
ХчЦјЗФЩДЪЧНќЪЎМИФъРДВХЧїЯђГЩЪьЕФвЛжжКмгаЗЂеЙЧАЭОЕФаТаЭЗФЩДЗНЗЈЁЃЫќЪЧРћгУХчзьФкВПВњЩњЕФИпЫйа§зЊЦјСїДјЖЏЧЃЩьКѓЕФЯЫЮЌаыЬѕОЙ§МйФэЁЂГѕАќВјКЭЭЫФэЕШвЛЯЕСаЙ§ГЬЃЌаЮГЩОпгаЖРЬиЗчИёЕФАќВјЩДЁЃЦфМгФэЦїЪЧгЩЙЬЖЈЕФХчзьЙЙГЩЃЌвђДЫЮоИпЫйЛизЊЛњМўЃЌЦфВњСПЪЧЛЗЖЇЗФЩДЕФ10ЁЋ15БЖЃЌПЩвдЗФжЦ30ЁЋ7ЃЎ4texЕФЩДЯпЃЌЪЪгУгкЛЏЯЫгыУоЕФДПЗФМАЛьЗФЁЃгыДЋЭГЕФЗФЩДММЪѕЯрБШЃЌХчЦјЗФЩДОпгаВњСПИпЁЂСїГЬЖЬЁЂздЖЏЛЏГЬЖШИпЁЂЪЪЗФЗЖЮЇЙуЕШжкЖргХЕуЃЌВњЦЗгаЦфЖРЬиЕФадФмКЭгУЭОЃЌгІгУСьгђЙуЗКЃЌЙЪНќФъРДЗЂеЙЗЧГЃбИЫйЁЃ
1 ХчЦјЩДНсЙЙгыЧПСІЕФЙиЯЕ
ХчЦјЗФЩДЪєЗЧздгЩЖЫЗФЩДЃЌгЩгкЦфЬиЪтЕФГЩЩДЛњРэЃЌХчЦјЩДЕФНсЙЙУїЯдВЛЭЌгкЛЗЖЇЩДЕФФэЛиЩДНсЙЙЃЌаЮГЩЕФЪЧЭтАќЯЫЮЌАќВјЦНаааОЯЫЮЌЕФЫЋВуЩДНсЙЙЕФАќВјЩДЁЃХчЦјЩДЧПСІжївЊгЩвдЯТСНЕуОіЖЈЃКa)АќВјЯЫЮЌЕФЪ§СП(АќВјЯЫЮЌгыаОЯЫЮЌЕФБШР§)ЃЛb)АќВјЯЫЮЌЖдаОЯЫЮЌЕФАќВјНєУмГЬЖШЁЃДгЩњВњЪЕМљжаЕУГіЃКАќВјЯЫЮЌЪ§СПдНЖрЃЌАќВјГЬЖШдННєУмЃЌдђГЩЩДЧПСІвВдНИпЁЃФПЧАЃЌХчЦјЩДЕФЧПСІЕЭгкЭЌдСЯЭЌжЇЪ§ЛЗЖЇЩДЕФЧПСІЃЌДПУоЩДЕФЧПСІдђИќЕЭЃЌвђДЫЬсИпХчЦјЩДЕФЧПСІНЋОпгажиДѓвтвхЁЃХчЦјЩДЕФЧПСІВЛНігыХчзьНсЙЙВЮЪ§гаЙиЃЌгыЗФЩДЪБЕФИїЙЄвеВЮЪ§вВУмЧаЯрЙиЁЃ
2ИїЙЄвеВЮЪ§ЖдХчЦјЩДЧПСІЕФгАЯь
2ЃЎ1 ЗФЩДЫйЖШЖдХчЦјЩДЧПСІЕФгАЯь
ХчЦјЗФЩДВЩгУИпЫйЛизЊЕФбЙЫѕПеЦјШЁДњСЫИпЫйЛизЊЕФМгФэЦїМўЖдЯЫЮЌаыЬѕНјааМгФэЃЌАкЭбСЫДЋЭГЗФЩДжаЁАИжСьвЛЖЇзгвЛИжЫПШІЁБЕФЪјИПЁЃвђДЫЃЌЖдХчЦјЩДНсЙЙгавЛЖЈгАЯьЃЌгАЯьГЩЩДЧПСІЁЃ
