
发展新型纺纱技术,提高新型纺纱在生产中的比重是“十五”乃至今后一段时期纺纱技术改造的重点。纵观世界纺织技术发展的历史,近20年来,新型纺纱技术得到快速的发展,尤其是转杯纺纱发展最快。而我国转杯纺纱生产,无论是装备拥有数还是产品档次均远远落后于国际水平。因此发展新型转杯纺纱,提高其产品档次、拓宽应用领域是棉纺工业技术改造的重点之一。
新型转杯纺纱机由于工艺技术先进,其生产效率、纱线的品质与档次均显著提高,不但可生产优质的粗中支纱,也可生产30 ~ 32 S高档次的针织纱与色纺纱。
一、Belcoro针织纱的适应性及应用领域
用Schlafhorst(赐来福)公司Autocoro 312型转杯纺纱机生产的Belcoro针织纱在针织加工中具有生产效率高、质量好的优良特性,因此在国外针织业中得到广泛应用。其纺纱支数范围广,适纺纤维原材料也多种多样,所有传统的短纤维原料均可在Autocoro 312型转杯纺纱机上纺纱。Belcoro针织纱使用的各种原材料的百分比为:棉:55 %;/棉:28 %;聚丙烯腈/棉:5 %;聚丙烯腈:6 %;CVC和其它:6 %。
Schlafhorst公司制订了Belcoro针织纱用于各类针织物的纺纱工艺参数与质量要求。
(1)外衣:采用100 %棉,趋向于高支纱和小针距。其纱线的强度均匀度和疵点不仅对针织工艺很重要,且对针织物的特性和外观也很关键。
(2)床上用品: 用重平针织物,纤维材料为100 %棉,纱支14.6 ~ 17.7 tex(Ne 40 ~ 33),提高纱线均匀度和减少毛羽,能使针织品手感良好,印花后图案清晰。
(3)单平针织物:纺纱支数范围是19.4 ~ 24.3 tex(Ne 30 ~ 24),可由棉或、莫代尔纤维等原料混纺。
(4)运动服和休闲装:采用聚丙烯腈纤维与棉(毛)混纺。
聚丙烯腈纤维既可纯纺,也可与棉(毛)混纺,粗细号纱均可生产,腈/棉典型的混配比为50 / 50。在环锭纺纱过程中很难完全消除2 种纤维混合不匀的问题,而在转杯纺过程中因有很强的并条效应,混合均匀性优于环锭纺纱,故转杯纺工艺在混纺领域中显示出优良的性能。国外聚丙烯腈纺纱支数一般在19.4 ~ 48.6 tex(Ne 30 ~ 12),中粗支纱广泛用于针织运动服、休闲装、汗衫、袜子和起绒织物,高支纱14.6 ~ 18.2 tex(Ne 40 ~ 32)用于睡衣和运动内衣。
二、Belcoro针织纱与环锭纺针织纱性能比较
转杯纱与环锭纱在纺纱过程和纱线结构方面均不同,这些差别使得转杯纱的针织加工工艺及其织物的性能均优于环锭纱。
1. 针织机断头率降低,效率提高
Autocoro 312 型转杯纺纱机的卷装特征使得针织纱在针织机上加工时显示出良好的性能,这是因为Belcoro针织纱比环锭针织纱条干均匀度好、纱疵少、上蜡均匀、强力不匀率低。其Corolab电子监控系统对纱线质量进行全面控制,接头数量少,且接头的质量与纱线本身相同。比如一个19.4 tex(Ne 30)重量为3 kg的Belcoro针织纱卷装只有6个接头,而同样重量的环锭纱卷装中有80个接头,其中56个接头是由换纱管引起的。这些优良性能使得Belcoro纱在针织机上加工时,断头率可比环锭纱降低60 %,针织机速度可提高10 % ~ 15 %;针织加工时产生的飞花和尘杂更少,操作人员的劳动强度也有所降低;同时由于卷装在整个退绕过程中张力均匀,由Belcoro纱织成的针织物更均匀,在长度方向上也呈现出很好的均匀性。
