
ЗжЮіСЫОюЫПЯЫЮЌЕФадФмЬиеїЃЌЬсГіСЫОюЫПгыУоЛьЗФЕФЗФЩДЙЄвеЃЌОЭЗФЩДЙ§ГЬжаГіЯжЕФВјШЦТоРНКЙѕЁЂЖТШІЬѕРЎАШПкЁЂЯИЩДЧЃЩьВЛПЊЕШЮЪЬтЬсГіСЫНтОіДыЪЉЁЃ
0ЧАбд
ОюЫПЪєЬьШЛЕААзжЪЯЫЮЌЃЌЪєИпЕЕЗФжЏдСЯЃЌгаНЯКУЕФЧПЩьадФмЃЌЯЫЮЌЯИЖјШсШэЁЂЦНЛЌЁЂИЛгаЕЏадЁЂЙтдѓКУЃЌЦфжЏЮяОпгаЪжИаЛЌЫЌЁЂБЃХЏадКЭЮќЫЎадФмСМКУЕШЬиЕуЃЌЕЋгЩгкМлИёАКЙѓЃЌЦеМАГЬЖШгаЯоЁЃЮЊСЫЪЪгІШЫУЧГчЩаздШЛЁЂЛиЙщздШЛЕФвтЪЖЃЌЮвУЧРћгУОюЫПЁЂУоЛьЗФПЊЗЂСЫОюЫПЃЏУо30ЃЏ70 18ЃЎ2 texЛьЗФЩДЁЃЦфжЏЮяМШгаЬьШЛЯЫЮЌСМКУЕФЗўгУадФмЃЌгжгаЫПжЏЮяЛЌЫЌЁЂЦЎвнЁЂЙтдѓбоРіЕФгХСМЭтЙлЬиадЃЌвђДЫЩюЪмЙуДѓЯћЗбепЕФЧрэљЁЃ
1дСЯадФмЬиеї
ОюЫПВЩгУЕФЪЧA1МЖЩЃУрЧђЃЌЯЫЮЌЦНОљГЄЖШдк80 mmвдЩЯЃЌЮЊСЫНЕЕЭЛьЗФЯЫЮЌГЄЖШЕФРыЩЂЖШЃЌНЋОюЫПЬѕАДвЛЖЈГЄЖШвЊЧѓЧаЖЯЃЌЧаЖЯОюЫПжБОЖ11ЃЎ40ІЬmЃЌЦНОљГЄЖШ38ЃЎ4 mmЃЌЛљБОЩЯЗћКЯгыУоЛьЗФЕФГЄЖШвЊЧѓЁЃСэЭтЃЌЖдОюЫПЯЫЮЌНјааБивЊЕФЭбНКДІРэЃЌЪЙВаНККЌСПВЛИпгк4ЃЅЃЌвдНтОіЗФЩДЙ§ГЬжагЩгкЫПНКЖјв§Ц№ЕФЯЫЮЌВјШЦЃЌИФЩЦГЩЩДЪжИаКЭЙтдѓЁЃ
дУоХфУоадФмжИБъЃКММЪѕЦЗМЖ2ЃЎ75МЖЃЌжїЬхГЄЖШ30ЃЎ1 mmЃЌЯИЖШ1ЃЎ70 dtexЃЌ16 mmвдЯТЖЬШоТЪ10ЃЎ8ЃЅЃЌЪжМ№УоНс9СЃЃЏgЃЌГЩЪьЖШЯЕЪ§1ЃЎ68ЃЌКЌдгТЪ1ЃЎ2ЃЅЃЌКЌЫЎТЪ10ЃЅЁЃ
2ЗФЩДЙЄвеСїГЬ
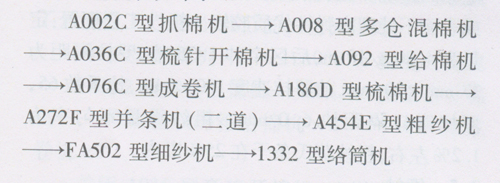
АДЛьЗФБШР§ВЩгУУоАќЛьКЭЃЌОюЫПгыУоМфИєХХСаЁЃЙЄвеСїГЬШчЯТЃК
3ИїЙЄађжївЊЙЄвеВЮЪ§МАММЪѕДыЪЉ
3ЃЎ1ПЊЧхУо
ПЊЧхУоЙЄађзёбЧкзЅЁЂЩйзЅЁЂЧсДђЁЂЖрЫЩЩйДђЃЌвдЪсДњДђЃЌЖрЛьЩйТфЃЌГфЗжЛьКЯЃЌИєОрЪЪжаЕФЙЄведдђЁЃЪЪЕБНЕЕЭИїДђЪжЫйЖШЃЌОЁСІМѕЩйУоНсКЭдгжЪЃЌзюДѓЯоЖШЕиМѕЩйЯЫЮЌЫ№ЩЫЃЌЪЪЕБМгДѓЗжЪсБШЁЃA036CаЭЪсеыПЊУоЛњЪсеыДђЪжЫйЖШПижЦдк500 rЃЏminвдФкЃЛA076CаЭГЩОэЛњДђЪжЫйЖШПижЦдк900rЃЏminЃЌЗчЩШЫйЖШЬсИпЕН1440 rЃЏminЃЌЪЙЯЫЮЌЫГРћзЊвЦжСГОС§ЃЌНЕЕЭУоОэВЛдШТЪЁЃУоОэжиСППижЦдк12ЃЎ5 kgЁР0ЃЎ2 kgЁЃГЩОэжиСПВЛдШТЪПижЦдк1ЃЎ3ЃЅвдФкЁЃ
