
0ЧАбд
УоЗФЯИЩДЛњЧЃЩьЛњЙЙЛњМўЗБЖрЃЌДгЧЃЩьЛњРэЗЖГыЗжЮіЃЌжївЊЪЧзїгУгкЧЃЩьаыЬѕЕФЮеГжСІгыЧЃЩьСІетвЛЖдСІЕФгаЙиЛњМўЃЌЦфадФмНЋЛсВЛЭЌГЬЖШЕигАЯьУоЩДжЪСПЁЃгыЮеГжСІгаЙиЕФИпЕЏадЕЭгВЖШБэУцВЛДІРэНКЙѕЕФбажЦПЊЗЂЖдЬсИпУоЩДжЪСПЗЂЛгСЫЛ§МЋзїгУЃЌЯрЖдЖјбдЃЌЖдгыЧЃЩьСІгаЙиЕФНКШІвдМАЩЯЯњЕФбаОПЙЄзїНЯЩйЃЌНќМИФъЖдЙЄГЬЕЏЛЩЩЯЯњЕФбаЪдЙЄзїе§дкж№ВНеЙПЊЃЌЖдЬсИпУоЩДжЪСПЗЂЛгСЫвЛЖЈзїгУЁЃ
ЮвУЧНЋS-lаЭФсСњздЖЏеХСІНКШІМм(МђГЦS-lаЭФсСњЩЯЯњ)дкCJ 9ЃЎ8 texЁЂCJ 14ЃЎ6 texЁЂCJ 18ЃЎ2texОЋЪсЦЗжжМАC 14ЃЎ6 texЁЂC 18ЃЎ2 texЦеЪсЦЗжжЩЯЗДИДНјааСЫЗФЩДЪдбщЃЌЗЂЯжУоЩДжЪСПЕУЕНУїЯдИФЩЦЁЃЯТУцЖдФсСњЩЯЯњЗФЩДЛњРэМАЗФЩДаЇЙћзївЛМђвЊЗжЮіЁЃ
1гАЯьЧЃЩьСІЕФгаЙивђЫи
е§ШЗДІРэКУЧЃЩьаыЬѕЕФЮеГжСІгыЧЃЩьСІЪЧе§ГЃЧЃЩьЁЂИФЩЦУоЩДжЪСПЗЧГЃживЊЕФзМдђЁЃЧЃЩьСІгыЧЃЩьЙЄвеЁЂЧЃЩьЛњМўгаЙиЃЌЖўепЯрЛЅзїгУгАЯьЧЃЩьСІЕФЗжВМЁЂДѓаЁМАЮШЖЈадЁЃ
НјШыЯИЩДЛњЩЯЁЂЯТНКШІаыЬѕЕФФэЛиЪ§ЃЌБфЫйЯЫЮЌЕФЪ§СПЁЂПьТ§ЁЂЧјМфЃЌТоРжааФОрвдМАЖдЧЃЩьаыЬѕЕФЮеГжОрЃЌЩЯЯњЧЏПкИєОрЕШЙЄвеЩшМЦЖМЛсгАЯьЧЃЩьСІЁЃетЪЧгАЯьЧЃЩьСІЕФФквђЃЌЪЧЧЃЩьЛњМўЮоЗЈШЁДњЕФЁЃЧЃЩьЛњМўжИЩЯЯњгыИєОрПщЁЂЯТЯњгыЦфеХСІМмЃЌЩЯЁЂЯТНКШІвдМАжаЩЯТоРЕШЃЌЦфЗФЩДадФмЁЂжЦдьОЋЖШЁЂФЭФЅЁЂПЩППадгыЮШЖЈадЕШЪЧгАЯьЧЃЩьСІЕФЭтвђЃЌЪЧЧЃЩьЙЄвеЮоЗЈЬцДњЕФЁЃСэЭтЃЌвЁМмМгбЙЕФНсЙЙЁЂадФмЕШЭЌЪБгАЯьЮеГжСІгыЧЃЩьСІЁЃ