2. 针织物的成品质量和服用性能
用Belcoro针织纱织成的织物在后整理时的性能也不同于环锭纱。如果染整工艺得当,可以获得很多优点。
• 纱中因含籽屑数量少,纱条白净光洁,故漂白时漂白剂用量可减少。
• 纱的结构特性(纱内紧外松)使其在后整理时吸液量大, 光反射小,可产生深色效果。根据色泽的不同,染料用量可节约近10 %。
• 纱承受变形力的稳定性好,使管状针织物通过染色机时(染液和织物以恒速运动)织物发生纤维打结的可能性比环锭纱要低很多,这种稳定性可产生良好的后整理织物外观。
• 针织物清晰的外观可产生出极好的印花效果。
3. 针织T恤的服用性能
Schlafhorst公司纺织实验室曾对由环锭纱和Belcoro纱制成的针织T恤服用性能进行对比分析。
(1)尺寸稳定性
针织物的尺寸稳定性和弹性回复性表现在纵向和横向的缩水性及线圈扭曲方面。测试采用标准的重型洗涤机在40 ℃的有色水中洗涤T恤,标准规定纵向和横向尺寸稳定性为5 %,结果显示用Belcoro纱制成的T恤符合这个标准,而由环锭纱制成的T恤则有更大的缩水倾向。
(2)起球性
在穿着过程中织物表面形成的绒头和小结会大大降低服装的使用价值。Schlafhorst纺织实验室使用Martindale起球摩擦仪测试T恤的起球性。把织物与织物摩擦2 000次后的起球结果与标准样照进行对比,1级表示高起球性,即很差,而5级表示低起球性,即很好。4件T恤测试结果是:Belcoro纱为4 ~ 5级,环锭纱Ⅰ为3 ~ 4级,环锭纱Ⅱ为2级,环锭纱Ⅲ为3 ~ 4级。
以上测试结果表明Belcoro纱针织物具有较低的起球性,因此可以预测其具有良好的穿着舒适性,而另外3种用环锭纱制成的T恤抗起球性均比Belcoro转杯纱要差。
(3)透气性
Belcoro针织纱的特殊表面结构使其具有更大的抗滑脱性,制成的针织物透气性能良好。
(4)洗涤性
通过洗涤对比试验,由环锭纱制成的织物在洗涤10 ~ 15次以后就已经显示出穿旧的信号,而由Belcoro针织纱制成的织物却正好相反,织物相当耐用,尤其对于经常洗涤的T恤、内衣和床上用品来说效果很好。
(5)手感
通过5个相互独立的人员来评价。未洗涤时由Belcoro纱制成的T恤的手感比环锭纱要硬些,但经5次洗涤后,多数测试者发现由Belcoro针织纱制成的T恤衫,洗涤1次后手感逐渐柔软,而由环锭纱制成的T恤,随着洗涤次数增加,手感逐渐变硬。
(6)价格
由于用Belcoro针织纱制成的T恤,服用性能优于环锭纱制成的T恤,故其售价高于后者,可为企业获得丰厚的利润。故目前国外针织企业采用Belcoro针织纱生产针织物的比例迅速增加,并已在名牌针织产品中使用。
三、Belcoro针织纱生产的技术要点
生产品质优良的转杯纺针织纱是一个系统工程,必须从优选原料、优化纺纱工艺及合理设计转杯纺纱机的工艺参数等方面进行细致的工作。根据棉纺企业的实践经验,用Autocoro 312生产Belcoro针织纱要把握3个重要环节。
1. 原料的优选
棉花是针织用纱最重要的原料,为了能够纺好细号针织纱,必须选用高强、成熟度好的优质原棉。纱线横截面中的纤维根数至少要在100 ~ 110根之间,才能保证纺纱稳定性,在减小捻度后不会造成纱线强度的明显下降。
