
苎麻纤维具有天然的抗菌和抑菌功能,在种植时不需要施加农药和杀虫剂,属于纯天然的环保纤维。苎麻纤维还具有一定的保健功能,如舒适、抗紫外线和防静电等,其织物具有挺爽透气、吸放湿快、布面富有光泽等特点,是深受消费者青昧的绿色产品,尤其在欧美日纺织品市场上更是十分受欢迎的产品。然而生产苎麻织物有一定的难度,其关键在于浆纱工艺。
1苎麻纱的浆纱目的
目前,市场上的苎麻纱一般都经过复精梳,且纱支较高,其纱线条干好,强度高,强力不匀也较低,且湿强高于干强20%~30%左右,断裂伸长率小,弹性回复率低。由于苎麻纤维的初始模量高,刚性大,同时纤维粗而长,纱线截面的纤维根数少,在成纱过程中纤维转移频率低,故苎麻纱最大的不足是纱线的毛羽长而多、长而硬。因此苎麻纱的浆纱目的主要是充分软化、贴伏长而多、长而硬的毛羽,提高浆纱的平滑性、柔韧性,增强浆纱的耐磨性能。否则在织造过程中,经纱易在停经片处堆积,尤其是靠近综丝的前排停经片处,会造成几根或多根经纱缠结,最终导致大量经纱断头而无法织造。
2合理确定浆纱工艺
对于苎麻纱的上浆,有的厂家采用“小张力,保伸长;重被覆,贴毛羽;大回潮,中上浆”的工艺路线,也有的厂家采用“高浓度,中粘度;双浸浆,重浸透;重加压,贴毛羽;大张力,低回潮;高上浆,后上油”的工艺路线。我们经过认真的总结分析和反复实践,最终确定了“浆前预湿,高浓高压,重被覆,颐渗透,大张力,中回潮,浆后上油”的上浆工艺路线,有效地贴伏了苎麻纱的长而多、长而硬的毛羽,增强了浆纱的耐磨强度,提高了织造效率(达93%以上),同时降低了上浆率及浆纱成本,提高了产品的市场竞争能力。
2.1 浆前预湿
浆前预湿是在经轴架与浆槽间装上一预湿装置,经纱在进入浆槽浸浆前,先经过预湿装置高温(一般采片85℃以上的水)预湿,再经过一对挤压辊(85~90 kN)来控制经纱的回潮率(30%左右),并可软化贴伏毛羽.
经过分析,经纱经过浆前预湿后,降低了纱线的表面张力,缩小了经纱与浆液间的温差,留存的水分排陌了纱线内部的空气,并作为浆液渗透和扩散的媒体,从而缩短了浆液润湿纱线的时间,有利于浆液的均匀被覆和渗透,使浆液在纱线中的分布更趋合理化。
浆前预湿的高温和挤压可以使苎麻纱的长而多、长而硬的毛羽软化并贴伏,有利于卜一步浆液的被覆,形成完整的浆膜,大大降低了浆纱的毛羽。苎麻纱的湿强高于干强20%~30%,这使预湿上浆工艺更加适合苎麻纱,有利于浆纱伸长的控制。
对纯苎麻织物63”21s×21s70×56进行预湿上浆实验,其浆纱质量与不预湿浆纱相比结果如表1。
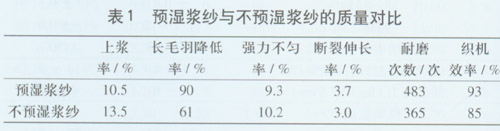
表1实验数据表明,预湿上浆在上浆率降低的同时明显改善了浆纱质量.大幅度降低了浆纱毛羽.提高了浆纱的耐磨强度,一定程度上保持了浆纱的弹性,另外还改善了浆纱强力不匀。
预湿上浆后浆纱上浆率降低了20%左右,这不仅降低了浆纱的成本,而且降低了织造车间对温湿度的要求,同样也即降低了织造成本,从而提高了产品的市场竞争能力。这是因为如果上浆率高,织造车间的温湿度要求高,温度达25℃以上,湿度达80%以上,就会增加空调负荷,否则浆纱易发脆,断头增加。
2.2高压高浓,重被覆,顾渗透
