
ЫцзХЩњЛюЫЎЦНЕФВЛЖЯЬсИпЃЌШЫУЧЖдЗФжЏУцСЯЕФвЊЧѓдНРДдНИпЃЌЖМЧїЯђгкДЉзХЪцЪЪЁЂЭІЫЌЁЂЮќЪЊПьЁЂЭИЦјКУЁЂЪжИаШсКЭЁЂПЙжхадЧПЁЃЛљгкетжжашЧѓЃЌПЊЗЂСЫвЛжжаТЕФВюБ№ЛЏЯЫЮЌЃЌБэУцгаЮоЪ§ЮЂПзЕФаТаЭЯЫЮЌCoolplus(ПсВЏЫП)ЁЃИУЯЫЮЌОпгаЪжИаШсЛЌЁЂЭИЦћадКУЁЂЮќЪЊХХКЙПьЕФЬиЕуЃЌЫќПЩвдДПЗФЁЂЛьЗФЃЌЩДЯпПЩгУгкЛњжЏЁЂеыжЏЃЌжЦГЩЕФУцСЯЗўгУадФмКУЃЌЪЧвЛжжШЋаТЕФИпЕЕЗўзАУцСЯЃЌЭЖЗХЪаГЁКѓЩюЪмЯћЗбепЛЖгЁЃЮвЙЋЫОдкХчЦјЗФЩшБИЩЯГЩЙІЕибажЦПЊЗЂСЫПсВЏЫПгыУоЯЫЮЌЛьЗФЩДЃЌЯжНЋПсВЏЫПЃЏОЋЪсУо70ЃЏ30 19ЃЎ4texЕФЩњВњЧщПізїШчЯТНщЩмЁЃ
1 дСЯадФм
ПсВЏЫПЕФНиУцЧаЦЌГЪЁА+ЁБаЮЃЌЯЫЮЌБэУцгаЮЂЯИЙЕВлЃЌвђЖјВњЩњУЋЯИЯжЯѓЃЌОпгаЕМЪЊХХКЙЙІФмЃЌПЩНЋМЁЗєБэВуЕФКЙЫЎЮќЪеКѓРЉЩЂДЋЪфЃЌЪЙжЏЮяОпгаПьИЩЁЂЭИЦћЕФЬиадЃЌШчЭМ1ЫљЪОЁЃ
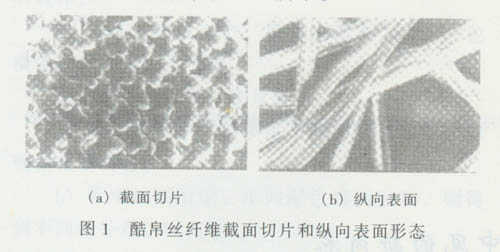
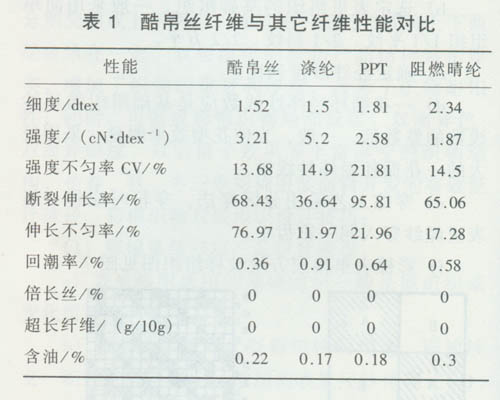
ПсВЏЫПЯЫЮЌПЩЗФадФмЧПЃЌгыУоЛьЗФКѓПЩЬсИпЩДЯпЕФЧПЖШЃЌИФЩЦГЩЩДЕФЬѕИЩЫЎЦНЁЃПсВЏЫПгыЦфЫќЯЫЮЌЕФадФмЖдБШШчБэ1ЫљЪОЁЃ
2ЗФЩДЙЄвеСїГЬ
a)ПсВЏЫПжЦЬѕЃКA002CаЭдАХЬзЅУоЛњЁњA035ЛьУоЛњЁњA036ПЊУоЛњЁњA076ГЩОэЛњЁњA186DЪсУоЛњЁњA272дЄВЂЬѕЛњЁЃ
