
灯芯绒织物是由绒组织和地组织两部分组成,通过割绒、刷绒等加工处理后,织物表面呈现形似灯芯状明显隆起的绒条,具有手感柔软、绒条圆润、纹路清晰、绒毛丰满的特点。由于穿着时大都是绒毛部分与外界接触,地组织很少磨损,所以,坚牢度比一般棉织物有显著提高,这种织物由于其固有的特点和色泽,又采用氨纶包芯纱和大豆蛋白纤维纯纺纱,所以又有内在的特殊服用性能,穿着舒适,伸缩自如。
1织物设计
1.1设计意图
绒毛丰满、绒条清晰、花形独特、有弹力的特细条提花灯芯绒,用作高档服装面料。
1.2原料
经纱选用18.2 tex优质棉纱;地纬纱选用18.2(44 dtex)rex棉氨纶包芯纱,芯丝提供优良的弹性,而外包纤维可提供所需要的表面特征;绒纬纱选用18.2 tex大豆蛋白纤维纯纺纱。大豆蛋白纤维纯纺纱具有良好的导湿性、透气性,其手感柔软滑爽,悬垂性好,具有真丝般的光泽,由于其吸放湿性能良好,使得纤维表面保持干爽,从而使其在潮湿的环境中穿着舒适、美观。
1.3经纬密度选择
不同的经纬密度设置会产生不同的弹性效果,对于纬弹织物而言,在一定范围内,上机经密越高,纬密越低,则弹性越差,上机经密越小,纬密越大,弹性就越好。而且,纬向弹力灯芯绒织物不但下机后纬向收缩,且割绒染色整理后纬向显著收缩,经热定形后才能保持布幅及织物的弹性,所以,设计时必须考虑到这些收缩,经纱之间要有足够大的间隙,以适应织物的纬向收缩。经过反复试验和测定,坯布规格设计为:经密268根/10cm,纬密590根/10 cm,幅宽160 cm,经向紧度42%,纬向紧度93%,总紧度96%。绒条数8条/cm,织物纬向伸缩率25%。
1.4织物组织结构的确定
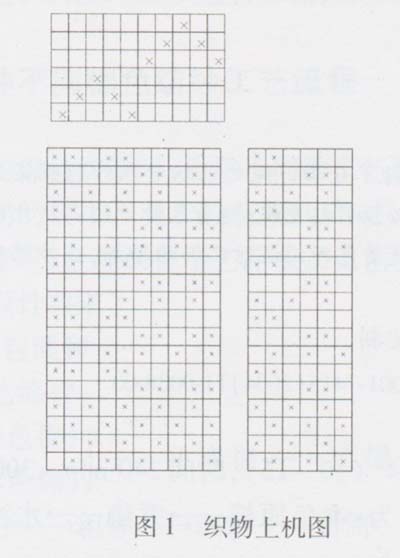
织物组织结构也直接影响织物的弹性效果,为了使绒毛坚固,选择w形固结方式,绒地纬之比为2:1,5根经纱为一条,地组织为平纹结构。此组织结构使得绒纬在反面显露较多,因为此面料做衬衣能体现出采用大豆蛋白纤维纯纺纱做绒纬纱的特点。织物上机图如图1所示。
2生产工艺的确定
2.1 整经
为确保片纱张力均匀、卷绕均匀、排列均匀,采取一次性换筒子,并使内外层卷绕密度均匀,各经轴长度、伸长一致。张力圈采用矩形分段法加压,张力圈平均重量9 g,边纱张力适当加重。并确保断经自停灵敏,寻补头及时到位。
2.2 浆纱
由于此品种纬密较大,织造上机张力大,织造过程摩擦次数多,故对经纱上浆要求较高,必须做到“增强、保伸、减磨、毛羽伏贴”,以进一步提高经纱的张力和耐磨性。
浆料配方:变性淀粉100%,PVA 20%,浆纱膏6%,火碱0.4%,硅酸钠6%。
上浆工艺参数:上浆率12%,浆纱机速度30m/min,浆液粘度8 s±0.5 s,pH值7~8,浆锅温度98℃,回潮率6.5%,伸长率0.8%。
2.3织造
采用GA747—180型机织造,该品种经纬纱特数细、纬密大、经纱摩擦剧烈,为了使开口清晰、布面匀整好割绒,适当加大上机张力。部分工艺参数:织机转速175 r/min,开口时间300°/280°,开口高度29 mm,后梁高度100 mm,停经架高度180mm,综框高度305 mm,纬密齿轮48T×1。
3质量控制
加强设备维修,对开口装置、引纬机构、传动机构、油泵、过滤器等处必须定期检修保养。
提高挡车操作水平,对储伟器、光电头、纬纱通道、剑头夹持器等处应经常做好清洁工作,剑头内聚集的飞花要及时清除,防止引纬失灵。
该产品上机以来,经过不断的实践及改进,织机效率已达85%以上,入库一等品率已达95%,为我厂创造了较好的经济效益。