ЮЊСЫЫЕУїЗФЩДЫйЖШЖдГЩЩДЧПСІЕФгАЯьЃЌБОЮФЩшМЦВЂзіСЫШчЯТЪдбщЁЃЗжБ№бЁШЁЗФЩДЫйЖШЮЊ120ЁЂ130ЁЂ140ЁЂ150ЁЂ160ЁЂ170ЁЂ180ЁЂ190ЁЂ200mЃЏminНјааЪЕбщЁЃЦфЫќЕФВЮЪ§ЃКЕквЛХчзьФкОЖЮЊ2mmЃЌХчПзжБОЖЮЊ0ЃЎ4mmЃЌПзЪ§ЮЊ4ИіЃЌХчПзНЧЖШЮЊ45ЁуЃЛЕкЖўХчзьФкОЖШыПкФкОЖЮЊ2mmЃЌГіПкФкОЖЮЊ4mmЃЌХчПзжБОЖЮЊ0ЃЎ3mmЃЌПзЪ§ЮЊ8ИіЃЌХчПзНЧЖШЮЊ90ЁуЃЛПЊЯЫЙмГЄЖШЮЊ8mmЃЌВлЪ§ЮЊ4ИіЃЌВлЩюЮЊ0ЃЎ8mmЃЛЕквЛХчзьЦјбЙЮЊ0ЃЎ3MPaЃЌЕкЖўХчзьЦјбЙЮЊ0ЃЎ45MPaЃЛЗФЩДЫйЖШЮЊ180mЃЏminЃЛЫљЗФЩДЮЊ18texЕгЃЏУо(70ЃЏ30)ЩДЁЃЪЕбщНсЙћМћБэ1ЁЃ
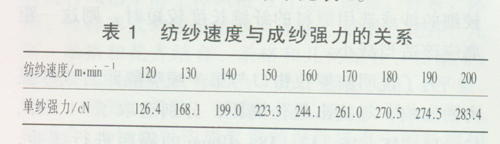
ДгЪЕбщНсЙћПЩвдПДГіЃЌЗФЩДЫйЖШЖдГЩЩДЧПСІОпгаКмДѓгАЯьЃЌЫцзХЗФЩДЫйЖШЕФВЛЖЯЬсИпЃЌГЩЩДЧПСІГЪУїЯдЕФЩЯЩ§ЧїЪЦЁЃгЩгкЪЕбщЫљгУХчЦјЗФЩДбљЛњЕФЯожЦЃЌЫйЖШЬЋИпЃЌдђЛњЦїдЫзЊВЛЦНЮШЃЌЙЪЗФЩДЫйЖШжЛДяЕНСЫ200mЃЏminЁЃБОЮФвдЯТЕФЪЕбщОљВЩгУ180mЃЏminЕФЗФЩДЫйЖШЁЃ
НЋЪдЗФГіЕФХчЦјЩДЗХдкЯдЮЂОЕЯТЙлВьЃЌГЩЩДНсЙЙМћЭМ1ЃК
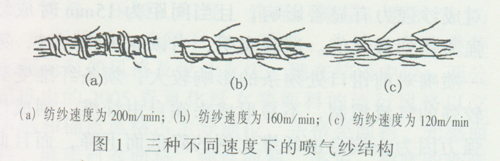
ДгЭМ1жаПЩПДГіЃКдкНЯИпЫйЖШЯТЗФГіЕФХчЦјЩДТна§АќВјеМЕФБШР§НЯДѓЃЌЮоАќВјеМЕФБШР§КмаЁЃЛВЩгУЩдЕЭвЛаЉЕФЫйЖШЗФГіЕФХчЦјЩДЃЌдђТна§АќВјЕФБШР§УїЯдНЕЕЭЃЌЮоЙцдђАќВјКЭЮоАќВјеМЕФБШР§діДѓЃЛВЩгУКмЕЭЕФЗФЩДЫйЖШЗФГіЕФХчЦјЩДЃЌМИКѕПДВЛЕНЭтАќВјНсЙЙЃЌЖјЧвдкМЋЧсЮЂЕФЭтРСІзїгУЯТЃЌЯЫЮЌжЎМфОЭЛсЛЌЭбЃЌЖјЗЧЖЯСбЁЃетжївЊЪЧвђЮЊЯЫЮЌаыЬѕдкХчзьжадЫааЪБЃЌДгЯЫЮЌаыЬѕжаРЉЩЂГіЕФЭЗЖЫздгЩЯЫЮЌВЂЗЧжЛЪмЕНЦјСїЕФзїгУЃЌЫќУЧгыХчзьФкБкжЎМфЕФФІВСвВЛсгАЯьЦфЖдаОЯЫЮЌЕФАќВјдЫЖЏЁЃЕБЗФЩДЫйЖШдНПьЪБЃЌЯЫЮЌаыЬѕдкХчзьжадЫЖЏЕФЪБМфМѕЖЬЃЌдђЭЗЖЫздгЩЯЫЮЌЪмЕНЕФФІВСзїгУМѕШѕЃЌЦфЙцдђАќВјдіЖрЃЌЪЙЩДЯпЕФГЩЩДНсЙЙСМКУЃЌГЩЩДЧПСІЬсИпЃЛЗДжЎЃЌЗФЩДЫйЖШдНТ§ЃЌдђЭЗЖЫздгЩЯЫЮЌЮоЙцдђАќВјдЫЖЏЕФМИТЪБфДѓЃЌЩѕжСдьГЩВПЗжЭЗЖЫздгЩЯЫЮЌЮоАќВјЃЌЪЙЩДЯпЕФГЩЩДНсЙЙБфВюЃЌГЩЩДЧПСІОЭЛсНЋЕЭЁЃЫљвдЃЌЪЪЕБдіДѓЗФЩДЫйЖШНЋгаРћгкГЩЩДЧПСІЕФЬсИпЁЃ
