
并条机牵伸区中牵伸工艺的设置对生条质量及成纱质量产生决定性的作用,准确设定生条牵伸工艺是进一步优化并条机性能、提高生条质量乃至最终产品质量的必要条件。
设置牵伸工艺时,纤维之间的相对运动要尽可能一致,以克服它们之间的粘附摩擦力。纤维长度大于两对罗拉组成的握持钳口时,则会产生以下弊病:首先,当纤维被两个罗拉同时握持时纤维会断裂;其次,如果纤维能够承受拉力,则纤维会被拉出握持线,从而拖动邻近的其他纤维,这将导致纤维成束而产生不匀。另一方面,如果并条隔距远大于纤维长度,则纤维为浮游纤维,从而导致不匀增加。因此,并条隔距必须优化。并条隔距取决于纤维的长度,准确的纤维长度信息将会使并条隔距的设置更为准确。
通常情况下,并条隔距要根据纤维的手扯长度来调节。随着纤维检测技术及检测仪器的发展(比如Baer纤维长度分析器、Suter棉网纤维长度分析仪都可以给出纤维长度及其分布情况),仪器检测所获得的数据已经非常接近于手扯方法测出的长度数据,甚至有效长度或相似的参数都可以转换成图像,用于设备上工艺设置之依据。
这些先进的测量纤维长度以及相关参数(比如离差、短纤维含量等)测试技术是建立在科学的原理以及快速和远离主观错误基础上的。复杂的计算机管理的纤维长度检测系统的进一步发展(比如AFIS测试仪及HVI测试仪),已将这些技术用于设定两牵伸罗拉之间的隔距。随着HVI和数字式Fibrograph的大量使用,根据HVI和Fibrograph测出的2.5%跨距长度来设定钳口隔距已成为一种趋势。2.5%跨距长度的测量偏向于长纤维,因为没有考虑非常短的纤维,因此不能给出纤维长度的准确信息。由于纤维特性包含有长度变异参数,因此,准确的纤维长度信息只有通过测量单纤维的长度来获得,这就可以借助于AFIS测试仪。该仪器的测试原理是测试单根纤维径向的长度。
本文对比分析了分别采用AFIS测量的纤维长度和用HVI测量的纤维长度设置并条隔距对成纱性能的影响,认为前者更为理想。更深一步的研究内容为通过对织物性能的对比,判定采用哪种测试方法测试的纤维长度来设置并条隔距更为准确。
1材料和方法
为了探讨并条隔距对成纱质量的影响,分别采用LAR、ANKUR、70%LRA和30%ANKUR、30%LRA和70% ANKUK、50%LRA和50%ANKUR的配棉比例纺纱,并用AFIS和HVI测试仪测试了纤维的性能。纺纱号数均为19.6 tex,捻度为978.9捻/m。为了探讨并条隔距对织物性能的影响,采用不同隔距生产的纱线用作织物的纬纱,而保持所有织物样本的经纱相同。为了观察并条隔距对纱线和织物性能的影响,测试了纱线的U值、品质指标、单纱强力和毛羽,同时也测试了织物的纬向拉伸强力和纬向撕裂强力。
2结果和讨论
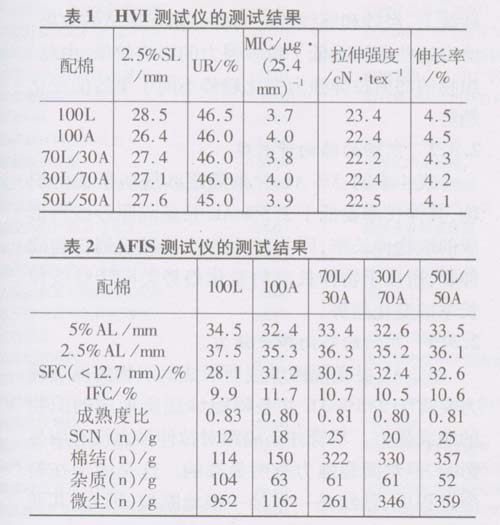
本文中的缩略语解释:SL指纤维的跨距长度;AL指用AFIS测试的纤维长度;A指ANKUR棉纤维;L指LRA棉纤维;UR指纤维的整齐度比;MIC指马克隆值;IFC指未成熟纤维含量;SCN指棉籽壳数;SFC指短纤维含量;RKM指断裂长度;IPI指纱疵仪所测的纱疵总数。
2.1 纤维性能
用AFIS仪和HVI仪测试的纤维性能指标见表1、表2。从表1、表2中可以明显看出:2.5%AL给出的纤维长度值较大,其次为5%AL长度值,再次为2.5%SL长度值。
2.2纱线性能
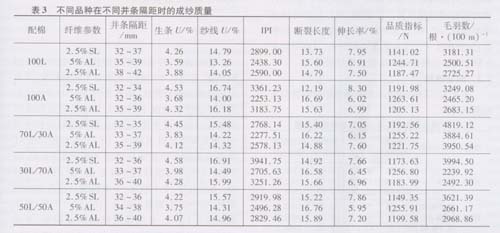
表3为不同品种在不同并条隔距时成纱质量的测试结果。从表3可以看出:5%AL并条隔距生产的不同混纺比例的棉条的U值均低于2.5%AL并条隔距生产的棉条的U值。有关人士曾证明:生条的不匀取决于纤维彼此之间滑移的方式,纤维的运动取决于并条隔距。如果并条隔距小,纤维有可能断裂;另一方面,如果并条隔距足够大,则纤维成为浮游纤维。因此,为了准确控制纤维的运动,必须优选并条隔距,从而使成纱的U值降低。采用5%AL的并条隔距有可能是优化了的并条隔距。
2.2.1 纱线的U值