根据表1,工厂在选用转杯纺针织纱用原棉,尤其是纺细号针织纱时,应特别注意纤维的拉伸强度、细度和均匀度,此时它们的重要性要超过纤维长度。并且要考虑马克隆尼值和成熟度。如1.94 dtex的原棉不能纺22.4 tex(Ne 26)的纱线。短纤维含量也会影响到纱线的性能和针织物的手感与光泽,不能超过6 %。
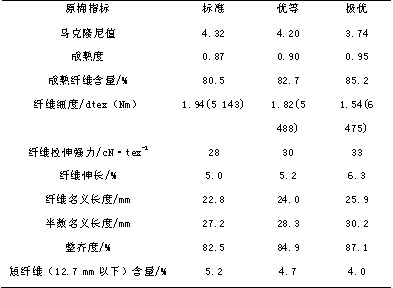
注 : 1.用FMT仪测试马克隆尼值:3.0 ~ 3.9为细, 4.0 ~ 4.9为平均,5.0以上为较粗。 成熟度:1.0很成熟, 0.95 ~ 1.0 高于平均成熟,0.85 ~ 0.95 适宜纺纱。
2.用HVI仪测试(HVICC棉级标准)纤维强力:20 ~ 22为中强,23 ~ 25为强,26以上很强。纤维伸长:5.0 ~ 5.8为低,5.9 ~ 6.7为中,6.8以上为高。
除了纯棉以外,化纤纯纺及与棉混纺的原料也越来越多地被应用。应选用由较细纤维或细旦纤维纺成的纱线来做针织品, 因为这种针织物的手感特别柔软。最佳的纤维长度是32 mm,对于小直径转杯,短纤维所形成的缠绕纤维更少。
2.前纺工序的选配
纺Belcoro针织纱时,前道工序的合理选配也十分重要,如前纺工艺选配不当,喂入条子含杂量超标和均匀度较差,均会造成纺纱时断头增加及纱线质量下降。
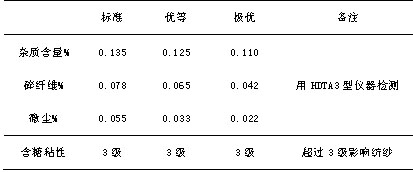
推荐纺针织纱时采用清梳联与二道并条工艺。要求通过清梳联合机后,总除杂效率达到96 %以上,纤维混合均匀。清梳联工艺流程可采用:往复式抓棉机 → 双轴流开棉机 → 多仓混棉机 → 多滚筒除杂机(CVT3或CVT4) → DX强力除微尘机 → 高产梳棉机。DX强力除尘机对去除短绒、微尘效果较好,可以达到纺纱设定要求,减少纺纱断头,提高纱的光洁度。清梳联的梳棉机产量根据纺纱要求可按55、62、72 kg等 3档来设定,产量越高棉条中含杂量越多。据试验,单产在72 kg时棉条含杂在0.3 %以上,62 kg时下降到0.2 %左右,55 kg时棉条含杂可下降到0.2 %以下。故纺细号针织纱时,梳棉机台时产量控制在55 kg为好。
根据生产实践,纺15 ~ 25 tex细号针织纱时应用二道并条工艺,纺24.3 ~ 32.4 tex(Ne 24 ~ 18)可采用一道并条。但一道并条必须有自调匀整装置以控制条子的长短片段不匀率。细号纱采用二道并条工艺的理由是因细号纱截面纤维根数较少,对纤维的伸直平行度提出较高要求,二道并条纤维伸直平行好于一道并条,对提高成纱强力有利。
3. 合理选择纺纱元件和纺纱工艺
选择合适的纺纱元件和纺纱工艺可使Belcoro针织纱在针织生产中得到所要求的织物外观和质量,在纺纱过程中必须高度重视。
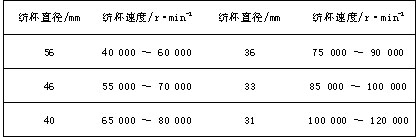
(1)纺杯直径与转速的匹配
纺杯速度对Belcoro针织纱质量与可纺性能均有较大影响,纺杯速度高会使纱线强力与伸长降低,纺纱时断头率增加,故纺杯转速必须根据纺纱支数来与纺杯直径匹配(表3)。
(2)纺杯型号
