于配置更多花纹梳栉;2)梳栉横移最大动程可达180 mm,累计横移针距数可从原来SU机构的47针增至170针,扩大了花型的范围;3)钢丝绳导纱梳栉的质量仅100 ~ 350 g,从而减少了横移惯量;4)可通过计算机花型准备系统对梳栉横移运动进行自由程序设计,导纱针定位精确;5)减少了上机调整时间,易于维护。
3.2 压电式贾卡导纱技术
随着电子控制贾卡技术的不断发展,Karl Mayer公司研制出了压电式贾卡装置。每一贾卡导纱针的两面各贴有压电陶瓷片,它们之间由玻璃纤维层隔离组成了贾卡导纱元件。当两侧的压电陶瓷加上计算机程序控制的正负电压信号后,会弯曲变形,使得贾卡导纱针向左或向右偏移。在贾卡导纱针左右两面都有定位块,这样可以保证精确的隔距。根据贾卡经编机的机号,压电贾卡元件可以组合成不同隔距的压电贾卡导纱针块,后者再组装成贾卡梳栉。压电式贾卡导纱技术彻底改变了贾卡装置需要通丝、移位针等繁杂部件的特点,使贾卡经编机提花部分的机构大大简化,速度有了很大的提高。而且与计算机辅助花型设计系统配合,可以加快贾卡经编织物的设计,简化上机工艺,缩短产品更新周期。
4 结语
目前,我国针织行业的技术水平及装备与国外先进水平相比尚有不小差距,怎样在引进吸收国外先进技术的基础上,提高自主研发能力和针织设备的国产化水平,是我们需要思考的问题和努力的方向。