
0前言
纱线质量一直以来倍受人们的关注,而衡量纱线质量的一项重要指标——纱线条干均匀度,则更受重视。有关细纱及前工序对纱线条干均匀度的影响人们探讨得较多,而对于纱线经过络筒以及捻线后条干所发生的变化则研究得较少。以下就络筒、捻线对纱线条干均匀度的影响作一探讨。
1络筒工艺对纱线条干的影响
从管纱到筒纱是由槽筒以一定的速度摩擦传动筒管卷取纱线来实现的。为得到符合质量要求的筒纱,纱线必须具有一定的卷绕张力,络筒在增大卷装容量的同时,清纱器清除了纱线上部分偶发性(有害)纱疵,如粗节、细节、棉结和杂质。但是纱线在络筒过程中,受机件摩擦、卷绕张力的影响,纱线条干均匀度发生了变化。下面采用乌斯特条干测试仪测试纱线条干CV值,并对细节、粗节、棉结计数。以细纱管纱每10个为一组,在不同的络筒工艺条件下络成筒纱,与管纱一一对应比较条干CV值、细节、粗节、棉结的变化。
1.1试验数据统计与分析
从管纱到筒纱一一对应的乌斯特条干CV值试验数据48组,收集数据14组,共计62组,络筒采用了不同的管纱、不同的工艺及设备条件。
1.1.1从管纱到筒纱的条干CV值统计分析
从管纱到筒纱的条干CV值对比中,升高的有58组,占总的统计组数的93.5%,其中84%上升幅度不超过0.4个百分点。降低的仅有4组,占总的统计组数的6.5%。在这4组中,有2组是在线速度较低的自动络筒机上试验的,有1组是在1332M型络简机的金属槽筒上试验的,而另外1组是由于其中有一个管纱测试的条干CV值过高影响所致。统计表明,细纱管纱经络筒成筒纱的条干CV值总体呈升高趋势。
1.1.2 从管纱到筒纱的细节,粗节、棉结统计对比
据统计,从管纱到筒纱细节、棉结升高的比例达65%左右,粗节则有所降低。值得注意的是在棉结降低的21组中,粗节也同时降低,其中在自动络筒机上试验的有7组。在1332M型络简机金属槽筒上试验的有8组。
1.2络筒工艺、设备对条干CV值的影响
1.2.1 自动络筒机与1332M型络筒机的对比(见表1)
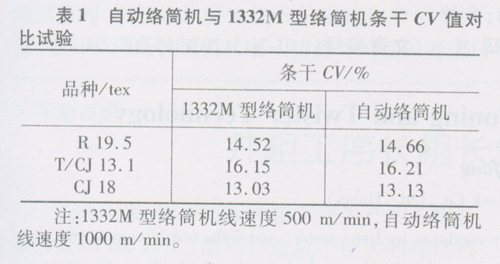
从表1可以看出.采用较低线速度的1332M型络筒机络筒对条干CV值的影响要小于采用较高线速度的自动络筒机,这是由于随着槽筒速度的升高,槽筒对纱线摩擦作用加大而对条干CV值产生负面影响。
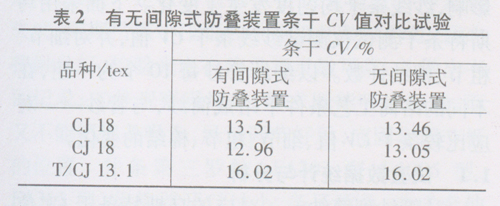
1.2.2 1332M型络筒机间隙式防叠装置对条干CV值的影响(见表2)
从表2可以看出,1332M型络筒机在正确使用间隙式防叠装置时,对条干CV值的影响与无间隙式防叠装置相当。
1.2.3络筒张力及速度对条干CV值的影响
随络筒张力、速度的增加纱线条干CV值呈现恶化趋势,有关资料已有分析和统计,在此不作阐述。
1.3络简引起条干CV值变化的原因分析
1.3.1摩擦作用引起条干波动
传动方式及通道部件对纱线条干的损伤引起条干波动。络筒工序为保证后工序正常退绕的需要,需将管纱卷绕成圆锥筒纱。卷绕圆锥筒纱时,简纱上只有一点的线速度与槽筒的线速度相等,这一点被称为传动点,筒纱转动时的线速度大端大于传动点、小端小于传动点,因此筒纱大端、小端与槽筒之间会产生滑动、摩擦,摩擦作用使卷绕在筒纱表层的纱线受到损伤。同时由于纱线在槽筒沟槽内的相对滑动和摩擦,特别是在拐角处对纱线的损伤更甚,槽筒以及导纱器、张力装置等通道部件对纱线的摩擦损伤使纤维从纱线结构中游离出来,产生了细节、粗节和棉结。通过对条干测试仪中记录的+50%,-50%,+200%的疵点与条干CV值进行相关分析可得:+50%粗节疵点与条干CV值之间相关系数r为0.7254,-50%细节疵点与条干CV值之间相关系数r为0.7465,+200%棉结疵点与条干CV值之间相关系数r为0.4960。
