
ΟόΖΡ…ζ≤ζ÷–ΖΡ…¥Τς≤ΡΕ‘≤ζΤΖ÷ ΝΩ”ΑœλΫœ¥σΘ§»γœΗ…¥ Η÷ΝλΓΔΗ÷ΥΩ»Π ΒΡ―Γ”ΟΕ‘”ΎΦθ…Ό≥……¥ΟΪ”πΘ§ΫΒΒΆœΗ…¥ΕœΆΖΖ«≥ΘΙΊΦϋΓΘΈ“ΙΪΥΨΉ‘2001ΡξΩΣ Φ―Γ”Ο »π ΩBrackerΙΪΥΨ…ζ≤ζΒΡΧ©ΧΎ(TITAN)Η÷ΝλΓΔάΕ±Π ·(Saphir)Η÷ΥΩ»ΠΘ§ ΒΦυ±μΟςΘ§ΫχΩΎΗ÷ΝλΓΔΗ÷ΥΩ»Π Ι”Ο÷ήΤΎ―”≥ΛΘ§ΗΡΜΜΤΖ÷÷ΖΫ±ψΘ§ΖΡ…¥ΥΌΕ»ΚΆ…η±Η‘ΥΉΣ¬ ΧαΗΏΘ§ΖΡ…¥÷ ΝΩ“≤Οςœ‘ΧαΗΏΓΘ
1 ΫχΩΎΗ÷ΝλΓΔΗ÷ΥΩ»ΠΒΡΧΊΒψ
Χ©ΧΎ(TITAN)Η÷ΝλΤδ≤Ρ÷ ΈΣΗΏ÷ ΝΩΒΡΙω÷ι÷α≥–Η÷Θ§≤…”ΟΗΏ―Ι…χΆΗΖΫ ΫΫΪΚœΫπΗ÷ΒΡ≤ΡΝœΖ«≥ΘΨυ‘»ΒΊΖ÷≤Φ‘ΎΗ÷Νλ±μΟφΘ§±μΟφ”≤Ε»ΗΏ¥οHVll00Θ§¥σ¥σ―”≥ΛΝΥ Ι”Ο ΌΟϋΓΘΤδ±μΟφΙβΫύΘ§¥÷≤ΎΕ»Ra÷ΒΈΣ0Θ°1}xmΘ§Ά§ ±ΜΙ”–ΩΙ―θΜ·–‘Θ§‘Ύ»ΈΚΈΈ¬ ΣΕ»ΧθΦΰœ¬±μΟφ≤ΜΜα…ζ–βΓΘΧ©ΧΎΗ÷ΝλΒΡάύ–Ά”–ΤΫΟφΗ÷ΝλΚΆΉΕΟφΗ÷ΝλΘ§±ΏΩμ”–2Θ°6 mmΓΔ3Θ°2 mmΓΔ4Θ°0 mmΒΡΙφΗώΘ§”κΙζ≤ζΒΡPCIΘ·2–ΆΓΔPGl–ΆΚΆPG2–ΆΗ÷ΝλΒΡΆβ–Έ≥Ώ¥γœύΆ§ΓΘ
άΕ±Π ·(Saphir)Η÷ΥΩ»ΠΤδ―’…ΪΈΣάΕ…ΪΘ§≤…”Ο±Π ·…χΆΗΒΡ¥ΠάμΖΫΖ®Θ§”≤Ε»¥”ΡΎΒΫΆβΨυΚβΈΣHV680Θ§ΡΆΡΞΓΔ”–Β·–‘Θ§ Ι”Ο ΌΟϋ «Ιζ≤ζΗ÷ΥΩ»ΠΒΡ3±ΕΓΣ4±ΕΓΘάΕ±Π ·(Saphir)Η÷ΥΩ»Π”–Ϋϋ30÷÷≤ΜΆ§»Π–ΈΦΑΫΊΟφΜΐΘ§¥ΩΟόΤΖ÷÷Ά®≥Θ―Γ”ΟEMl udr–ΆΜρC1ULudr–ΆΘ§ΫτΟήΖѯÔϻΩELudr–ΆΘ§Αϋ–Ψ…¥―Γ”ΟEMl dr–ΆΘ§Β”ΟόΜλΖΡΤΖ÷÷―Γ”ΟC1UM udr–Ά,TencelΓΔ’≥ΫΚΦΑ¥ΩΤΖ÷÷―Γ”ΟC1SM fr–ΆΘ§¥ΩΟό7tex“‘œ¬ΤΖ÷÷―Γ”ΟC1SM dr–Ά.