ЩЯЯњЁЂЧЏПкИєОрПщЁЂЩЯНКШІгыжаЩЯТоРЫФИіЛњМўзщКЯдквЛЦ№ЃЌИїСуМўВЛЭЌЕФадФмМАЦфдкЪЙгУжаЕФзДЬЌЁЂИїИіСуМўжЎМфЕФВЛЭЌзщКЯЖМЛсгАЯьЧЃЩьСІЁЃЖдгкЪЙгУЭЌвЛжжНКШІЁЂжаЩЯТоРЃЌИФБфЩЯЯњЕФадФмЁЂНсЙЙЁЂВФжЪЁЂОЋЖШгыБэУцзДЬЌЕШЖМЛсгАЯьЧЃЩьСІвдМАУоЩДжЪСПЕФИФЩЦЧщПіЁЃ
2ЩЯНКШІеХСІгыУоЩДжЪСПЕФЙиЯЕ
гЩгкЩЯЯњЕФжЦдьОЋЖШЁЂБфаЮЁЂФЅЫ№ЁЂАВзАВЛСМвдМАЫќЖдЩЯНКШІдЫааЕФзшСІЃЌЩЯНКШІЕФжЦдьОЋЖШЁЂЩьГЄЁЂФЅЫ№ЕШвђЫиЃЌИїЖЇжЎМфЕФЩЯЯњгыЩЯНКШІзщКЯЃЌЦеБщДцдкЩЯНКШІеХСІгаВЛЭЌГЬЖШЕФВювьЁЃ
ЩЯНКШІеХСІЦЋаЁЃЌЪЙЩЯЁЂЯТНКШІжЎМфНгДЅМѕШѕЃЌДцдквЛЖЈЕФПеЯЖЃЌНЕЕЭСЫНКШІЖдаыЬѕЯЫЮЌЕФПижЦЃЌбЯжиЕФеХСІЫЩГкПЩЪЙЩЯНКШІЙЦ№ЃЌУоЩДВЈЦзЭМгаУїЯдЕФВЈЃЌЬѕИЩCVжЕЖёЛЏ1ЃЎ0ИіАйЗжЕузѓгвЁЃЩЯНКШІгыЩЯЯњЁЂжаЩЯТоРзщКЯКѓгУЪжжИзЊЖЏЩЯНКШІИаОѕЦЋНєЃЌвЛАуЛсЖёЛЏЬѕИЩCVжЕ0ЃЎ5ИіАйЗжЕузѓгвЃЌбЯжиЦЋНєЛсЪЙаыЬѕЧЃЩьВЛПЊЁАГігВЭЗЁБЃЌЮоЗЈе§ГЃдЫзЊЩњВњЁЃ
ЩЯНКШІдкЩЯЯњЩЯУцЕФеХСІФПЧАЩаЮоРэЯыЕФВтЪдвЧБэЃЌжЛПЩЭЈЙ§ЯТЪізЈЪдБэУїЩЯНКШІеХСІгыУоЩДжЪСПУмЧаЯрЙиЁЃНЋжаЩЯТоРгЩИжжЪИФЮЊжаНКЙѕЃЌжаНКЙѕЭтОЖЗжБ№ЮЊ25ЃЎ10 mmЁЂ25ЃЎ20 mmЁЂ25ЃЎ30 mmЁЂ25ЃЎ50 mmЃЌХфгУЯрЭЌЙцИёЕФЩЯНКШІЃЌЦфФкОЖЮЊ37 mmЃЌжмГЄЮЊ116ЃЎ239 mmЁЃ
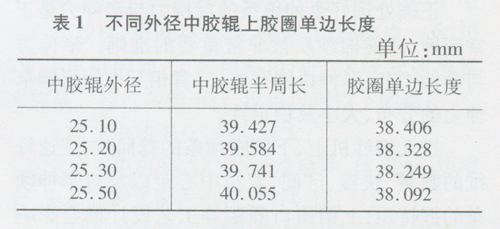