由此可见+50%粗节和-50%细节疵点与条干CV值呈高线性相关。减少通道部件对纱线的损伤是提高纱线条干的有效途径。
1.3.2络筒张力引起条干变化
络筒张力使纱线捻回重新分布,改变了纱线密度、纤维的分布从而引起纱线条干的变化。在络筒过程中,纱线除受通道部件的摩擦损伤外,在纱线退绕过程中还受到各种张力的影响。由于张力的作用使纱线产生新的扭转力矩和变形,打破了原来纱线本身的扭转力矩的平衡,为达到新的平衡,纱线上捻回将发生转移和自行调整,从而出现捻回的重新分布现象,造成了粗细节的增加和条干CV值的波动。另外,纱线由于张力作用产生的塑性变形,改变了纱线单位长度内的密度和纤维的分布。纱线密度(x)与成纱条干CV值(Y)的关系如下:
式中:a、6是由试验确定的相关方程的常数项和系数。
根据资料统计,13 tex~29 tex精梳涤棉纱条于CV值与纱线密度的关系见图1。
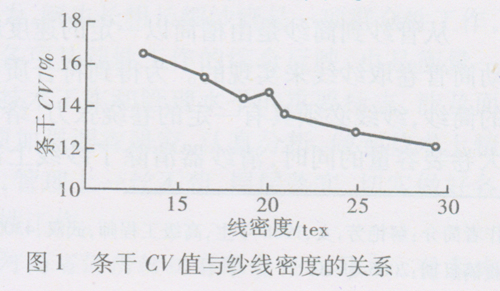
管纱经过络筒后,纱线重量发生了变化,其与条干CV值的关系见表3。
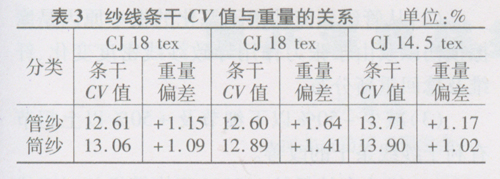
从上述图表可以看出,从管纱到筒纱随纱线重量的减少,其条干CV值呈上升趋势。
2捻线工艺对纱线条干的影响
股线生产一般要经过络筒、并纱、捻线等工序。
2.1 不同工艺路线对股线条干CV值的影响
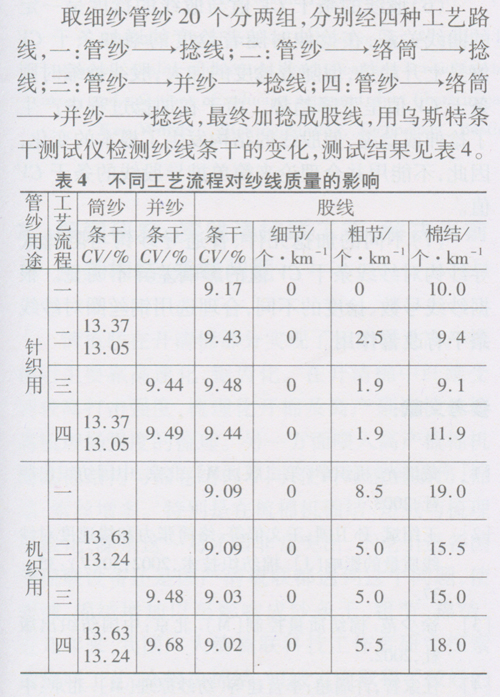
由表4可以看出,不同的工艺路线对纱线条干产生不同的影响,每增加一道工序,都使纱线条干受到一定影响,单纱经过捻线使单纱上的部分粗细节隐藏在芯腔里,条干得到一定改善,值得注意的是单纱捻度的不同对股线条干CV值有较大的影响。
从表4还可以看出,单纱不清除纱疵(工艺一、三)而直接捻线后的股线条干CV值仅略高于正常流程(工艺二、四)捻线后的条干CV值,细节均为零,粗节相当,棉结无较大差别;但从单纱到股线随工序的增多,棉结有增加趋势。因此,在保证股线条干质量的前提下,合理选用清纱工艺对提高络筒工序效率有较大作用。
2.2股线的捻度对条干CV值的影响
取同一捻度的单纱(CJ 19.5 tex)分别进行多组不同捻度的反向合股加捻,测试其乌斯特条干CV值,见图2。
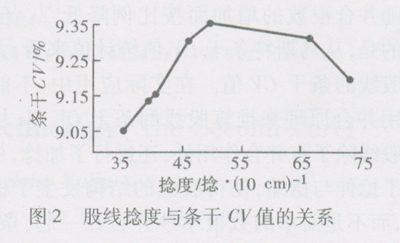
由图2可知,随着捻度的增加,条干CV值逐步上升,伴随着捻缩的出现,股线条干CV值有下降的趋势。
2.3导纱钩、钢丝图对条干CV值的影响
2.3.1导纱钩对条干CV值的影响
用相同单纱,分别使用普通导纱钩与阻捻式导纱钩进行同锭试验,每10锭为一对照组测试条干CV值,使用普通导纱钩时条干CV值分别为9.12%,9.39%,9.50%,9.44%,9.81%;使用阻捻式导纱钩时条干CV值分别为9.05%,9.49%,9.50%,9.45%,9.75%。测试结果表明,两种导纱钩对股线条干CV值的影响无明显趋向。
2.3.2钢丝圈对条干CV值的影响
