
我公司使用的细纱下销是FA502—12109型和BS506—1218型两种,这两种下销平面部分宽度较大,对须条的控制力不是很强,不利于稳定牵伸。为了加强上下胶圈对须条的控制,使纤维变速点向前钳口集中,尽量减小纤维变速时产生的移距偏差,针对下销结构存在的问题,通过反复试验、研究,我们对下销进行了改造,将下销曲面部分与平面部分的比例进行了适当调整。
将下销下加强筋的两端即下销放置于罗拉座中的两端插脚的高度适当降低,剪切13 mm×1.4mm。同时,将下销平面的前钳口后移,即将平面钳口前沿部分剪切1.8 mm,原平面与曲面的宽度为24 mm,则现在改为22.2 mm。加工后钳口曲面光洁度、圆弧度要达到生产工艺要求。改进后的下销结构见图1。
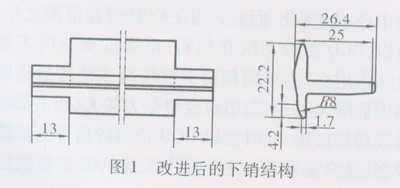
下销结构改进后细纱工艺相应地作调整,后区牵伸倍数适当减小,前后罗拉隔距适当增大,后胶辊前冲4 mm左右,上销相对下销前冲2 mm左右,前胶辊前冲4 mm左右。
下销改造后,上下胶圈运转平稳,胶圈钳口对须条的握持力稳定,纵向摩擦力界合理,横向均匀,有利于细纱稳定牵伸,提高成纱质量。我们在同锭、同粗纱、同胶辊胶圈条件下对下销改造前后的纺纱效果进行了对比试验,结果表明:改造前CJ 14.6 tex纱条干CV为13.65%,粗节49个/km,细节6个/km,棉结47个/:km,CV2.7%;改造后CJ14.6 tex条干CV为12.9l%,粗节33个/km,细节2个/km,棉结46个/km,CVk1.2%。细纱下销改造后成纱质量提高。
对细纱下销平面部分和曲面部分尺寸比例进行适当调整,有利于改善胶圈的运转状态和对须条的控制,纺纱效果较好。对原细纱下销进行改进相对于更新新下销,还可以节约大量费用,降低生产成本。