3ЃЎ2ЪсУо
ЪсУоЙЄађИєОрЪЪЕБЗХДѓЃЌЫйЖШНЕЕЭЁЃИЧАхЁЋЮ§СжЮхЕуИєОрЮЊЃК0ЃЎ3 mmЁЂ0ЃЎ25 mmЁЂ0ЃЎ25 mmЁЂ0ЃЎ25ЃКmmЁЂ0ЃЎ28 mmЃЌЮ§СжЫйЖШПижЦЮЊ260 rЃЏminЃЌДЬЙѕЫйЖШПижЦЮЊ620 rЃЏminЃЌЕРЗђЫйЖШПижЦдк16rЃЏminЁЋ18 rЃЏminЃЛГ§ГОЕЖЁЋДЬЙѕИєОрЮЊ0ЃЎ35 mmЃКаЁТЉЕзНјПкИєОрЮЊ0ЃЎ25 mmЃЛЮ§СжЁЋЕРЗђИєОрЮЊ0ЃЎ127 mmЃЛДЬЙѕЁЋЮ§СжИєОрЮЊ0ЃЎ177 mmЁЃЬсИпЮ§СжгыДЬЙѕЕФЯпЫйБШЃЌвдМѕЩйЯЫЮЌЕФЫ№ЩЫЃЌМѕЩйУоНсЕФВњЩњЁЃСэЭтЃЌЮ§СжеыВМвЫВЩгУЙЄзїНЧНЯДѓЕФН№ЪєеыВМЃЛИЧАхВЩгУЫЋСаеыВМЃЌетбљПЩгааЇЕиМѕЩйеыВМЧЖдгЁЃЦфДЮЃЌЮЊСЫЗРжЙвђОВЕчЙ§ДѓЕМжТЖТШІЬѕПзЕФЧщПіЃЌУПАрЖМгІМсГжЖЈЪБЧхНрШІЬѕПзВЂгУАќЙќгавНгУЛЌЪЏЗлЕФДПУоЩДВМВСЪУЩДЬѕЭЈЕРЃЛбЁгУПкОЖНЯаЁЕФРЎАШПкЃЌМгДѓаЁбЙЙѕбЙСІвдЬсИпЩДЬѕНєУмЖШЃЌМѕаЁЩДЬѕНиУцжБОЖЁЃЪсУоЬѕжиСП(ЪЊжи)ЮЊ22ЃЎ5g/5 mЁЃ
3ЃЎ3 ВЂЬѕ
ВЩШЁжиМгбЙЁЂДѓИєОрЁЂДѓЧЃЩьЕФЙЄведдђЃЌЧАТоРзЊЫйНЕЮЊ165 rЃЏminЁЃЮЊСЫИќКУЕиЬсИпЯЫЮЌЕФЩьжБЦНааЖШЃЌЮвУЧВЩгУЁАЭЗДѓЖўаЁЁБЕФЫГЧЃЩьЃЌЭЗВЂКѓЧјЧЃЩьНЯЖўВЂДѓЃЌвдЬсИпЪьЬѕжЪСПЁЃгЩгкУоЬѕжаКЌга30ЃЅЕФОюЫПЯЫЮЌЃЌвђДЫдкЧЃЩьЙ§ГЬжаОВЕчЯжЯѓНЯДѓЃЌЭЈЙ§ЪЕМљЃЌВЩгУДѓЦсДІРэНКЙѕЃЌФмЙЛгааЇЕиМѕЩйВјШЦТоРНКЙѕЯжЯѓЗЂЩњЁЃСэЭтЃЌЮЊСЫЗРжЙЖТШћШІЬѕПзЃЌГ§СЫвЊбЁдёДѓаЁЪЪЕБЕФРЎАШПкжБОЖЭтЃЌЛЙгІМгДѓШІЬѕеХСІЃЌШІЬѕГЩаЮЪБЃЌдкЩДЬѕЪфГіЫйЖШВЛБфЕФЬѕМўЯТЃЌЪЪЕБМгПьУоЬѕЭВзЊЫйЃЌвдМѕЩйЖТШІЬѕПзЯжЯѓЁЃЦфДЮЃЌЛЙгІЖЈЪБЧхНрШІЬѕПзВЂгУвНгУЛЌЪЏЗлВСЪУШІЬѕЭЈЕРЁЃВЂЬѕЙЄађЙЄвеХфжУМћБэ1ЁЃ

