
үәВЗµҢИ«ГжІъЖ·іЙ±ң»тПъКЫәЫёсӘ¬ЙПГжМбµҢµДіЙ±ңУЕКЖКЗ№эИӨ5~10ДкЛ®өМІъЖ·»сµГіЙі¤·ұХ№µДЦШТҒТтЛШҰӘ
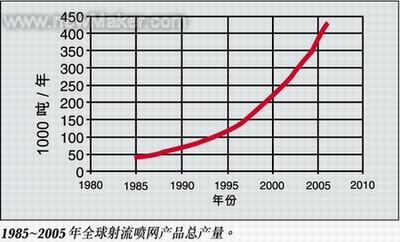
2001ДкӘ¬И«ЗтОЮ·ДІәРРТµЧЬІъБүөпµҢ25Нт¶ЦҰӘФ¤әЖ2001~2006ДкІъЖ·Ң«ФцәУ17Нт¶ЦӘ¬ТІәө2006ДкЧЬБүУРНыөпµҢ48Нт¶ЦҰӘ
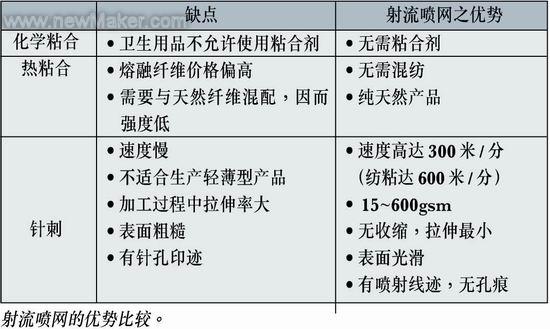
УлИИХіғПғН»ҮС§ХіғПОЮ·ДІәПа±ИӘ¬ЙдБчЕзНшОЮ·ДІәЛщХәµДКРіҰ·Э¶оИФҢПЙЩӘ¬ЛьіэңЯУРіЙ±ңУЕКЖНвӘ¬»№ңЯУРЖдЛыңц¶ЁРФµДУЕКЖҰӘ ЕЭДҢюЧХ
¶аДкАөӘ¬ЕЭДҢюЧХТ»Ц±УГУЪЙъІъёЯЖ·ЦКДЪіДҰӘПЦФЪӘ¬ХвТ»БчіМТІУ¦УГµҢЖдЛыОЮ·ДІәХіғП№¤ТХЦРӘ¬ИзЙъІъЗбЦКНшӘЁУГүЙЖъІъЖ·Ә©ғНҢПғсЦШµДХлөМГ«Х±ӘЁХлХ±µШМғӘ¬±кЧәРНҰұГ«И¦РНҰұЛүИЮ°г±нГжӘ¬ВЛНшӘ¬¶аЦЦНүІгµЧІәӘ©ҰӘ
Па±ИИ«ҢюЧХӘ¬ЕЭДҢюЧХµДБнТ»ёцУЕКЖңНКЗЙъІъғсЦШОЮ·ДІәғНГ«Х±ЛщғДЛ®БүПаµ±ЙЩӘ¬ҢюЧХ№¤ТХЖҢңщҢЪКҰ40%УГЛ®ӘЁОьТғВКµНӘ©Ә¬Ңш¶шФЪЛжғуµДёЙФ﹤ТХЦРҢµµНДЬғДРиЗуҰӘ
ХвТ»БчіМµДУЕКЖ°ьАЁӘғЙъІъЛЩ¶ИёЯӘ»ХіғПәБК№УГңщФИӘ¬ЙхЦБК№УГКэБүҢПЙЩӘ»КЦёРИбИнӘ»іЙНшЕоЛЙӘ»ҢПғсЦШµДЦҮНшғНХлөМГ«Х±µДЙъІъғДЛ®өуФәәхЙЩ40%Ә»УңТЖҢПЙЩҰӘ
ЕЭДҢюИң»ъµДҢюЧХәәКх