用相同单纱,分别使用G型、W型钢丝圈进行同锭试验,两种钢丝圈重量相近,测试条干CV值,使用G型钢丝圈时条干CV值分别为9.51%,8.86%;使用w型钢丝圈时条干CV值分别为9.25%,8.82%。将w型钢丝圈加重(每1000只加重60 g),G型钢丝圈重量不变,测试条干CV值,使用G型钢丝圈时条干CV值分别为9.16%,9.08%,9.15%;使用w型钢丝圈时条干CV值分别为9.29%,9.12%,9.17%。再将G型、w型钢丝圈同时加重,且钢丝圈重量相近,测试条干CV值,使用G型钢丝圈时条干CV值分别为9.65%,9.68%;使用w型钢丝圈时条干CV值分别为9.28%和9.41%。
从上述结果可以看出,不同型号、重量接近的钢丝圈对条干CV值的影响是不同的,但随着钢丝圈重量的增加,股线条干CV值呈恶化趋势。因此,合理选用钢丝圈的型号及重量可改善股线的条干CV值。
2.4股线条干CV值变化的原因分析
2.4.1单纱并合使条干CV值得到明显改善
由于在加捻过程中,有数根单纱经并合后再加捻,产生了“并合”效果,因此,人们习惯地采用并合原理来推算股线的条干CV值,并合后CV值将随并合根数的增加而按比例降低。值得注意的是,从乌斯特条干CV值统计值来看,并未公布股线的条干CV值。在实际应用中,不能简单地用并合原理来推算股线的条干CV值,从筒纱到股线除了有并合作用外,还进行了加捻,从而产生了捻伸与捻缩,使得股线的结构发生了根本变化,而不是简单的数根单纱并合在一起,条干CV值由并合到加捻的变化在表4中可证实。
2.4.2加捻过程对条干CV值的影响
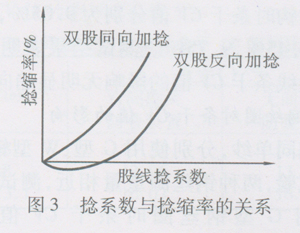
纱线在加捻过程中,捻回的分布受纱线本身条干的影响,与纱线截面的纤维数量间存在一定的函数关系,这是由于捻度有向纱线细节集中的趋向,即保持纱条上各处捻回角为常值的倾向。由于细节处的捻度较纱线平均捻度大,使细节处密度也由于捻度的增加而增加,而棉结、粗节处的情况正相反。加捻作用对纱线产生捻伸、捻缩的影响见图3。
由于捻度的不同纱线捻伸、捻缩是不同的,它直接影响了纱线的密度,使条干CV值产生变化。
在纱线加捻过程中,受张力的影响,纱线受牵引拉伸以及受机件的摩擦损伤使纱线密度、纤维结构发生变化,从而使纱线条干CV值也产生变化。
3 结束语
(1)从管纱到筒纱,条干CV值呈上升趋势。细节、棉结总体也升高,但金属槽筒的使用有利于棉结的改善。
(2)从管纱到筒纱条干恶化的根本原因是摩擦损伤以及由于张力作用导致纱线密度变化、纤维及捻回重新分布。
(3)减少-50%以下细节及+50%,以上粗节有利于纱线条干的改善。
(4)线速度较低的1332M型络筒机相对于线速度较高的自动络筒机来讲,对条干CV值的影响较小;在1332M型络筒机上合理使用间隙式防叠装置对条干CV值无太大影响。
(5)单纱经过捻线能改善条干,不同捻度的单纱在捻线时对股线的条干CV值有一定的影响。纱线捻线时经过不同的工艺路线对纱线条干CV值产生不同影响。
(6)股线的条干CV值与股线的捻度呈一定的曲线关系,在捻伸时随着捻度的增加条干CV值呈上升趋势,但随着捻度的加大,股线捻缩时则条干CV值呈下降趋势。由于在加捻过程中产生了捻伸或捻缩,使股线的结构发生了根本的变化,因此,不能用并合理论来简单推导股线的条干CV值。
(7)不同的加捻元件、普通导纱钩与阻捻式导纱钩对纱线条干CV值的影响差异不明显。根据纱线号数、捻度的不同,合理选用钢丝圈对纱线条干有改善作用。