ЩЯНКШІдкжаНКЙѕЩЯУцЕФСНИіЧаЕужСЩЯЯњЧАЧЏПкЧАбиЕФОрРыГЦНКШІЕЅБпГЄЖШЁЃНќЫЦМЦЫуНКШІЕЅБпГЄЖШЮЊЃК(ЩЯНКШІФкжмГЄвЛжаНКЙѕАыжмГЄ)ЁТ2ЁЃВЛЭЌЭтОЖжаНКЙѕзДЬЌЯТНКШІЕЅБпГЄЖШМћБэ1ЁЃ
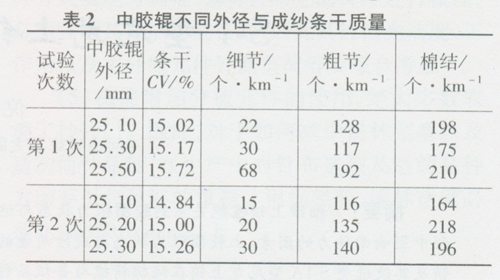
дкFA507аЭЯИЩДЛњ(ХфYJ2-142AаЭвЁМм)ЃЌЗФCJ 9ЃЎ8 texЦЗжжЃЌдкЭЌЖЇЭЌДжЩДЬѕМўЯТНјааВЛЭЌжБОЖжаНКЙѕЗФЩДЪдбщЃЌУПДЮИїЪдЗФ30ЖЇЃЌЦфЪдбщНсЙћМћБэ2ЁЃ
Бэ1ЁЂБэ2ЪдбщБэУїЃКЕБжаНКЙѕЭтОЖВювь0ЃЎ2mmЃЌЩЯНКШІЕЅБпГЄЖШВювь0ЃЎ157 mmЃЌЬѕИЩCVжЕЖёЛЏЧщПіЮЊЃКЕк1ДЮЪдбщD25ЃЎ50 mmжаНКЙѕБШD25ЃЎ30 mmжаНКЙѕИп0ЃЎ55ИіАйЗжЕуЃЌЕк2ДЮЪдбщD25ЃЎ30 mmжаНКЙѕБШD25ЃЎ10 mmжаНКЙѕИп0ЃЎ42ИіАйЗжЕуЁЃДгЩЯЪіЪдбщПЩвдПДГіЃЌЩЯНКШІеХСІЕФЫЩНєгыУоЩДжЪСПЕФЙиЯЕМШУмЧагжУєИаЁЃ
3 S-1аЭФсСњЩЯЯњЕФЬиЕуМАЗФЩДЪдбщ
ЙЄГЬЕЏЛЩЩЯЯњДгЭтаЮНсЙЙПДгыЦеЭЈЩЯЯњЮоЯджјВювьЃЌЦфЗФЩДадФмгыЩЯЯњЕФНсЙЙЁЂВФжЪЁЂжЦдьОЋЖШгыжЪСППижЦЕШвђЫигаЙиЁЃдкЩшМЦжЦдьS-1аЭФсСњЩЯЯњЪБЃЌЖдЦфИїЯюЗФЩДЙЄвеадФмзїСЫНЯДѓИФНјЃЌжївЊОпгаЯТЪіЬиЕуЁЃ
(1)ЮЊСЫИќКУЕиздЖЏЕїНкЩЯНКШІеХСІДІгкНЯМбзДЬЌЃЌЖдЕЏЛЩЩьЫѕеХСІгыЩьЫѕНсЙЙзіСЫНтЦЪЗжЮіЪдбщНјаагХЛЏЃЌЪЙЕУЗФЩДЙ§ГЬжаЩЯНКШІеХСІВЈЖЏКмаЁЁЃЮЊСЫФмГжОУЁЂЮШЖЈЕиздЖЏЕїНкЩЯНКШІеХСІЃЌЖдЕЏЛЩЩьЫѕадНјааСЫЪдбщгХбЁЁЃ
(2)ЖдЮеГжЧјНјаагХЛЏЩшМЦЃЌЪЙЧЃЩьСІЗжВМКЯРэЁЂдіЧПЁЂЮШЖЈЃЌПЩНЋЯЫЮЌБфЫйЕуЧАвЦЃЌВЂМЏжаЮШЖЈгкНЯаЁЕФБфЫйЧјМфЃЌНЕЕЭЧЃЩьИНМгВЛдШЁЃ