b)УоЯЫЮЌжЦЬѕЃКA002CаЭдАХЬзЅУоЛњЁњA035ЛьУоЛњЁњA036ПЊУоЛњЁњA076ГЩОэЛњЁњA186DЪсУоЛњЁњA272дЄВЂЁњA191ЬѕОэЛњЁњA201CОЋЪсЛњЁЃ
c)ЛьКЭгыЗФЩДЃКПсВЏЫПЬѕКЭУоОЋЪсЬѕЁњFA036ВЂЬѕЛњ(ЛьвЛЁЂЛьЖў)ЁњFA326ВЂЬѕЛњ(ЛьШ§)ЁњNOЃЎ802HRХчЦјЗФЩДЛњЁЃ
3ИїЙЄађжївЊЙЄвеММЪѕДыЪЉ
3ЃЎ1ПЊЧхУоЙЄађ
дкЙЄвеЩЯВЩШЁЁАЧкзЅЃЌЩйДђЃЌЖрЪсЁБЕФддђЁЃНЕЕЭИїВПМўЕФДђЪжЫйЖШЃЌМѕЩйДђЛїЕуЁЃЕїећбЙСІЃЌЗРжЙеГОэЃЛМѕЩйЫйЖШЃЌБЃжЄГЩОэаЮзДЃЌБЃжЄОэзгжЪСПЁЃУоОэжиСПВЛдШТЪБЃжЄдк1ЃЎ0ЃЅзѓгвЁЃ
3ЃЎ2ЪсУоЙЄађ
гЩгкПсВЏЫПЮЊИФадЯЫЮЌЃЌЮќЪЊЗХЪЊПьЃЌдкЩњВњжавЛЖЈвЊБЃжЄЯШзіЯШгУЃЌВЂПижЦКУГЕМфЕФЮТЪЊЖШЃЌШЗБЃЩњВњЕФЫГРћНјааЁЃЙЄвеХфжУЩЯВЩгУЁАЖрЪсЃЌЩйТфЁБЕФддђЃЌбЁгУЯргІЕФ2810еыВМЃЌРћгкЯЫЮЌЕФзЊвЦЁЃеХСІВЛвЫЬЋДѓЃЌЗРжЙУоЭјЖЯСбЁЃИїВПМўЫйЖШВЛвЫЬЋИпЃЌИЧАхИєОрвЊЪЪвЫЃЌЮЊ15ЃЌ12ЃЌ12ЃЌ12ЃЌ15(1ЁЇЃЏ1000)ЁЃ
3ЃЎ3 ВЂЬѕЙЄађ
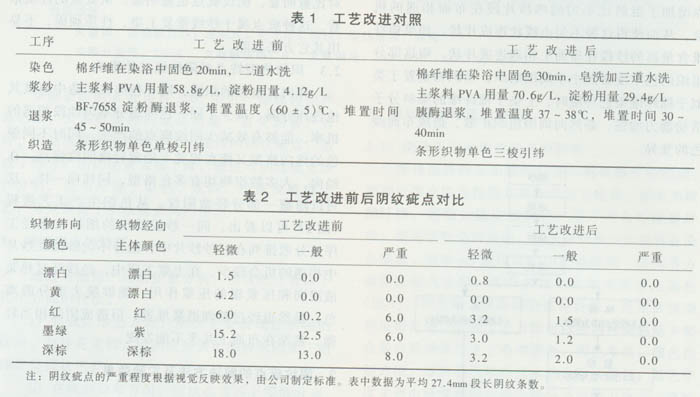
ЮЊИФЩЦПсВЏЫПЕФжиСПЮШЖЈадЃЌЬидіМгвЛЕРВЂЬѕНјаадЄВЂЁЃгыУоЛьКЯЪБЮЊСЫГфЗжЛьКЯОљдШЃЌВЂЬѕВЩгУШ§ЕРВЂКЯЃЌЭЗВЂ5ИљПсВЏЫПдЄВЂЬѕКЭ2ИљОЋЪсУоЬѕвЛЭЌЮЙШыЁЃЖўЁЂШ§ЕРШЋВПВЩгУ8ИљВЂКЯЁЃгЩгкЪмХчЦјЗФЩДЛњЬѕМўЯожЦЃЌВЂЬѕИїЕРЖЈСПВЛвЫЬЋжиЃЌЫйЖШвВВЛФмЬЋПьЃЌБмУтдкРЎАШДІЖТШћЛђВјШЦТоРЃЌФЉВЂFA326ХфгаздЕїдШећЃЌБЃжЄЪьЬѕЕФжЪСПЃЌЙЄвеВЮЪ§КЭВтЪдШчБэ2ЁЃ