“两高一低”是已经成熟了的上浆工艺,许多厂家都在采用,要想使苎麻纱长而多、长而硬的毛羽贴伏,没有足够的上浆率是很难办到的。要达到一定的上浆率,则必须要求浆液有足够的浓度。同时由于苎麻纤维刚性大,要使毛羽贴紧纱身,还需要有较大的外力作用于纱线上。
良好的被覆需要良好的渗透作为基础。对于刚度大、表面光滑且强而粗的苎麻纱线,其纤维抱合力差,纱线截面中纤维根数少,受到拉伸时易产生滑移,特别是当长毛羽受到拉伸时,很可能带动整根纤维从纱线中拉出,而渗透的浆液可有效防止纱线内部纤维的滑移,提高纱线纤维的抱合力,可见浆液的渗透是很重要的。
所以我们采用了双浸双重压的工艺,有效地降低了苎麻浆纱的毛羽,提高了纱线的强力。当然,在外力撤消以后,要使贴伏的毛羽不反弹,浆液粘度需要适当增加,浆纱压出回潮率不能太高,一般要小于100%为好。
2.3大张力,中回潮
由于苎麻纱的刚性大、强力大,且湿强高于干强,小张力上浆会影响浆纱的卷绕形状及卷绕密度,最终影响织造的顺利进行,小张力还不利于干、湿分绞,尤其是干分绞。
浆纱回潮率不宜太大,因为苎麻纱的上浆率一般较高,浆液的粘附性强,如回潮率过大,则浆纱易粘并,浆膜的撕裂程度大,尤其在干分绞时坏纱现象更为严重;浆纱回潮率也不宜太小,否则会影响浆纱强度,因为苎麻纱的湿强高于干强,如果浆纱回潮率太小,织造车间的温湿度要求高,会增加空调负荷。一般浆纱回潮率控制在6%~8%为宜。
2.4后上油
苎麻纱线刚度大,弹性差,其表面摩擦系数大。为了提高其耐磨性能,我们还采用了后上油的工艺,并用动物油代替蜡,这不仅有效地降低了浆纱表面摩擦系数,提高了苎麻纱的平滑性,而且可以有效解决上蜡对织物后整理,尤其是印染整理的不良影响,同时还防止了过量蜡在停经片处聚集现象。
3浆料配方的优选
为了适应“高压高浓”的上浆工艺要求,同时保证一定的浆液粘度,更好地贴伏苎麻纱长而多、长而硬的毛羽,采用的浆液配方如表2。
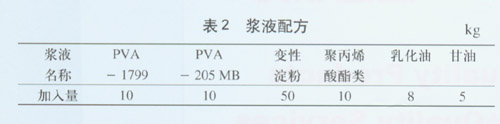
PVA一1799具有粘度稳定、粘附性好、浆膜强度高、弹性好、耐磨性强等特点,有利于贴伏苎麻纱毛羽,但用PVA一1799上浆的纱线粘并现象严重,退浆困难,环境污染大。实践中加入了PVA一205 MB、聚丙烯酸酯类浆料,有效地改善了浆纱的粘并现象,减少了二次毛羽,同时使得浆纱退浆容易。
在浆料配方中,我们还尽可能多用变性淀粉替代PVA,减少PVA的用量,从而达到绿色卜浆的目的。另外,在配方中增加了乳化油的用量,用来改善苎麻纱的柔软韧性,采用甘油来增加浆纱的吸湿性能,以降低织造车间对温湿度的要求。
4结论
1)纯苎麻纱浆纱的目的主要是贴伏其长而多、长而硬的毛羽,增强浆纱的耐磨性能。2)预湿上浆工艺适用于苎麻纱线,在降低上浆率的同时可有效贴伏纱线的毛羽。3)PVA—l799:PVA一205MB=l∶1可以有效地改善PVA的上浆性能,减少纱线毛羽,形成完整浆膜,同时可使退浆容易。4)对苎麻纱上浆,采用乳化油、甘油的量要加大,可以改善纱的柔韧性和吸湿性。5)上浆率的降低不仅可以降低浆纱成本,而且可以降低织造车间的空调负荷,减小织造成本,从而提高产品的市场竞争能力。