
1 生产设备
生产设备为苏州华飞纺织科技公司提供的花式纱线小样机。机器由机头和机身构成,机头部分配有TDl000系列的主副变频器及传动齿轮,齿轮通过链条来传动罗拉。变频器可对机器的主机速度和卷绕速度进行无级调节,并且将当前频率在显示屏上显示出来,可清晰方便的了解机器的状态。机身一边是空心锭一边是小针筒,小针筒分为内转式和外转式两种。空心锭可以用来纺制圈圈纱,TT纱,双包纱,还可以用来加捻,退捻。而小针筒可以生产带子纱和羽毛纱以及一些复合花式纱。
2 工艺原理
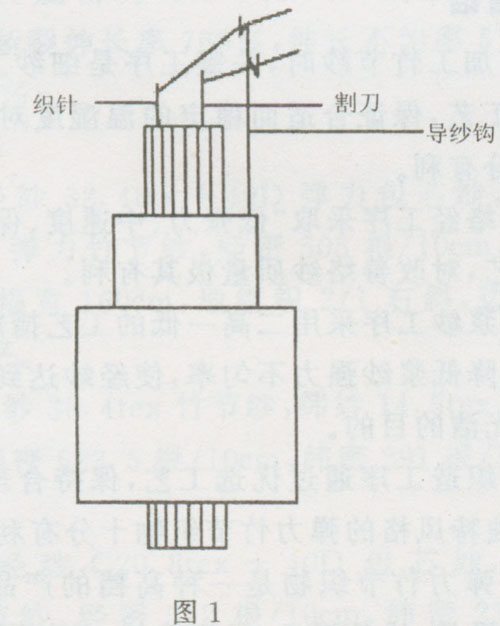
羽毛纱的工艺主要由针织和割绒组成,即“一针一刀”,形成单针织成的芯线和中段被芯线握持并且两头被割刀切断形成一定长度的毛羽饰纱。在内转式小针筒上安装一枚织针和一枚割刀,由两个导纱钩分别引入两根纱线,一根做芯纱,一根做饰纱。芯纱通过上面的导纱钩引入,饰纱通过下面的导纱钩引入(如图1所示)。当针筒在转动时两根纱线同时喂人织针并在织针上成圈形成圈套。同时下面的饰纱被割刀钩住成一个大的圈圈。当下一个回转时,芯纱、饰纱都被织针钩住成圈而割刀钩住饰纱并在割刀下降的过程中割断前一次成的圈。被割断的纱由于有芯纱成的圈把它给固定住了,不会脱落,这样就在芯纱的周围形成了羽毛。
3 原料的选用
羽毛纱可用各种纤维纱线生产,常用的是粘胶、腈纶、锦纶和。构成羽毛纱的主干部分是芯纱,其原料性能必须符合针织用纱的要求。饰纱是羽毛纱的表现部分,决定成纱的感观效果。饰纱纤维要求光泽好,有弹性,能自然竖立;并且强力不宜过高,易于切割,不易掉毛。我们选用了强力比较大的化纤长丝为芯纱,强力小的羊毛合股线为饰纱。纺成的羽毛纱如图2。

4 试验结果分析
4.1 羽毛的长短
毛羽的长短主要与织针与割刀所隔的针数有关,最短时是割刀与织针相隔一个针槽,最多是相隔五个针槽。当割刀与织针紧挨时,导纱杆和导纱头无法调到恰当的位置,使织针能同时钩住两根纱,使割刀只能钩住饰纱,将无法纺纱。我们测定了相隔不同针数下毛羽纱的长度,如表1所示。在织针与割刀相隔四针及四针以下时,织针有两个位置可放:一个位置是放在割刀的前面,一个位置是放在割刀的后面。我们多次试验得出的经验是织针放在割刀的后面最佳,虽然针筒静止时认为这两个位置是对称相同的,但针筒的转动是有方向的。当织针先钩住两根纱,成圈后织下一圈时,随针筒转动割刀钩住纱后,继续下降。这时织针已钩住纱线,割刀下降到最低并刚开始上升时织针已下降成圈,这样使纱线位置波动角度小,有利于纺纱。相反则纱线波动大,使针不易钩住纱线,不易纺纱。
4.2 毛羽的密度
我们用10m纱的重量来表示毛羽的密度。我们测试了用相同原料,相同主电动机速度,相同针与刀相隔的针数,不同副电动机速度下10m羽毛纱的重量和捻度(见表2,主电动机的频率均为24.5HZ)。从表中我们可知在相同的针筒转速下(即主电动机频率相同),随输出罗拉速度(即副电动机频率相同)的增大其羽毛密度逐渐减小。因此要想使羽毛密度大,其中的一个方法就是要使输出罗拉速度减小,但是减小量是有限的。因为速度太慢时旧线圈脱不了钩,纺不成纱。增加羽毛密度的另一个方法是用多根细单纱作饰纱,则羽毛既密又蓬松柔软,手感很好。
4.3 生产羽毛纱的影响因素
纱线预加张力大小的影响:张力太大,在纺制过程中成圈、退圈时容易断头。张力太小,在纺纱时芯纱容易被割刀割断,更严重的是饰纱在割刀上成的圈割不断,会把针折断。
导纱钩的位置的影响:导纱钩位置的调整是纺制羽毛纱的重要一环。上面的导纱钩引入的纱线要在织针上正确的成圈,但当割刀转过来时割刀又不能勾到芯纱。下面的导纱钩引入的纱线要在织针上可以成圈也可以被割刀勾到且不能脱落。
输出罗拉的速度的影响;输出罗拉的速度控制输出纱线的张力。输出罗拉的速度大了,输出纱线的张力大纱线断头多。输出罗拉的速度小了,输出纱线的张力小,针口里的纱线不容易滑落到针舌下面,容易形成缠绕织针和割刀,坏针。
5 结语
我们在生产羽毛纱过程中遇到了许多细节问题,总结了一些纺纱的体会。
在纺纱之前,先在织针上把芯纱和饰纱同时绕一圈生头,否则无法成纱。
在纺纱过程中,用手转动小针筒时感觉位置已调好,但没几分钟饰纱就断头,主要是在高速运动中,纱线产生振动位置变化了。芯纱断头而饰纱未断头说明织针没有钩到饰纱,所以要压低穿饰纱的导纱头,使高速运动中的钩针也能钩到饰纱。
调节好芯纱和饰纱的张力非常重要,一般来说饰纱的张力大一些,割出的羽毛较均匀。