2 ΖΡ…¥ ΒΦυ
2.1ΖΡ…¥ΕœΆΖ
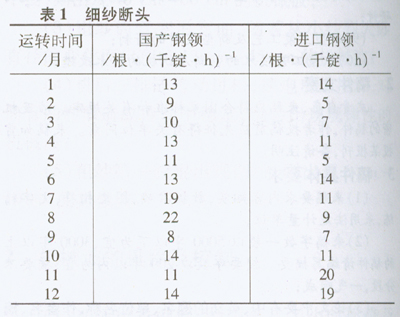
ΖΡC14Θ°6texΤΖ÷÷Θ§ΫΪ“― Ι”Ο5Ηω‘¬ΒΡΫχΩΎΗ÷ΝλΚΆΙζ≤ζ–¬Η÷Νλ…œ≥ΒΫχ––ΖΡ…¥Ε‘±»Θ§Η÷Νλ±ΏΩμΈΣ3Θ°2mmΘ§Η÷ΥΩ»ΠΨυΈΣΙζ≤ζ6903 1IΘ·0–ΆΓΘΙζ≤ζΗΌΝλ»ΪΡξΖΡ…¥ΕßΥΌΨυΈΣ15 000rΘ·minΘ§ΒΎ9Ηω‘¬ΤπΜΜ”Ο–¬Η÷ΝλΘΜΗ÷ΥΩ»ΠœΏΥΌΕ»ΈΣ32Θ°9mΘ·sΓΘΫχΩΎΗ÷Νλ1‘¬-6‘¬ΖΡ…¥ΕßΥΌΈΣ15 000rΘ·minΘ§Η÷ΥΩ»ΠœΏΥΌΕ»ΈΣ32Θ°9mΘ·sΘΜ7‘¬ΓΣ9‘¬ΖΡ…¥ΕßΥΌΈΣ16 000 r/minΘ§Η÷ΥΩ»ΠœΏΥΌΕ»ΈΣ35Θ°2 mΘ·sΘΜ10‘¬-12‘¬ΖΡ…¥ΕßΥΌΈΣ16 500rΘ·minΘ§Η÷ΥΩ»ΠœΏΥΌΕ»ΈΣ36.2m/sΓΘ»ΪΡξΖΡ…¥ΕœΆΖ«ιΩωΦϊ±μ1ΓΘ
±μ1 œΗ…¥ΕœΆΖ
Ιζ≤ζΗ÷Νλ≤Ρ÷ ΈΣ20#ΧΦΒΣ…χΆΗΗ÷Θ§±μΟφ”≤Ε»‘ΎHV800“‘…œΘ§–¬Η÷Νλ±μΟφRa÷ΒΈΣ0Θ°1ΠΧm,ΒΪΥφΉ≈ Ι”Ο ±ΦδΒΡ―”≥Λ±μΟφΙβΫύΕ»―ΗΥΌœ¬ΫΒΘ§Ά®≥Θ8Ηω‘¬Ήσ”“±μΟφ≥ΏRa‘Ύ0Θ°5ΠΧm“‘œ¬Θ§ΕœΆΖΩΣ Φ‘ωΦ”ΓΘ
Η÷Νλ”κΗ÷ΥΩ»ΠΡΞΥπ τ―θΜ·Η· ¥ΡΞΥπΘ§Η÷ΝλΗ÷ΥΩ»ΠΡΠ≤ΝΖΔ»»Κσ ήΩ’Τχ÷–―θΤχΦΑ≥ΒΦδΥ°’τΤχΒΡ”ΑœλΦ”ΥΌ―θΜ·ΓΘΗ÷ΥΩ»Π‘Ύ‘ΥΕ·Ιΐ≥Χ÷–Έ¬Ε»ΗΏ¥ο300ΓφΉσ”“Θ§Η÷ΥΩ»ΠΒΡΫπ τ≤ΡΝœΜα»ΎΜ·‘ΎΗ÷ΝλΒΡΡΎ≈ήΒά…œΘ§‘λ≥…Η÷ΝλΡΎ≈ήΒάΑΦΆΙ≤ΜΤΫΘ§Η÷ΥΩ»Π‘Υ––≤ΜΤΫΈ»Θ§ΖΡ…¥’≈ΝΠΆΜ±δΘ§“ρ¥ΥΘ§œΗ…¥ΕœΆΖΦΑΟΪ”π‘ωΦ”ΓΘΫχΩΎΗ÷Νλ‘Ύ“ΜΡξΒΡΖΡ…¥Ιΐ≥Χ÷–œΗ…¥ΕœΆΖ¥Π”ΎΈ»Ε®Ή¥Χ§Θ§Φ¥ Ι‘ΎΧαΥΌΒΡ«ιΩωœ¬ΕœΆΖ“≤Έ¥≥§≥ωΈ“ΙΪΥΨΒΡΡΎΩΊ÷Η±ξ(20ΗυΘ·«ßΕßΓΛh)Θ§’β «“ρΈΣΫχΩΎΗ÷ΝλΨΏ”–ΕάΧΊΒΡΩΙ―θΜ·–‘ΡήΘ§≤ΜΜα‘Ύ…ζ≤ζΙΐ≥Χ÷–ΖΔ…ζ’β–©œ÷œσΘ§¥”Εχ±Θ÷Λ…¥œΏΒΡΤΖ÷ ΓΘ
2Θ§2 ≥……¥ΟΪ”π
ΖΡC14Θ°6texΤΖ÷÷Θ§ΖΡ…¥ΕßΥΌΈΣ15 000rΘ·rainΒΡΧθΦΰœ¬Θ§ΫΪΗ÷ΝλΗ÷ΥΩ»ΠΥΡ÷÷≈δ÷Οœ¬ΒΡΖΡ…¥ΟΪ”π«ιΩωΫχ––Ε‘±»Θ§≤…”ΟYGl72–ΆΟΪ”π“«≤β ‘Ιή…¥ΟΪ”πΘ§ ΐ÷ΒΈΣ10ΗωΙή…¥ΒΡΤΫΨυ÷ΒΘ§ΤδΫαΙϊΦϊ±μ2ΓΘ
±μ2 Ιή…¥ΟΪ”π≤β ‘ΫαΙϊ
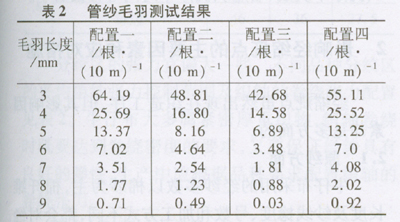
ΉΔΘΚ≈δ÷Ο“ΜΈΣΙζ≤ζΗ÷Νλ…œ≥ΒΒΎΝυΗω‘¬Θ§6903 1IΘ·0–ΆΗ÷ΥΩ»ΠΒΎ»ΐΧλΘΜ≈δ÷ΟΕΰΈΣΙζ≤ζΗ÷Νλ…œ≥ΒΒΎΝυΗω‘¬Θ§C1UL
udr6Θ·0–ΆΗ÷ΥΩ»ΠΒΎΤΏΧλΘΜ≈δ÷Ο»ΐΈΣΫχΩΎΗ÷Νλ…œ≥ΒΒΎ °Ηω‘¬Θ§C1ULudr 6Θ·0–ΆΗ÷ΥΩ»ΠΒΎΤΏΧλΘΜ≈δ÷ΟΥΡΈΣΫχΩΎΗ÷Νλ…œ≥ΒΒΎ °Ηω‘¬Θ§6903 1IΘ·0–ΆΗ÷ΥΩ»ΠΒΎ»ΐΧλΓΘ
¥”±μ2Ω…“‘Ω¥≥ωΘ§Ιζ≤ζΗ÷Νλ≈δ÷ΟΫχΩΎΗ÷ΥΩ»ΠΖΡ…¥Θ§3 mm“‘…œ”–ΚΠΟΪ”π±»Ιζ≤ζΗ÷Νλ≈δ÷ΟΙζ≤ζΗ÷ΥΩ»ΠΖΡ…¥œ¬ΫΒ30ΘΞΉσ”“Θ§ΫχΩΎΗ÷Νλ≈δ÷ΟΫχΩΎΗ÷ΥΩ»Π±»ΫχΩΎΗ÷Νλ≈δ÷ΟΙζ≤ζΗ÷ΥΩ»Πœ¬ΫΒ35ΘΞΉσ”“ΓΘΙζ≤ζΗ÷ΥΩ»Π