
在日趋激烈的市场竞争中,企业要生存发展,就得提高产品档次,开发高附加值产品。2005年1月,我公司在津田驹ZAX-e-280-D喷气织机上生产了CJ4.9 tex×2/CJ4.9 tex×2 858/(862+862)264 cm 8枚缎纹织物。该品种具有经纬密度高、紧度大、幅度宽、织造难度系数大的特点,此品种的难度系数达51.6%(津田驹ZAx-e-280-D喷气织机允许难度系数为45%),生产上有很大难度。经过我们的一系列攻关和工艺调整,生产出客户满意的产品。
1 基本条件
1.1技术条件
经向紧度98.9%,纬向紧度116.9%,总紧度达133.6%,经向缩率4.8%,纬向缩率2.9%。
1.2对原纱的质量要求
要求筒子成形良好,卷绕密度均匀适中,无滑绞,无攀头,无单纱,筒子须定长。
2整经工艺要求
整经时必须严格控制经纱张力,力求做到张力均匀,设定滚筒压力400 cN,车速550~600 m/min,张力杆间距7 mm,卷绕密度0.55~0.60 g/cm,工艺设计28个经轴,要求轴与轴之间的密度、车速都必须均匀。
3 浆纱工序
浆纱采用贝宁格浆纱机,该品种浆纱的主要目的是贴伏毛羽。在配方的选择上着重考虑被覆,因此,选用PVA1799、变性淀粉、丙烯酸类浆料混合上浆,尽管上浆工艺偏重于被覆,但经纱上仍有许多毛羽,为此,我们对浆料配方进行了优选。实验情况如表1。
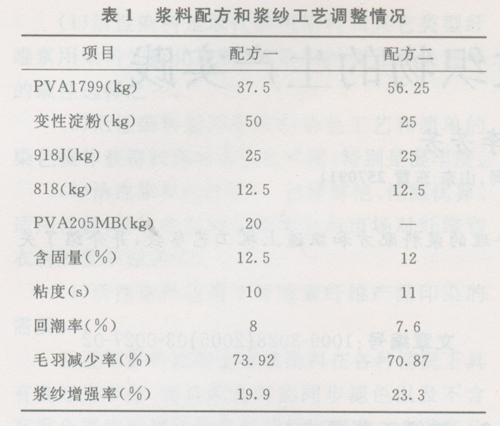
从表1可以看出,配方一在减少毛羽方面优于配方二,对CJ4.9tex×2纱线上浆主要考虑的因素是减少毛羽,因此我们最终采用配方一进行上浆。
4穿筘工艺要点
由于该品种是8枚缎条,应采用16页综框,用飞穿方法穿综,减少纱线摩擦。该品种经密很大,采用筘号20.6号,筘人数为4入。
5织造工艺要点
在喷气织机上织造该织物是一种大胆的尝试,因该品种的织造难度系数已超过喷气织机标准覆盖系数的6.6%,难度相当大。主要采取合理地选择经位置线,使开口清晰,降低经纱的毛羽,同时将车速保持在500 rpm,控制车间的相对湿度在75%±2。织造上机工艺参数及效率对比如表2。
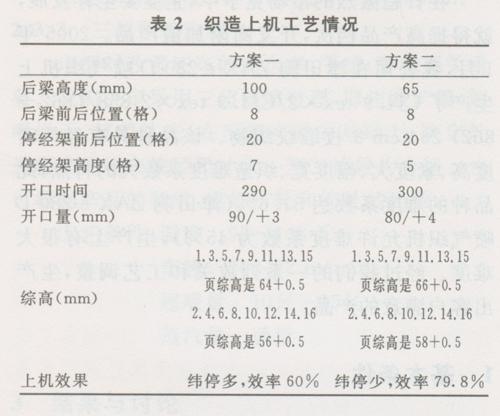
通过攻关,织机效率达到80%左右,经停1.5根/台•h,纬停17.5根/台•h,入库一等品率达到99.3%,取得了较好的效益。
6 结束语
6.1 CJ4.9 tex×2股线的上浆浆料配方和浆纱工艺参数配置应重点考虑股线毛羽长这一特点。
6.2在选择适合CJ4.9 tex×2股线上浆的浆料和浆纱工艺中,采用PVA、变性淀粉、丙烯酸类浆料的优化组合,并将压浆力调小,侧重被覆,基本能满足要求。
6.3织造时要控制好车间的温湿度,特别是相对湿度要偏大掌握,优化上机工艺参数,重点调整经位置线、开口时间和喷气压力。
6.4在喷气织机上织制该织物,具有布面风格好,疵点少,产量高等特点,但效率与其他品种相比仍较低,纬停较高,需继续攻关。