
根据企业生产发展的需要,我公司于2001年及2003年先后购置了江苏宏源纺机股份有限公司生产的ASFA411A型粗纱机及HY491型粗纱机,现结合生产实际情况介绍如下。
ASFA411A型粗纱机的主电机通过三角皮带传动至主轴,又通过斜齿及圆弧齿同步带轮分别传动锭翼、牵伸罗拉、锥轮装置、差动机构,采用先进的可编程序控制器(PLC)及变频调速技术,对每落粗纱全过程进行自动控制。
HY491型机采用三电机传动,主电机传动锭翼和筒管恒速部分及牵伸部件,卷绕电机传动筒管变速部分,升降电机传动龙筋升降,筒管卷绕速度的合成由全封闭主传动箱完成,采用单片机控制对粗纱机纺纱全过程进行自动控制。
1 工艺配置
1.1配棉及熟条质量
CJ 14.6 tex和CJ 9.7 tex配棉主要技术指标见表1,熟条质量水平见表2。
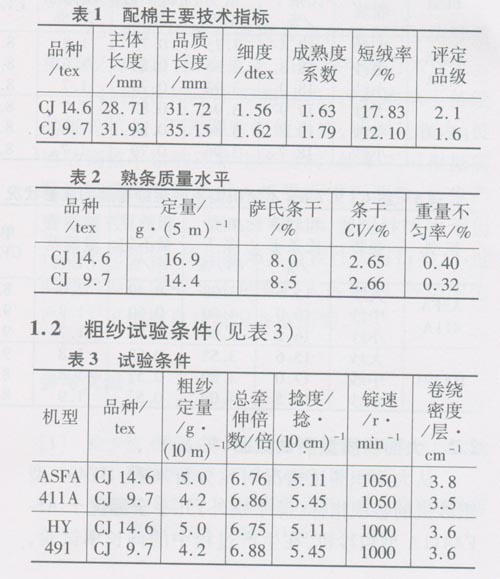
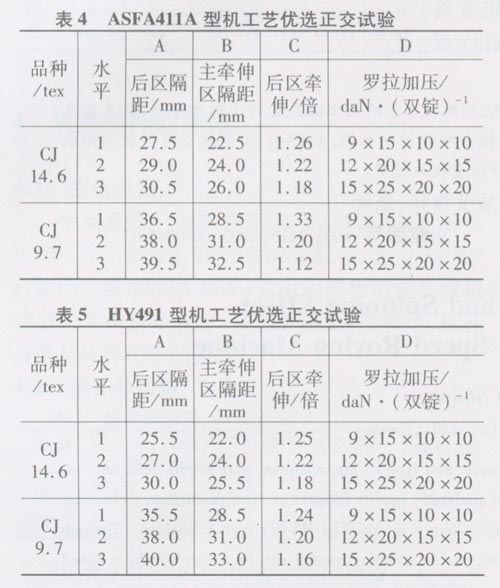
1.3粗纱工艺参数选择正交试验
对影响粗纱条干的四个主要因素:后区牵伸倍数、后区隔距、主牵伸区隔距以及加压压力进行四因素三水平正交试验,试验方案如表4、表5所示。
2粗纱主要技术质量指标测试
2.1固定供应同台试验
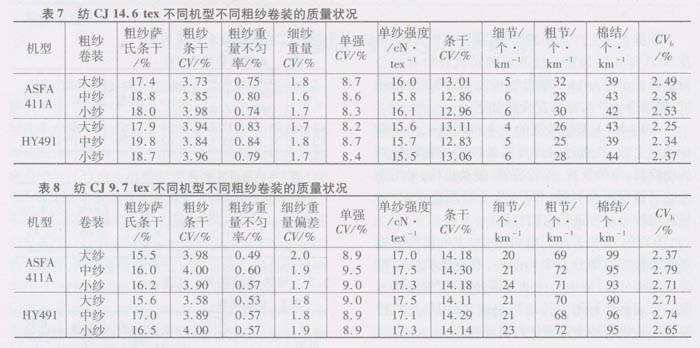
在熟条质量相对稳定的条件下,采用同台并条机供应熟条,粗纱机和细纱机固定锭号,在两种机型上对CJ14.5 tex、CJ 9.7 tex进行粗纱大、中、小纱三种卷装形式的跟踪试验。
试验条件:车间温度30℃,相对湿度58%,细纱机型FA507型,CJ 14.6 tex品种,细纱机前罗拉速度190 r/min,牵伸倍数38.44倍,细纱设计 捻系数412;CJ 9.7 tex品种,细纱机前罗拉速度150 r/min,牵伸倍数46.98倍,细纱设计捻系数424。
试验结果见表7、表8。从表7、表8数值可看出,大、中、小纱所纺成纱质量无显著差异。
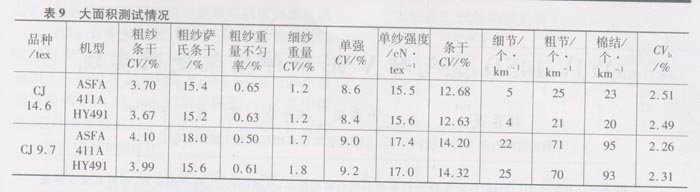
2.2大面积质量测试数据(见表9)
从大面积测试情况对比分析来看,HY491型粗纱机的各项指标(除个别外)几乎全部优于AS-FA411A型粗纱机,在生产过程中的伸长率试验,车速对质量指标的影响等试验也反映出HY491型机优于ASFA411A型机,说明HY491型机设计技术成熟,制造技术精良,基本上达到了一个新的高度。