如果粗纱机和细纱机上的所有参数保持不变,纱线的U值取决于生条和粗纱条的U值。从这一点可以看出,采用5%AL并条隔距生产的熟条较低的U值可使不同品种纱线的U值较低。
2.2.2千米纱疵
千米纱疵是千米细节、千米粗节和千米棉结的总称。千米纱疵与纱线U值的变化趋向相同。由于纱疵是因对纤维缺乏有效控制而形成的,有可能在5%AL并条隔距时对纤维运动的控制要好于用2.5%AL并条隔距时对纤维运动的控制,由此所产生的纱疵也要少。
2.2.3纱线的断裂长度
随着并条隔距的增大,观察得到的纱线断裂长度的变化趋势如下:2.5%SL<2.5%AL<5%AL。大家都知道,纱线总是在最弱处断裂,用5%AL并条隔距下熟条较低的U值和较少的千米纱疵可使纱线的断裂长度提高。其原因可能是因为毛羽减少所致。由于纱线毛羽少,纱线截面内几乎所有的纤维都承担纱线强力负荷;相反,多毛羽的纱线由于伸出纱线主体的纤维多,这部分纤维对纱线强力不起作用,因此这种纱线的断裂长度值就小。同样,在5%AL并条隔距时较高的断裂长度值的原因也许可以归结为5%AL并条隔距时伸直的纤维多,对纤维长度有所作用而使纱线强力增加,这也导致断裂长度值高。
2.2.4纱线的伸长率
从表3可以看出:采用5%AL并条隔距纺制的纱线的伸长率要低于采用2.5%AL并条隔距纺制纱线的伸长率。5%AL并条隔距时伸长率较低的原因是伸直纤维多,所以纤维之间的接触面积增大,纤维之间的摩擦力也增大,从而阻止了纤维之间的相对滑移,导致伸长率降低。
2.2.5纱线的品质指标
纱线的品质指标与纱线的拉伸强力性能相关联,它与纱线的断裂长度值变化趋势相同。
2.2.6毛羽分析
从表3可以看出:5%AL并条隔距生产的纱线毛羽数量较低,其原因是在这种设置下纤维伸直度较好,更多的纤维贴伏在纱条中,加捻过程中被束缚在纱线主干上,从而导致纱线毛羽减少。2.5%AL、5%AL并条隔距时的毛羽值低于2.5%SL并条隔距时的毛羽值,这是因为2.5%SL并条隔距时纤维两端被紧紧握持。有关人士指出,纤维两端被同时握持易产生断裂,但是如果纤维能承受住拉力作用,则这些纤维可能被拉出罗拉钳口,从而扰乱了纤维在熟条中的分布,这将导致在2.5%SL并条隔距时产生更多的纱线毛羽。
2.3织物性能
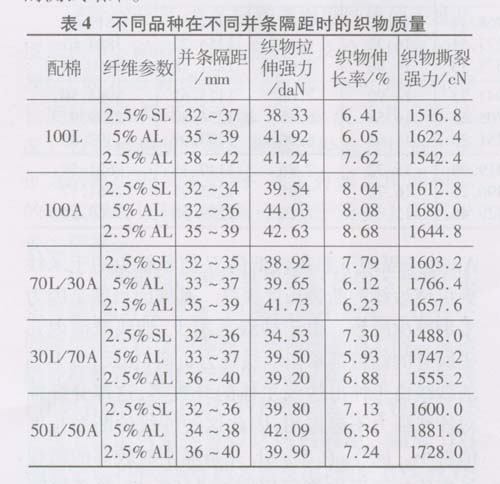
表4为不同品种在不同并条隔距时织物质量的测试结果。
2.3.1 织物的纬向拉伸强力
从表4可以看出:并条隔距对织物拉伸性能的影响很小,拉伸强力没有很明显的变化趋势。这是因为在拉伸试验中,拉力被同时作用于所有纱线上,经纱和纬线纱之间也有相互接结的效果,所有这些原因降低了单纱强力的影响效果,由此,织物的纬向拉伸强力变化趋势不同于单纱的变化趋势。
2.3.2织物的纬向伸长率
表4表明:5%AL并条隔距纱线所形成的织物,其伸长率要低于2.5%AL并条隔距纱线所形成的织物伸长率,因为纱线的伸长影响到织物的伸长,所以织物伸长率的变化趋势类同于纱线伸长率的变化趋势。
2.3.3 织物的纬向撕裂强力
5%AL并条隔距纱线所形成的织物的撕裂强力要高于2.5%AL并条隔距纱线所形成的织物的撕裂强力。尽管并条隔距对拉伸强力没有明显影响,但对撕裂强力有明显影响。这是因为在撕裂过程中,纱线是一根接一根地断裂,因此,其变化趋势类同于断裂长度。
3 结论
简而言之,并条隔距对纱线和织物性能的影响明显,通过在不同的工艺设置下纺制纱线,并对其成纱质量进行测试,结果表明:5%AL并条隔距时几乎在所有情况下都比2.5%AL并条隔距可获得较好的纱线质量,进而反映到较好的织物质量,由此可得出以下结论。(1)纱线性能:5%AL并条隔距时几乎在所有情况下都比2.5%AL和2.5%SL可获得较好的纱线U值、较少的千米纱疵(千米细节、千米粗节、千米棉结)、较高的品质指标、较少的毛羽数。另外,对比2.5%AL并条隔距和2.5%SL并条隔距时的纱线质量,发现2.5%AL并条隔距可获得较好的纱线质量。(2)织物性能:通过对比织物纬向的性能,认为采用5%AL并条隔距纺制纱线的织物,其撕裂强力增加,伸长率降低,而并条隔距对织物的拉伸强力无明显影响。