
1 多层胶辊应用分析
1.1 不同硬度和结构的多层胶辊纺同品种纱
在其他纺纱条件相同的情况下(机型:FA 506前档胶辊加压16kg/双锭),所纺T/C 50/50 19.tex成纱的Uster条干CV%值见表1:
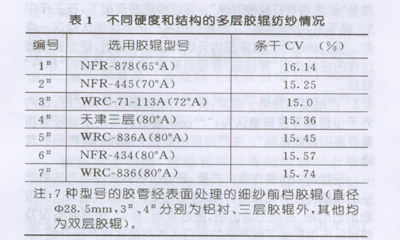
从试验结果看,l#的成纱条干CV%值最差。上车观察发现,l。的胶辊因力口压过大,导致胶辊呈椭圆形运动,使条干水平恶化,将其前档力口压调到12kg/双锭后,上述情况消失,成纱条干CV%值为15.13%。3#的铝衬胶辊由于内层为铝管,抗压强度好,不易变形,所以外层胶管纺纱性能得以充分发挥,有利于纺纱质量的提高。在相同硬度的胶辊中。
4。的成纱条干CV%值最佳。
1.2 同硬度的多层胶辊纺同品种纱
使用上述试验中相同硬度(80~A)的4#一7#胶辊,在相同工艺下纺制6个品种纱,Uster条干CV%值见表2(机型:FA506)。
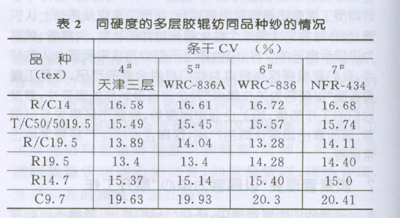
从试验结果和运转挡车工信息反馈来看,在这4种胶辊中,4#的三层胶辊不仅适纺性能强,而且在纺制品种测试中成纱条干GM%值最稳定;5#的胶辊适纺性能强,在纺制品种测试中成纱条干CV%值稳定且数值居中,挡车工反映生活好做;6#的胶辊适纺性中等偏下,不同品种测试中GV%值波动大,挡车工反映纱线断头后,易出现绕花现象;7#的胶辊适纺性能强,挡车工反映生活好做.但在不同品种测试中CV%值波动大。
1.3 不同工艺配置纺C 9.7 tex纱的对比试验
在其他纺纱条件相同的情况下,使用2#双层胶辊(70~A,中28.5 mm)采用不同工艺配置纺C 9.7tex纱,Uster条干CV%值见表3(机型:FA 506)。
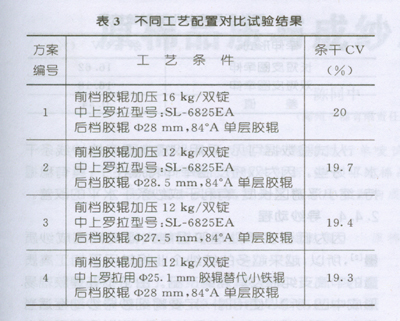
由此可见,对同一规格的前胶辊,合理选配胶辊力口压和中上罗拉、后胶辊规格,以不同的工艺配置改善成纱条干水平,这对更好地利用胶辊,降低成本具有一定的积极作用。
1.4 国内外铝衬胶辊、国产不处理和处理双层胶辊的对比试验
在其他纺纱条件相同的情况下,选用l。国产不处理双层胶辊(68度A,直径28 mm)和2国产处理双层胶辊(68度A,直径28 mm)、3国产不处理铝衬胶辊(70度A,直径28 mm)和4Armstrong不处理铝衬胶辊(70度A,直径28 mm)纺JC 9.7tex纱的条干CV%值见表4(机型:A512):
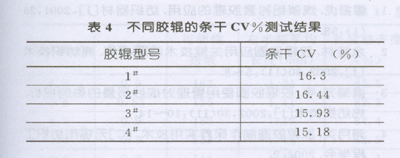
由表4可知,使用铝衬胶辊的成纱质量好于使用全丁腈橡胶层的胶辊的成纱质量;国外铝衬胶辊纺纱性能优于国产铝衬胶辊,不仅成纱条干好,而且运转挡车工反映:纱线断头后,Armstrong不处理铝衬胶辊绕花现象明显少于国产不处理双层胶辊;国产不处理胶辊在改善成纱条干水平和提高成纱质量上发挥的作用优于国产处理胶辊。
2 多层胶辊应用中的注意事项
2.1 选型
从胶辊的结构看,多层胶辊是是在分析传统单层胶辊纺纱性能存在不足的基础上,根据胶管各部分所起的作用而设计制作的,主要包括:铝衬、双层和三层胶辊。双层胶辊和三层胶辊都是根据构成胶管的丁腈橡胶层数而命名的。铝衬胶辊从结构上说,也应属于双层胶辊中特殊的一类,只是因其内层是铝管而得名。在实际应用中,按不同产地和规格的胶管的纺纱性能,合理选择并应用好胶辊,充分发挥各自优势,稳定成纱质量,降低成本是十分重要的环节。
2.1.1 铝衬胶辊的选用
铝衬胶辊由于是采用o mm套差的过盈配合,比铁壳的包覆更紧固;比采用1 mm小套差过盈配合的双层、三层胶辊,具有更好的抗蠕变性和抗压性能,上车后脱壳现象少,成纱质量稳定(1.1项和1.2项试验可说明)。其外层胶管硬度低,多用于纺中高支纱;制作过程简便,但价格和制作精度最高。
2.1.2 双层胶辊的选用
双层胶辊以胶管结构中不同层所起作用来选配二种不同硬度的丁腈橡胶层,以解决脱壳问题,有利于提高成纱条干水平;又因外层胶管硬度可变化范围大,制作简单,适纺品种广,价格适中,成为目前国内多层胶辊应用的主流品种。
2.1.3 三层胶辊的选用