2.3粗纱捻系数试验
两种机型都采用了变频调速对粗纱张力进行控制,基本上可达到恒张力纺纱效果,但AS-FA411A型机由于仍有锥轮,与HY491机型机相比效果较差。HY491型机采用前低后高配置,实现等导纱角纺纱,减少了前后排粗纱的张力差异,而ASFA411A型机则无此项改进。在生产运转过程中,我们发现粗纱的捻系数对粗纱的质量影响也较明显。为了便于对比分析,我们采用了三组同锭对比粗纱试验。只在ASFA411A型粗纱机进行了CJ14.6 tex品种的测试。试验条件:车间温度29.5 ℃,相对湿度53%,粗纱定量5.0 g/10m。测试结果见表10。
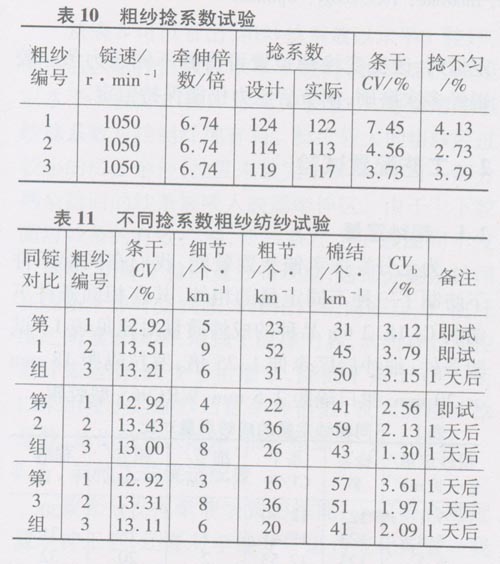
粗纱捻系数改变后,在细纱机上纺制CJ14.6tex的同锭对比数据见表11。试验条件:车间温度31℃,相对湿度58%,细纱机FA507型,细纱机前罗拉速度190 r/min,牵伸倍数38.44倍,细纱设计捻系数412。
从表10及表11捻系数变化来看,无论粗纱质量指标及主要成纱质量技术指标,过大捻系数(粗纱1)或过小捻系数(粗纱2)都不如适中捻系数(粗纱3),说明捻系数的确对纺纱质量有一定影响,这是我们在生产实际中也应考虑到的因素。
3 总结
(1)粗纱捻系数的选择对成纱质量有一定影响,今后应加强定量变化时捻系数选择的研究,这对纺制高质量的细号、特细号纱非常重要。
(2)两个品种的粗纱伸长率虽然未在本次试验中列表给出,但从大面积纺纱情况来看,因HY491型粗纱机采用了恒张力纺纱控制系统,若调整适当,其大、小纱及前、后排伸长差异率均可控制在0.5%以内,ASFA411A型亦可控制在0.7%以内。这说明两种粗纱机粗纱张力的变化是相对稳定的,因粗纱张力不当所造成的质量波动几率是非常小的。
(3)两种机型在速度较高的情况下,纺纱质量都较为稳定,断头很少,班产都可达万米以上。
(4)使用HY491型粗纱机,因其取消了传统的锥轮机构,工艺调整简便迅速,特别是张力、锭速的调整不影响正常生产运转,值车工可根据实际运转情况随时通过人机界面进行调整,使生产更趋可控、正常。而ASFA411A型粗纱机由于仍存在锥轮机构,使用起来其方便性大打折扣,不过两种机型在成本上还是有较大区别的,各纺织生产厂家可根据自身情况各取所需。