
推荐道夫速度见表2-3-26

道夫速度和生条定量是决定梳棉机生条质量和产量的重要参数。新型梳棉机由于针布及各部分机件性能良好,既能加重定量,又能以较高的道夫转速运转。在充分发挥其高速性能的同时还应兼顾到剥棉作用、棉网成条过程和圈条器的运转情况,使各部分都能协调工作。
1.高产梳棉机常采用加重生条定量和加大棉网张力牵伸的办法,完善剥取作用,相应地加快了出条速度。
2.纺一般棉型化纤,可以采用高于纯棉的道夫转速。对于可纺性较差的化纤及中长化纤等,道夫速度宜较低。
3.小直径道夫的转速按实际尺寸比例增加,如日本CKW型和英国MKSC、MKSD型等。
(二)锡林和刺辊速度
常用锡林和刺辊转速见表2—3—27。
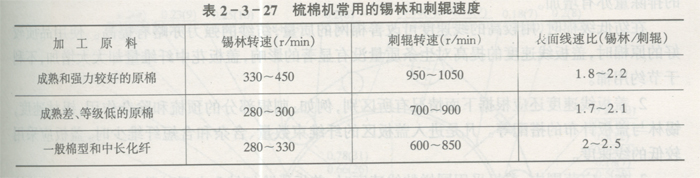
1.锡林的转速对全机分梳起主导作用,锡林转速高,分梳、转移能力强,有利于提高产品的质量。
2.刺辊的转速与梳棉机的预梳程度及后车肚气流、落棉性状有关。刺辊转速过高,容易引起纤维损伤,落棉控制也比较复杂。
3.锡林与刺辊的表面线速比影响纤维自刺辊向锡林的转移,纺棉时速比宜在1.7~2.0或以上;纺化纤时宜在2.0以上;纺中长化纤时比值还应再高。在确定锡林、刺辊转速时还应考虑梳棉机的机械状态。
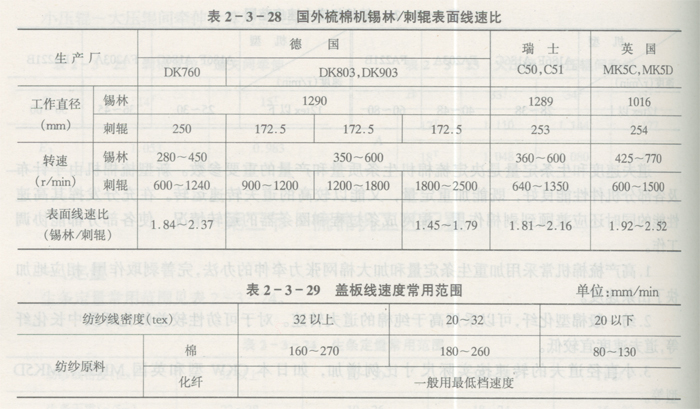
部分国外梳棉机的锡林和刺辊转速见表2—3—28,其特点是锡林与刺辊的表面线速比多数较高。
(三)盖板线速度
盖板线速度随梳棉机机型和加工原料而定,见表2—3—29。
1.传统梳棉机盖板线速度高时,盖板针面上纤维量减少,每根盖板花的重量就较轻,但单位时间内盖板花的总量增加。虽盖板花的含杂率降低,而总的除杂率稍有增加,盖板花中纤维的排除量亦有增加。
在纺低级棉时,用较高的线速度可改善棉网的质量,纺纱的强力亦略有提高。使用品质较好的原棉时,盖板线速度的提高对生条质量没有显著的影响,盖板花中纤维量却大大增加,不利于节约用棉。
2.盖板线速度还应根据下面情况有所区别,例如:刺辊部分的预梳和除杂作用,锡林速度,锡林与盖板针布的搭配等。凡是进入盖板区的纤维束数量、含杂和含短纤维少时,盖板应采用较低的线速度。
3.在一定范围内,盖板采用同样的线速度时,盖板排除短绒和杂质的数量,随后车肚的落棉情况而改变。后落棉多、盖板排除就少。
4.生产上采用的盖板线速度是否恰当,可以通过试验观察棉网的质量是否符合要求以及盖板花的外形结构和含杂情况来确定。盖板花中应只含少量的束状纤维,两块盖板之间应很少有较长的搭桥纤维(FA203A型和FA221B型等高产梳棉机的盖板是反向回转,盖板花由盖板刷辊刷下,吸风吸走,观察盖板花情况需把罩子打开)。
5.盖板反转时,其速度可比传统正转时慢一些,以节约用棉。
6.纺化纤时,原料中仅含少量的束状纤维疵点(并丝、粘连丝和硬丝),并且短纤维容易在盖板花中排除,因此盖板线速度应比纺棉低得多。