三层胶辊是在双层胶辊结构的基础上,在外层与内层之间增加了一个缓;中层,以更好地阻止内层高硬度胶层的套差应力对胶辊表面硬度的影响,改善和提高成纱条干,但因制作难度比双层胶辊的大,同时细纱胶辊直径不可无限制增加,缓冲层的存在势必使其他层的厚度减小,使胶辊使用寿命受到一定的影响。
2.2 制作
多层胶辊的制作与传统单层胶辊相比最大的优点是简化了制作过程,不使用黏结剂,可节省固化时间和制作时间,降低劳动强度和毒性对人体的侵入,改善胶辊制作工的工作条件。但是制作精度要求高。
2.2.1 套制
套制前一定要清洁干净铁壳上的防锈油。套装胶管寸要确保铁芯、套柱、胶管和导向头在同一轴线上,特别是在套制铝衬胶辊时更应注意,否则,胶管易歪斜,产生严重的应力不匀导致胶辊过早报废,并影响成纱质量。
2.2.2 压圆
铝衬胶辊不需要压圆,但其他多层胶辊一般在粗磨前,和粗磨后精磨前各经过1次压圆,压圆时压力均匀,速度缓慢,以使胶管应力均匀。
2.2.3 磨砺
为了保证胶辊表面有适宜的粗糙度,胶辊必须进行磨砺。磨砺质量的好坏直接影响胶辊的使用效果,所以磨床设备状态、砂轮的选择和修正、磨削量等都是影响磨砺质量的关键。一般大气孔砂轮粗磨选用60粒,精磨选用80粒~loo粒。磨削量控制在0.10 mm~0.15 mm。
2.3 日常保养和运转管理
2.3.1 合理确定胶辊的回磨和揩调周期
回磨周期要根据品种、胶辊硬度和实际运转等情况决定,如:在适宜的条件下,用于纺纯棉中高支纱的不处理低硬度胶辊回磨周期可为6个月~8个月。 胶辊定期揩调能保证胶辊有效使用,及时剔除不良胶辊,可稳定产品质量,其周期应结合细纱揩车进行。有条件的企业对调换下的胶辊最好放置3 d以后再上车使用,有利于胶辊弹性的恢复,稳定成纱质量,延长使用寿命,胶辊硬度越低此作用越明显。
2.3.2 加强胶辊的运转管理
开展自查、专查、抽查相结合的运转胶辊检查,及早发现不良状态的胶辊。皮辊间在新胶辊上车,天气、原料等变化时要及时了解掌握胶辊的使用情况,做到心中有数。特别对不处理胶辊使用前一定要提前放在车间或与车间温湿度接近的地方,防止胶辊上车后的绕花现象。
2.4 工艺条件
2.4.1 选择适宜的胶辊加压量
1. l和1.3的试验表明,根据品种和胶辊硬度合理选配加压大小的重要性。软弹低硬度胶辊由于硬度低,弹性大,多用于纺中、高支纱,所以加压不宜过大。否则,易形成中凹,既恶化成纱条干,又使胶辊内部发生变形,影响成纱条干和胶辊的使用寿命,软弹低硬度胶辊力口压一般控制在12kg/双锭~10 kg/双锭。
特别要注意的是,停车超过4 h时,要及时卸加压或点动,胶辊硬度越低,这个时间要相应缩短,否则,会在胶辊表面出现压痕,影响纺纱质量,缩短胶辊的使用寿命。不处理软胶辊超过2 h的停车最好卸力口压。
2.4.2 车间温湿度
根据品种、胶辊规格和不同表面处理方法的不同,合理控制车间温湿度,并分析胶辊因温湿度变化引起胶辊纺纱性能变化的情况。尤其在使用不处理
胶辊时,胶辊对车间温湿度变化极为敏感,其中湿度变化影D向更大些,车间湿度最好不超过55%,特别对温湿度控制能力差的厂家和霉雨季节里,车间温湿度控制好坏直接影响胶辊纺纱性能的发挥。
2.4.3 牵伸形式
细纱的牵伸形式对多层胶辊应用的影响也不容忽视。其他工艺相同,在FA 506细纱机上采用两种不同的牵伸形式,前档胶辊均使用WRC-836A双层月交辊(cP28.5 mm;80~A),所纺T/C65/35 18 tex成纱条干CV%值见表5。
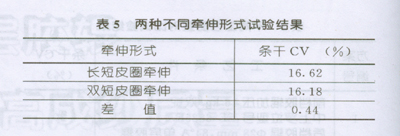
从试验数据可见,采用双短皮圈牵伸纱线条干水平好些。因为双短皮圈牵伸特点在于:具有稳握持,缩小浮游区长度,有利于成纱条干水平的改善。
2.4.4 导纱动程
因为低硬度不处理胶辊能大幅度提高成纱质量,所以,越来越多的纺纱企业将其用于加工高质量的中高支纯棉及其混纺产品。由于不处理胶辊易形成中凹,所以,使用时一定要将细纱导纱动程适当放大,一般控制在lomm~12 mm,这样有利于减少胶辊中凹的产生。
结束语细纱多层胶辊的合理应用不仅是改善成纱质量的一项重要措施,也是一个涉及到胶辊制作与保养、运转、工艺、设备、生产环境等方面的系统工程。纺纱企业一定要结合企业实际情况与产品质量要求来选择使用,力口强设备、运转和工艺管理,为其的应用创造条件,这样既可充分发挥各种多层胶辊的纺纱优势,稳定提高成纱质量,又可降低成本消耗,有利于胶辊的推广和应用。