SE - 11纺纱器为了使纺杯能在高速运转时稳定可靠,采用了磁性悬浮轴承与混合轴承支撑 2种型式,尤其是磁性悬浮轴承纺杯是Schlafhorst公司的专利产品,可提高纺杯转速。纺杯表面采用BD - 3d涂层处理,结合了硼化涂层与金刚石镀层的优点。因此,转杯最佳的耐用性、最佳的纺纱条件和纱线的性能指标都能得到保证。纺杯型号有T型与S型等,国内目前选用T型纺杯较多,适纺纱支范围大;S型纺杯用于含杂高的棉条。实际生产中可根据不同纺纱支数、原料选用纺杯型号:纺纯棉时,58.3 ~ 145.8 tex(Ne 10 ~ 4)用直径40 ~ 56 mm S型纺杯, 41.6 ~ 97.2 tex(Ne 14 ~ 6)用直径36 ~ 40 mm T型纺杯,14.6 ~ 29.2 tex(Ne 40 ~ 20)用直径31 ~ 33 mm T型纺杯;纺化纤纱时,纯中细支纱用T型纺杯,粗支纱用S型纺杯,腈纶机织纱用T型纺杯,针织纱用S型纺杯,人棉纱用T型或S型均可。
(3)分梳辊的型号与速度
分梳辊也是重要的纺纱器材,用于对纤维的再开松与梳理,必须根据所用原料选择分梳辊。为了提高分梳辊表面耐磨性,Autocoro 312转杯纺纱机对分梳辊表面采用了具有金刚石和镍的三维镀层(DN为3d镀层),或金刚石镀层(D),分梳辊型号有B - 174型和B20型,用于纯棉,S - 21型因齿前角小,可用于人棉及其混纺纱,Schlafhorst公司推荐用不同原料生产针织纱时所使用的分梳辊速度与型号见表4。
表4 分梳辊速度与型号
分梳辊的速度与成纱质量关系密切,分梳辊速度高,则纤维开松程度、杂质分离程度提高,成纱疵点(千米棉结、细节、粗节)下降,但纱条中含短纤量增加,毛羽有增加趋势。故必须按不同原料性能来选择分梳辊型号和设定分梳辊速度。
(4)合适的阻捻器和假捻头
假捻头和阻捻器对成纱的外观和可纺性有一定影响。目前多数采用陶瓷假捻头,型号为:KG -光滑型,其中K3用于纺纯棉纱,K4、K6用于纺化纤纱;KSA用于纯棉织布用纱;KSR4用于喷气织机和针织用纱,KS2R4用于低捻柔软针织纱。在生产Belcoro针织纱时要使用阻捻器,它可在转杯凝聚槽方向上产生阻捻,使纤维的凝聚区得到延伸,从而提高纺纱的稳定性,并可采用较低的捻系数生产蓬松性好、手感柔软的纱线。
(5)Belcoro针织纱卷装形式
过去针织纱必须使用锥形卷装,而今带有侧面筒子架的现代针织机(大圆机)不再如此。相反,大量的研究表明平行筒子的退绕性更加良好,同时平行筒子纺纱速度可提高,卷装容量可加大,由此可增加企业经济效益,正因为这个原因,美国与西欧一些著名的针织厂在几年前就开始使用平行筒子。
(6)纱线上蜡
如果要使纱线在针织机上运行性能良好,同时织物又具有良好的外观,上蜡是必不可少的。上蜡时纱线在其圆周方向摄取很少的蜡颗粒,针织加工时这些蜡颗粒会沉积到针织机上所有的弯曲点和接触点,起到润滑作用,降低摩擦系数。纱线上蜡量取决于所用蜡块种类、纱线引纱速度和蜡饼的包围长度,上蜡量并不是越多越好,一般1 kg纱线上蜡为1 g。
(7)Corolab纱线监测系统
生产针织纱时必须使用Corolab纱线监测系统。这是因为针织物组织紧密,在一定长度上的纱线粗细不匀就会在织物表面产生疵点,Corolab优化的参数设置能够检测并切除这些疵点。在Autocoro 312型机上安装的Corolab - 7或最新开发的Corolab ABS异纤维检测系统可供选择应用。 Corolab光学传感器能够检测异纤维的长度、密度和频率,它与SE - 11纺纱器相结合,能够检测出可能产生的各类纱疵,对针织纱有特别意义。