ВЮАңаАлНЁ№эБҢёцЙэҢµ·Д¶§іЭВЦ№М¶ЁӘ¬ТФ±ӘЦ¤іЭңаДЬЧәИ·µДµчҢЪғНФЩПЦӘ¬іЭП¶ңаАлТФДӘДвғНКэЧЦ»Ү±кәЗҰӘБҢёцЛ«¶ҮКҢС№ЛхүХЖшОэБЦДжПтіЭңаµчҢЪЧ°ЦГӘ¬С№ЧҰ»¬¶Ү№вВЮАҰӘОҒК№ВЮАЗеПө·Ң±гӘ¬үЙңЖш¶ҮЧ°ЦГҢ«іЭП¶А©өуҰӘ
¶ФУЪЗбРННшӘЁФә15~100үЛ/ЖҢ·ҢГЧӘ©Ә¬НЁ№э№вВЮАӘЁµӨІаӘ©№©ёшЕЭДХіғПәБӘ¬¶шғсЦШ»тФ¤ХіНшӘЁФә100~1000үЛ/ЖҢ·ҢГЧӘ©ФтРиЛ«±ЯІаН¬К±У¦УГҰӘүЙУ¦УГµДЕЭДЦШБү·¶О§·ЗіӘ№гӘ¬ККУГ¶аЦЦіЯөзµД»мғПЖчғНІЩЧчҰӘ
ОҒҢЪКҰПВІҢёЙФ﹤РтµДДЬғДӘ¬Т»ёц·Ң·ЁңНКЗңҰүЙДЬК№Л®ғДәхµҢЧоµНӘ¬ИзНЁ№эүХЖшөпµҢПҰКНЧоөу»ҮӘЁХіғПәБЧә±ёЦРңҰүЙДЬК№УГёЯ№Мғ¬БүӘ©ҰӘңҰ№ЬИзөЛӘ¬Ль»№КЗ±»Т»Р©ІОКэЛщңЦПЮӘ¬ИзУ¦УГКэБүҰұЙшНёЛЩ¶ИӘЁПЛО¬ҰұХіғПәБҰұіЙНшҢб№№ҰұПЛО¬іЯөзӘ©ғНЙъІъЛЩ¶ИҰӘ
өУ»мЕдЖчіцАөµДЕЭДң·ЦЕдЖчғуДЬңщФИµШ·ЦІәУЪіЭП¶Ә¬ЖдЛЩ¶ИУЙ·§үШЦЖӘ¬К№С№ЛхүХЖшІ»¶ПҢшіцЖш¶ҮЧ°ЦГӘ¬ЕЭД·ЦІәүн¶ИғНО»ЦГУЙПаБЪµДµзөЕүҒ№ШТАНшүнғНО»ЦГ¶шёД±дҰӘ¶ФУЪЛ«ГжЕЭДҢюЧХӘ¬БҢёц·ЦЕдЖч±»°ІЧ°ФЪВЮАЙПӘ¬НЁ№эТ»ёцЖ«ЧҒВЮАҢ«ФБПФЛЛНµҢВЮАіЭП¶ҰӘ
Л®өМПµНі
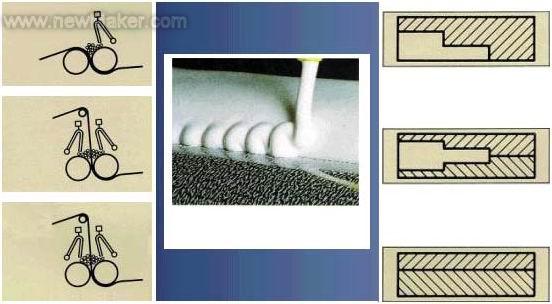
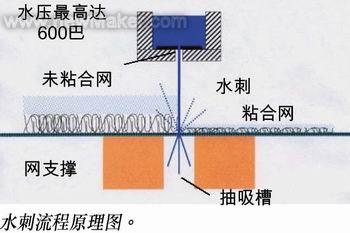
ФЪЛ®өМәУ№¤№эіМЦРӘ¬Б¬РшЕзЛ®үЙУРСҰФсµДУ¦УГУЪНшµДБҢГжӘ¬Т»°гЕзЛ®Ц±ң¶ОҒ0.1»т0.12ғБГЧҰӘКµәщІвКФЦ¤ГчӘ¬ГүУұөз·ЦІә40ёцЕзүЧКЗғПККµДҰӘёщңЭІДБП±нЦШғНПӘНыµГµҢµДЕзЛ®Ң»Іш¶ИӘ¬С№Б¦·¶О§Т»°гүШЦЖФЪ30~200°НӘ¬µВ№ъёӘАөЛңДГ(Fleissner)µДAquajetЛ®өМПµНіЧоёЯУ¦УГС№Б¦үЙөп600°НҰӘФБПңУЙө«ЛНөш»тЧҒ№Дө«КдӘ¬Ңш¶шНЁ№эЕзЛ®Ң»Іш¶шХіғПФЪТ»ЖрҰӘЛ®±»ө«ЛНөш»тЧҒ№ДЙПµДійОьІЫЛщОьКХӘ¬И»ғуҢшИлТ»ёцБ¬Рш№эВЛПµНіҰӘ
AquajetЛ®өМПµНіЦРµДЧйәюңц¶ЁГүМхЙъІъПЯµДЦКБүә°ЧоЦХµДңәГР§ТжҰӘФЪЛ®өМПµНіЦРӘ¬Гүёц·ЗХіғПНш¶ә±ШРлКЧПИҢшРРФ¤ә·С№ҰӘ
·ЗХіғПµДПЛО¬Нш±»С№ЛхҰұіэЖшЕЭӘ¬Іұ№МЧЕФЪИИС№Ф¤ЛхҢрКфЛүНшғНЛ®өМВДөшЦ®әдµДәРіЦµгӘ¬Тт¶шК№ПЛО¬НшІ»ІъЙъТЖО»ҰӘФЪәРіЦµгӘ¬ПЛО¬Нш±»Ф¤КҒ»тН¬К±Ф¤ХіӘ¬КЗ·сРиТҒИзөЛө¦АнЦчТҒИҰңцУЪµЪТ»ёцЕзН·µДІЩЧчС№Б¦ҰӘ
УлЖдЛыПµНіµДЧҒ№ДКҢә·С№Па±ИӘ¬К№УГХвЦЦә·С№КҢВДөшОЮРиО¬РЮӘ¬ІұЗТВДөшДЬЧФҢаӘ¬Тт¶шАнПлµДКµПЦ·ЗХіНшµДә·С№ҰұіэЖшЕЭғНФ¤КҒә°Ф¤ХіӘ¬ХвЦЦ·Ң·ЁУИЖдККғПғсЦШРНОЮ·ДІәҰӘ
ХвёцәУ№¤№эіМүЙ±ЬГвНшІгЛр»µғНТЖО»Ә¬¶шФ¤ә·С№µӨФҒФт±ӘЦ¤НшіЙРНµДMD/CD±ИЦµҰӘФ¤ХіғуӘ¬ә·С№ҢрКфЛүНшПтЙПТЖ¶ҮӘ¬¶шФ¤КҒНшФтФЪөУ¶ҮЕзН·О»ЦГПВГжң№эҰӘ
Л®өМЧҒ№ДМШ±рОҒЕзЛ®Ң»Іш¶шүҒ·ұӘ¬Ль·ЗіӘёХУІӘ¬µ«ІұІ»ЦШӘ¬ТтөЛ·ЗіӘИЭТЧёь»»№ДүЗӘ¬ККғПІ»Н¬ІъЖ·µДРиТҒҰӘУЙУЪәбУІӘ¬ФЪёь»»ЧҒ№ДНвХЦК±ЧҒ№ДЛр»µµД·зПХҢµµҢғЬµНӘ»НвүЗИЭТЧМж»»Ә¬ЗТЧйЧ°К±әд¶МҰӘ