(3)ЮЊСЫНЕЕЭЩЯНКШІЛЌСяТЪЁЂЩЯЯТНКШІжЎМфдЫааЯпЫйЖШВювьЃЌЖдЩЯЯњЭтаЮМАМѕаЁЩЯНКШІдкЩЯЯњЧАЧЏПкЛизЊДІЕФдЫаазшСІзїСЫИФНјЁЃ
(4)ЮЊСЫМѕЩйФЅЫ№ЁЂБфаЮМАОВЕчЕФВњЩњЃЌВЩгУНјПкИпЧПЖШЬМЯЫФсСњИДКЯВФСЯЃЌМгШыКЯРэХфБШЕФПЙОВЕчМСЁЃ
(5)жЦдьжаЖдФЃОпЁЂВФСЯЁЂзЂЫмЁЂжЦдьОЋЖШЁЂБэУцадФмвдМАЕЏЛЩжЦдьЙЄвеЕШМгЧПжЪСППижЦЁЃ
дкФсСњЩЯЯњЕФЗДИДИФНјбаЪдЙ§ГЬжаЃЌЦфЗФЩДЙЄвеадФмжївЊЗжСНИіНзЖЮЃЌЕквЛНзЖЮФсСњЩЯЯњГЦЮЊS-1аЭЃЌЕкЖўНзЖЮГЦЮЊS-1AаЭЁЃ
3ЃЎ1 S-lаЭФсСњЩЯЯњЗФЩДЪдбщ
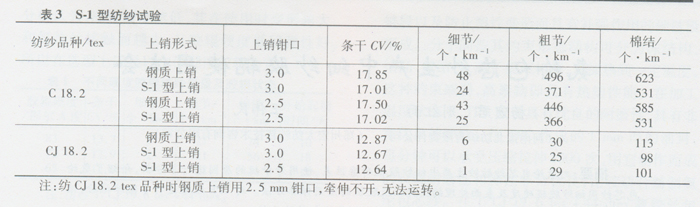
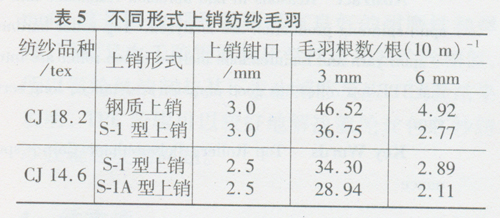
S-1аЭФсСњЩЯЯњдкЕЏЛЩвЁМмМгбЙЛњЬЈЩЯЗФжЦC 18ЃЎ2 texЩДЃЌгкЦјЖЏвЁМмМгбЙЛњЬЈЩЯЗФжЦCJ18ЃЎ2 texЩДЃЌЪдбщ8ДЮЃЌC 18ЃЎ2 texКЭCJ 18ЃЎ2 texГЩЩДжЪСПжИБъЦНОљжЕМћБэ3ЁЃ
Бэ3ЪдбщБэУїЃК
(1)S-1аЭФсСњЩЯЯњБШдгУИжжЪЩЯЯњФмНЕЕЭЬѕИЩCVжЕЃЌC 18ЃЎ2 texЦЗжжНЕЕЭ0ЃЎ5ЁЋ0ЃЎ8ИіАйЗжЕуЃЌCJ 18ЃЎ2 texЦЗжжНЕЕЭ0ЃЎ2ИіАйЗжЕуЃЌЧвНЕЕЭЯИНкаЇЙћУїЯдЁЃ
(2)S-1аЭФсСњЩЯЯњЖдЧЏПкЕФЪЪгІадНЯКУЃЌЩЯЯњЧЏПкдк2ЃЎ5 mmЁЂ3ЃЎ0 mmЪБЬѕИЩЮЊЭЌвЛЫЎЦНЁЃетвЛЧщПіЛЙгаД§ЩюШыбаОПЃЌПЩФмЪЧS-1аЭФсСњЩЯЯњЕФЧЃЩьСІЗжВМЁЂЮШЖЈадЕШадФмНЯКЯРэЁЃ
3ЃЎ2 S-1AаЭФсСњЩЯЯњЗФЩДЪдбщ