3ЃЎ4ГЩЩДЙЄађ
ЮЊСЫТњзугУЛЇЕФвЊЧѓЃЌЬсИпУцСЯЗчИёЃЌдіЧПЭІРЈИаЁЂМѕЩйУЋг№ЃЌВЩгУШеБОДхЬяЙЋЫОЩњВњЕФ802HRаЭЗФЩДЛњЁЃХчЦјЗФЩДУЋг№ЩйЁЂПЙЦ№ЧђЃЌЧПСІВЛдШаЁЃЌетаЉЗНУцЖМгХгкЛЗЖЇЗФЩДЁЃВЂЧвОпгаСїГЬЖЬЃЌгУЙЄЩйЃЌРЭЖЏЧПЖШЕЭЃЌЩњВњЛЗОГКУЕШЗНУцЕФгХЕуЁЃ
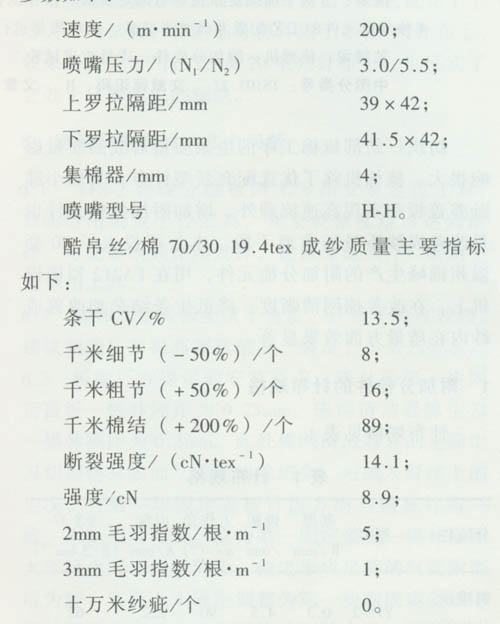
ЙЄвеЩЯНјааЕїећЃЌЫйЖШВЛвЫЬЋИпЃЌДѓдМдк200mЃЏminзѓгвЃЌХчзьбЙСІбЁгУвЊКЯРэЃЌТоРИєОрвЊЪЪЕБЗХДѓЃЌгаРћгкЯЫЮЌЕФЩьжБЁЃУоЬѕОЙ§ЫФТоРЧЃЩьКѓЃЌНјШыЕкЖўХчзьЃЌЖдЭтВПЕФЯЫЮЌНјааzЗНЯђЕФМгФэАќВјЃЌЭЌЪБЕквЛХчзьЖдаОЯЫЮЌНјааSЗНЯђЕФЪјЯЫЮЌМгФэЃЌЩДЬѕв§ГіХчзьКѓЃЌСНИіЗДЗНЯђЕФМгФэЭЌЪБЪЭЗХЃЌЩДЬѕЯЫЮЌздЫјЃЌдНРДдННєЃЌДгЖјаЮГЩОпгавЛЖЈЧПСІЕФЫљашЩДЯпЃЌОЙ§ЕчЧхЃЌЖдЩДЬѕжаЕФУоНсЁЂДжЯИНкНјааЬоГ§КѓжБНгОэШЦГЩЭВЩДЃЌжївЊЙЄвеВЮЪ§ШчЯТЃК
дкЩњВњжаБиаызіКУПсВЏЫПКЭУоЯЫЮЌЕФЛьКЭЙЄзїЃЌзіЕНОљдШвЛжТЃЌЖХОјЩЋВюЁЃ
4 НсЪјгя
ПсВЏЫППЩЙуЗКгУгкЗўзАЁЂзАЪЮгУЦЗЃЌдкЪаГЁЩЯОпгаКмЧПЕФОКељСІКЭПЊЗЂМлжЕЃЌЭЈЙ§бажЦПЊЗЂПсВЏЫПгыУоЯЫЮЌЛьЗФЃЌЬхЛсЕНжЛгаВЛЖЯЕиПЊЗЂаТВњЦЗЃЌВХФмЬсИпЙЋЫОЕФЪаГЁОКељСІЃЌдкМЄСвЕФЪаГЁОКељжаСЂгкВЛАмжЎЕиЁЃ