3ЃЎ4ДжЩД
ДжЩДВЩгУЁАжиМгбЙЁЂаЁеХСІЧЃЩьЁЂНЯДѓДжЩДФэЖШЁБЕФЙЄведдђЃЌКѓЧјЧЃЩьЦЋДѓеЦЮеЃЌВЂМгзАМйФэЦїЃЌЗРжЙвтЭтЧЃЩьЃЌМѕЩйЯИНкЁЃЭЌЪБЃЌЪЪЕБМгжиТоРбЙСІЃЌОЁПЩФмРЖЯВПЗжГЌГЄЯЫЮЌЃЌЗРжЙГіЁАгВЭЗЁБЃЌШЗБЃЧЃЩьжЪСПЁЃСэЭтЃЌЮЊСЫдіМгЮеГжЃЌЗРжЙаыЬѕвђОВЕчдвђВјШЦТоРМАЧЃЩьНКЙѕЃЌвЫВЩгУДѓЦсДІРэНКЙѕЛђБэУцВЛДІРэИпЕЏадгХжЪНКЙѕЁЃДжЩДЙЄвеХфжУЃКЖЈСПЮЊ4ЃЎ20g/10 mЃЌКѓЧјЧЃЩь1ЃЎ35БЖЃЌТоРИєОрЮЊ27 mmЁС29 mmЃЌЧАТоРЫйЖШ180 rЃЏminЃЌФэЯЕЪ§65ЃЌТоРЧЏПкИєОрПщ6ЃЎ0 mmЁЃДжЩДжиСПВЛдШТЪЮЊ1ЃЎ2ЃЅзѓгвЃЌДжЩДШјЪЯЬѕИЩдк25ЃЅвдФкЁЃ
3ЃЎ5ЯИЩД
ЮЊСЫМѕЩйЖЯЭЗЃЌЧАТоРзЊЫйвЫЪЪЕБНЕЕЭЃЌЭЌЪБзёбЁАжиМгбЙЁЂНЯДѓЕФКѓЧјЧЃЩьЁЂЪЪЕБТоРИєОрЁБЕФЙЄведдђЁЃОЖрДЮЙЄвеЪдЗФЃЌгЩгкОюЫПЯЫЮЌжаХМЖћКЌгаГЌГЄЯЫЮЌЃЌдкЗФЩДЙ§ГЬжаЧЃЩьВЛПЊЃЌвзГіЁАЯ№ЦЄЩДЁБЃЌбЯжигАЯьГЩЩДжЪСПМАЩњВњЕФе§ГЃНјааЃЌЮЊДЫЮвУЧВЩгУСЫЛЌСяЧЃЩьЃЌНЋжааЁТоРЛЛГЩНКЙѕЃЌЭЌЪБдкНКЙѕЕФе§жаЧавЛ0ЃЎ5 mmЕФАМВлЃЌгааЇЕиНтОіСЫЁАЯ№ЦЄЩДЁБЕФЮЪЬтЃЌИжЫПШІгІЦЋжиеЦЮеЃЌВЂЪЙгУЕЭгВЖШИпЕЏадНКЙѕЃЌгХбЁЙЄвеВЮЪ§ЃЌЬсИпЧЃЩьжЪСПЁЃЯИЩДЙЄађЧАТоРзЊЫйЮЊ160 rЃЏminЃЌТоРИєОрЮЊ20 mmЁС30 mmЃЌЯИЩДзмЧЃЩь17БЖЁС1ЃЎ35БЖЃЌЧЏПкИєОрПщ3ЃЎ0 mmЃЌЖЇЫйЮЊ11 356 rЃЏminЃЌФэЯЕЪ§320ЁЃ
3ЃЎ6ТчЭВ
ТчЭВВЩгУЕчзгЧхЩДЦїШЅГ§ВПЗжЩДДУЃЌВЂВЩгУПеЦјФэНгЦїЁЃЕчзгЧхЩДЦїЙЄвеВЮЪ§ЃКЖЬДжНкЮЊ1ЃЎ5 cmЁС170ЃЅЃЌГЄДжНкЮЊ3ЃЎ0 cmЁС(+50%)ЃЌГЄЯИНкЮЊ3ЃЎ0 cmЁС(-50ЃЅ)ЃЌВлЭВзЊЫйЮЊ510 rЃЏminЃЌеХСІЦЌжиСПЦЋжиеЦЮеЁЃ
ОюЫПЃЏУо30ЃЏ70 18ЃЎ2 texЛьЗФЩДЕФПЊЗЂЃЌЬсИпСЫОюЫПВњЦЗФЭФЅЁЂЮќЪЊМАЭтЙлЬиадЃЌвВЗсИЛСЫЗФжЏЦЗЯћЗбЪаГЁЃЌОпгаЙуРЋЕФгІгУСьгђЁЃ