
介绍了Formotex纤维的性能特征、纺纱工艺流程及技术措施。Formotex纤维是一种木浆纤维,该纤维具有较高的强力,有良好的可纺性,可纯纺,也可与其他纤维混纺。
我公司为适应市场需求,在产品结构调整中,积极运用新材料、新技术,开发新产品,打造新品牌,使产品结构向多元化、系列化、高附加值化方向发展。我公司根据用户的要求开发生产了Formotex 14.8 tex及Formotex/CJ 50/50 14.7 tex针织用纱。现就Formotex 14.8 tex针织纱的生产情况介绍如下。
1 Formotex纤维性能
Formotex纤维是由台湾化学纤维股份有限公司生产的一种木浆纤维,该纤维具有较高的强力、较高的湿模量、良好的吸湿性及染色性、手感柔软舒适飘逸、悬垂性好、无静电困扰等特点,服用性能良好。Formotex纤维的物理指标:细度1.39dtex,长度38 mm,断裂强度3.69 cN/dtex,断裂伸长率22.4%,回潮率13.0%。
2纺纱工艺流程及技术措施
2.1 工艺流程
FA002型抓棉机-A035B型混开棉机-FA106型豪猪开棉机-FA046A型振动棉箱给棉机-A076E型单打手成卷机-FA201 B型梳棉机-FA305C型并条机-FA305C型并条机-ASFA411A型粗纱机-TFA506型细纱机-GA014型络筒机
2.2主要工艺参数与技术措施
2.2.1开清棉工序
为了保证棉卷的内在质量,采用多松、轻打、少落的工艺原则。缩小尘棒间隔距,降低打手速度,避免过度打击而损伤纤维,造成短绒增加,形成棉结。刀片伸出肋条隔距不宜过大,以提高抓棉机的运转率。由于纤维密度较大,纤维问抱合力大,应增大风扇速度,以降低棉卷重量不匀率,提高棉卷质量。开清棉工艺参数:抓棉机打手速度720 r/min,刀片伸出肋条距离3 mm,豪猪打手速度480 r/min,综合打手速度840 r/min,风扇速度1235 r/min,棉卷罗拉速度12 r/min,棉卷干定量370 g/m,棉卷长度30.6 m。
2.2.2梳棉工序
为了提高棉网质量,减少纤维损伤,采用慢速度、紧隔距、小张力、快转移的工艺原则,增大刺辊与给棉板的隔距,适当降低刺辊、道夫速度,增大锡林与刺辊的线速比,提高纤维由锡林向道夫的转移率,减少纤维充塞,避免反复揉搓,增加梳理转移。要求梳棉机针布状态良好,良好的锡林、盖板针布能显著改善纤维的梳理状态,使生条棉网均匀,无云斑,减少成纱的棉结和毛羽。工艺配置与生条质量:锡林速度330 r/min,刺辊速度800r/min,道夫速度18 r/min,盖板速度99 mm/min,锡林~盖板隔距0.23 mm,0.20 mm,0.20 mm.0.20 mm,0.23 mm,锡林~道夫隔距0.10 mm,刺辊~给棉板隔距0.31 mm,生条干定量16.12g/5m,生条萨氏条干15.4%,生条棉结1粒/g,生条含短绒率(≤20 mm)4.4%。
2.2.3并条工序
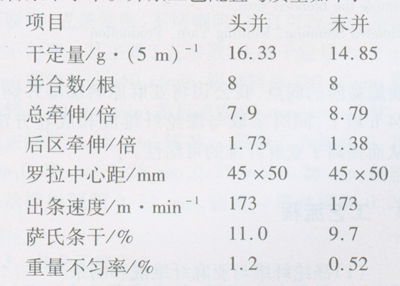
采用顺牵伸工艺配置,以改善纤维的伸直平行度及条子的内部结构,头并总牵伸小于并合数,后区牵伸偏大掌握,末并集中前区牵伸,适当降低并条机速度,以减少棉结,适当放大罗拉隔距,可改善条干水平。并条工艺配置与质量如下:
2.2.4粗纱工序
粗纱工序仍以提高纤维的分离度和伸直平行度,改善纱条内在结构为原则。采用集中前区牵伸工艺,粗纱捻系数偏大掌握,以控制粗纱伸长率,减少细节的产生;减小粗纱的轴向卷绕密度,保证粗纱的成形良好。工艺配置与质量状况:干定量4.14 g/1O m,罗拉中心距41.5 mm×55.5mm×68.5 mm,总牵伸7.17倍,后区牵伸1.17倍,捻系数71,前罗拉速度286 r/min,胶辊加压12 daN/双锭×20 daN/双锭×15 daN/双锭×15dan/双锭,萨氏条干13.7%。
2.2.5 细纱工序
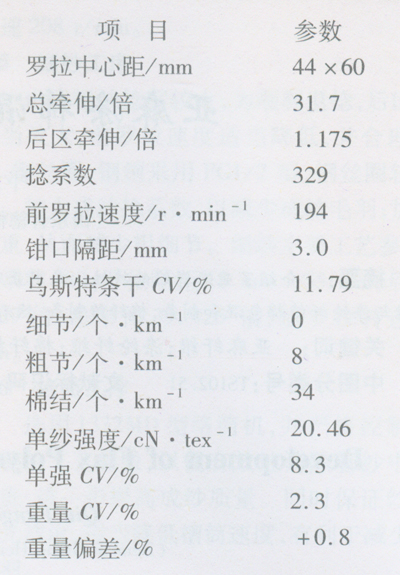
细纱工序采用较小的后区牵伸,集中前区牵伸,较大的后区隔距。优选钳口隔距,选用低硬度高弹性胶辊及碳纤弹性上销,罗拉速度适当降低,钢丝圈比纺棉时稍重,以控制气圈,减少成纱毛羽。细纱工艺配置与成纱质量及水平如下:
2.2.6络筒工序
络筒时,纱经过电子清纱器,采用空气捻接器接头,选用金属槽筒,适当降低槽筒速度,以减少筒子纱的毛羽。络筒工艺参数:槽筒速度2000 r/min,电子清纱器设定:短粗节十160%×2.0 cm,长粗节+50%×30 cm,细节-50%×30 cm。
3结束语
Formotex纤维有良好的可纺性,可纯纺、也可与其他纤维混纺。生产中细纱工序要优选钢领和钢丝圈,细纱、络筒工序要降低车速,以减少成纱毛羽。Formotex 14.8 tex及F01TtlOtex/CJ 50/5014.7 tex纱的各项指标除单纱强度外,均达到Uster 2001公报5%水平(Formotex 14.8 tex参照Uster 2001统计值100%粘胶纱标准,Formotex/CJ50/50 14.7 tex参照Uster 2001统计值T/CJ 65/35混纺纱标准)。优良的品质不仅满足了用户生产高档针织产品的要求,而且为公司带来了可观的经济效益。