ЪдбщЛњаЭЮЊFA507аЭЯИЩДЛњЃЌХфгУSD-DA2122PаЭЦјЖЏвЁМмМгбЙЧЃЩьЛњЙЙЁЃЩЯЯњЧЏПк2ЃЎ5 mmЁЃХфгУWRA-MD60аЭЩЯШІ(D37 mmЁС0ЃЎ85 mmЁС28 mm)ЃЌWRA-0105аЭЯТШІ(D83 mmЁС1ЃЎ0 mmЁС30 mm)ЃЌЩЯЁЂЯТНКШІЧЏПк0ЃЎ65 mmЃЌВЂХфжУжаНКЙѕЁЃНЋS-1аЭгыS-1AаЭЩЯЯњдкCJ 14ЃЎ6texЁЂCJ 9ЃЎ8 texгыC 14ЃЎ6 texЦЗжжЩЯНјааЗФЩДЖдБШЪдбщЃЌНсЙћМћБэ4ЁЃ
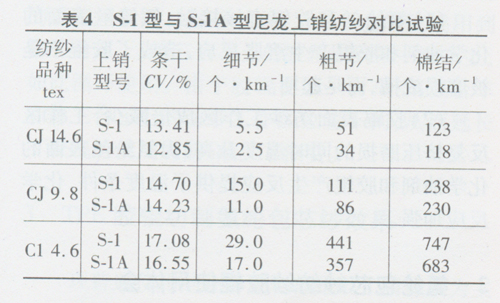
Бэ4БэУїЃКS-1AаЭФсСњЩЯЯњБШS-1аЭФсСњЩЯЯњНЕЕЭЬѕИЩCVжЕ0ЃЎ5ИіАйЗжЕузѓгвЃЌЯИНкМѕЩй30ЃЅЁЋ50ЃЅЃЌДжНкМѕЩй20ЃЅЁЋ30ЃЅЃЌаЇЙћЯджјЃЌдкЕЏЛЩвЁМмМгбЙЛњЬЈЗФЩДаЇЙћЯрЭЌЁЃ
3ЃЎ3 S-1аЭЁЂS-1AаЭФсСњЩЯЯњГЩЩДУЋг№Ъдбщ
НЋдгУИжжЪЩЯЯњЁЂS-1аЭФсСњЩЯЯњгыS-1AаЭФсСњЩЯЯњНјааЗФЩДУЋг№ЖдБШЃЌНсЙћМћБэ5ЁЃ
Бэ5БэУїЃК
(1)S-1аЭФсСњЩЯЯњБШИжжЪЩЯЯњдкНКШІдЫааЮШЖЈадЁЂШѓЛЌадЗНУцНЯКУЃЌПЩМѕаЁЩЯЯТНКШІдЫааЯпЫйЖШВювьЃЌНЋЩЯЯТНКШІЖдаыЬѕЩЯЯТВуЯЫЮЌДъЖЏЁЂЗжВуЕФИКУцаЇгІНЕЕЭЃЛЧЏПкДІгыжаКѓВПФІВССІНчЗжВМКЯРэЁЂдіЧПЃЌгаРћгкЖдЯЫЮЌЕФПижЦЃЌПЩНЕЕЭУоЩДУЋг№21ЃЅЁЋ44ЃЅЁЃ
(2)S-1AаЭФсСњЩЯЯњдкS-1аЭФсСњЩЯЯњЛљДЁЩЯНјааСЫгХЛЏИФНјЃЌГ§ИФЩЦЬѕИЩЭтЃЌгжПЩНјвЛВННЕЕЭУЋг№Ъ§15ЃЅЁЋ27ЃЅЁЃ
4НсЪјгя
ФсСњЩЯЯњдкЕїНкЩЯНКШІеХСІЁЂЯЫЮЌЮеГжЧјЁЂМѕЩйНКШІдЫаазшСІЕШЗНУцНјааСЫгХЛЏИФНјЃЌОЗФЩДЪдбщЃЌЖдИФЩЦОЋЪсЩДМАЦеЪсЩДЦЗжжЕФГЩЩДЬѕИЩМАМѕЩйУЋг№ОпгаЯджјаЇЙћЃЌгаРћгкГЩЩДжЪСПЕФЮШЖЈЁЃ