Ι”Ο14ΧλΘ§ΫχΩΎΗ÷ΥΩ»Π Ι”Ο45ΧλΘ§ΫχΩΎΗ÷ΥΩ»Π ΌΟϋ≥ΛΘ§–¬Η÷ΥΩ»Π…œ≥ΒΉΏ λΤΎΥθΕΧΘ§Έ»Ε®ΤΎ―”≥ΛΘ§¥”Εχ±Θ÷ΛΝΥ…¥œΏΤΖ÷ ΓΘΡΩ«ΑΘ§ΙζΡΎΟόΖΡΤσ“ΒΕ‘”ΎΟό…¥ΟΪ”πΈ Χβ °Ζ÷÷Ί ”Θ§ Ι”ΟΫχΩΎΗ÷ΥΩ»ΠΕ‘Φθ…ΌΟΪ”π≤Μ ßΈΣ“Μ÷÷ΆΕΉ …ΌΓΔΦϊ–ßΩλΒΡΆΨΨΕΓΘ
2.3 ≥……¥ΟόΫα
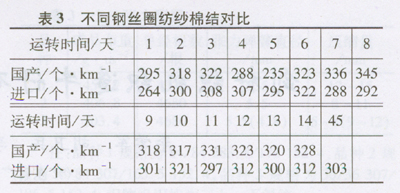
ΖΡC 14Θ°6texΤΖ÷÷Θ§‘ΎΆ§Χ®≥ΒΒΡ’ΐΖ¥ΝΫΟφΖ÷±π≤…”Ο6903 11Θ·0–ΆΗ÷ΥΩ»ΠΚΆC1Uludr 6Θ·0–ΆΗ÷ΥΩ»ΠΖΡ…¥Θ§Ψυ≈δ÷ΟΫχΩΎΗ÷ΝλΘ§≥……¥ΟόΫαΦϊ±μ3ΓΘ¥”±μ3Ω…“‘Ω¥≥ωΘ§ΫχΩΎΗ÷ΥΩ»Π‘Ύ≥Λ ±ΦδΒΡ Ι”ΟΙΐ≥Χ÷–“Μ÷±¥Π”ΎΈ»Ε®Ή¥Χ§Θ§«“ΫœΙζ≤ζΗ÷ΥΩ»ΠΖΡ…¥ΟόΫα ΐ…ΌΓΘ
3. Ι”ΟΫχΩΎΗ÷ΝλΗ÷ΥΩ»ΠΉΔ“β ¬œν
–¬Η÷Νλ…œ≥Β ±Θ§œ»”Ο«α“ΜΚ≈Η÷ΥΩ»Π¬δ“Μ¬δ…¥»ΜΚσ‘Ό”Ο’ΐ≥Θ÷ΊΝΩΒΡ3ΗωΗ÷ΥΩ»ΠΖΡ…¥Θ§ΖΡ…¥÷ήΤΎΖ÷±π «’ΐ≥Θ ΌΟϋΒΡ25ΘΞΓΔ50ΘΞΓΔ75ΘΞΘ§÷°ΚσΦ¥Ω…“‘Ϋχ––’ΐ≥ΘΖΡ…¥ΓΘ“ρΈΣ–¬Η÷Νλ±μΟφ±»ΫœΗ…‘οΘ§–η“ΣΟό…¥÷–ΒΡΟόά·ΉςΈΣ»σΜ§ΦΝΘ§«ΑΤΎΒΡ‘ΛΖΡ…¥Ω… ΙΗ÷Νλ ΌΟϋΒΟΒΫ±Θ÷Λ«“―”≥ΛΓΘ
Έ“ΙΪΥΨ…ζ≤ζΒΡΨυΈΣ¥ΩΟό≤ζΤΖΘ§Έ“Ο«―Γ‘ώΝΥC1ULudr–ΆΚΆEMludr–ΆΝΫ÷÷BrackerΗ÷ΥΩ»ΠΘ§C1ULudr–ΆΈΣΒΆΙ≠–ΈΗ÷ΥΩ»ΠΘ§÷Ί–ΡΒΆΘ§”κΗ÷ΝλΒΡΡΎ≈ήΒάΫ”¥ΞΟφΜΐΉν¥σΈΣ¥σΑκ‘≤Θ§…Δ»»–‘ΡήΚΟΘ§Τδ…¥œΏΩ’œΕ«χ–ΓΘ§ ”Ο”ΎœΗΚ≈…¥ΦΑΕßΥΌ‘Ύ15000 rΘ·min“‘…œΒΡΖΡ…¥Θ§EMludr–ΆΗ÷ΥΩ»ΠΈΣ÷–ΒΆΙ≠–ΈΘ§÷Ί–ΡΫœC1ULudr–ΆΗΏΘ§–Γ÷Ν÷––Ά…¥œΏΩ’œΕ«χΘ§”κΗ÷ΝλΡΎ≈ήΒάΒΡΫ”¥ΞΟφΚΆC1ULudr–ΆΗ÷ΥΩ»ΠœύΆ§Θ§ Κœ”Ύ÷–œΗΚ≈…¥ΦΑΕßΥΌ‘Ύ15000 rΘ·min“‘œ¬ΖΡ…¥ΓΘ‘Ύ Ι”ΟΫχΩΎΗ÷ΥΩ»Π ±«εΫύΤςΒΡΗτΨύ”»Τδ÷Ί“ΣΘ§C1-ULudr–ΆΈΣ1Θ°8 mmΘ§EMIudr–ΆΈΣ2Θ°1 mmΓΘ Ι”Ο
Ιζ≤ζΗ÷ΥΩ»Π ±«εΫύΤςΒΡΗτΨύΆ®≥ΘΈΣ2Θ°3 mmΉσ”“Θ§Ήν≥θ Ι”ΟΫχΩΎΗ÷ΥΩ»Π ±Έ“Ο«―Γ‘ώ«εΫύΤςΒΡΗτΨύΈΣ2Θ°3 mmΘ§‘λ≥…Η÷ΥΩ»ΠΙ“Μ®Θ§«εΫύΤςΗτΨύΒς’ϊΚσΙ“Μ®œ÷œσœϊ≥ΐΓΘ
Ϋα χ”ο
≤…”ΟΫχΩΎΗ÷ΝλΖΡ÷Τ29Θ°2 texΓΪ9Θ°7 texΟό…¥Θ§œΗ…¥ΕœΆΖ ΐΈ»Ε®Θ§ΥΒΟςΫχΩΎΗ÷ΝλΤΖ÷÷ ΖΡ–‘«ΩΘ§Εχ”ΟΙζ≤ζΗ÷Νλ…ζ≤ζ’β–©ΤΖ÷÷Ά®≥Θ“ΣΒςΜΜPG2–ΆΓΔPGl–ΆΓΔPGlΘ·2–Ά»ΐ÷÷Η÷ΝλΓΘ“ρ¥ΥΘ§ Ι”ΟΫχΩΎΗ÷ΝλΖΡ…¥Ζ≠ΗΡΤΖ÷÷ΖΫ±ψΘ§Ω…Φθ…ΌΆΘ≥Β ±ΦδΘ§«“ΫχΩΎΗ÷ΝλΗ÷ΥΩ»Π”–άϊ”ΎΖΡ…¥ΕßΥΌΒΡΧαΗΏΘ§¥”ΕχΧαΗΏ≤ζΝΩΓΘ
ΫχΩΎΗ÷ΝλΡΆΡΞ–‘ΡήΚΟΘ§ Ι”Ο ΌΟϋ≥ΛΘ§Φθ…ΌΝΥ…η±ΗΈ§–ό»Υ‘±ΒΡάΆΕ·«ΩΕ»ΦΑ”ΟΙΛΘ§ΖΡ…¥ΕœΆΖΒΆΘ§±Θ÷ΛΝΥ≤ζΤΖ÷ ΝΩΘ§≤ζΝΩΧαΗΏΓΘΫχΩΎΗ÷ΥΩ»ΠΖΡ…¥Ιή…¥ΟΪ”πΟςœ‘Φθ…ΌΘ§Η÷ΥΩ»Π Ι”Ο ΌΟϋ―”≥ΛΘ§≤ζΤΖΒΒ¥ΈΗΏΓΘ