2ЃЎ2ЧАТоРЧЏПкгыЕквЛХчзьИєОрЖдХчЦјЩДЧПСІЕФгАЯь
ЧАТоРЧЏПкгыЕквЛХчзьИєОрМШгАЯьАќВјЯЫЮЌЕФЪ§СПКЭАќВјГЄЖШЃЌгжгАЯьЕквЛХчзьЖдЧАЧЏПкДІаыЬѕЕФзїгУЁЃЧАТоРЧЏПкгыЕквЛХчзьМфЕФИєОрРэТлЩЯгІаЁгкЯЫЮЌжїЬхГЄЖШЃЌЗёдђХчзьЮќПкЕФжсЯђЮќв§СІЛсв§Ц№аыЬѕЕФЖЯСбЃЌЕЋетвЛОрРывВВЛвЫЙ§аЁЃЌЗёдђЖЯЭЗЪБХчзьБЛЖТШћЃЌвздўЛЕЧАТоРЕФЩЯЦЄЙѕЃЌСэЭтвВЛсгАЯьЭЗЖЫздгЩЯЫЮЌЕФВњЩњЁЃИљОнОбщЃЌШєвЊЗФжЦНЯЯИЕФЩДЛђбЁгУдСЯЕФЯЫЮЌГЄЖШНЯЖЬЪБЃЌдђетвЛОрРыгІИУЪЪЕБМѕаЁЁЃ
ЮЊСЫЫЕУїЧАТоРЧЏПкгыЕквЛХчзьИєОрЖдГЩЩДЧПСІЕФгАЯьЃЌбАевГізюМбИєОрЃЌЗжБ№бЁШЁСЫ11ЁЂ12ЁЂ13ЁЂ14ЁЂ15ЁЂ16ЁЂ17ЁЂ18ЁЂ19mmЕФИєОрНјааЪдбщЃЌЗФЩДЫйЖШЮЊ180mЃЏminЁЃЦфЫћЕФВЮЪ§ЭЌЗФЩДЫйЖШЕФЪдбщЃЌЪЕбщНсЙћМћБэ2ЁЃ
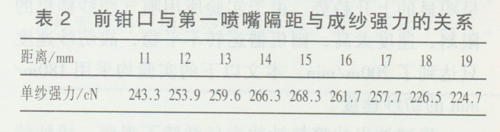
ДгЪЕбщНсЙћПЩвдПДГіЃЌЧАЧЏПкгыЕквЛХчзьИєОрЖдГЩЩДЧПСІгаЯджјгАЯьЃЌЧвЕБМфОрЮЊ15mmЪБГЩЩДЧПСІДяЕНзюДѓжЕЁЃЪдбщБэУїЃЌЕБИУИєОрНЯЖЬЪБЃЌЕквЛХчзьЖдЧАЧЏПкДІаыЬѕЕФгАЯьНЯДѓЃЌаыЬѕЯЫЮЌЪмЕННЯЧПЕФЦјСїПижЦЃЌВЛвзаЮГЩЭЗЖЫздгЩЯЫЮЌЃЌдђГЩЩДЧПСІвђЮЊЭЗЖЫздгЩЯЫЮЌБШР§ЕФНЕЕЭЖјЯТНЕЃЌЖјЧвДЫЪБЧАТоРЧЏПкЧАЕФЦјШІГЄЖШвВНЯЖЬЃЌЪЙЕУЭЗЖЫздгЩЯЫЮЌВЛФмГфЗжЕиНјааГѕЪМАќВјЃЌгАЯьСЫБпЯЫЮЌЖдаОЯЫЮЌЕФАќВјГЄЖШЃЌДгЖјЪЙГЩЩДЧПСІНјвЛВННЕЕЭЃЌЕЋЪЧЃЌвђЮЊСНепОрРыНЯЖЬЃЌдђЯЫЮЌаыЬѕЪмЕННЯЧПЕФИКбЙзїгУЃЌШнвзБЛЮќШыЕквЛХчзьЃЌНјааЗФЩДЃЛЯрЗДЃЌЕБИУИєОрНЯДѓЪБЃЌЕквЛХчзьЖдЧАЧЏПкДІаыЬѕЕФгАЯьНЯаЁЃЌЭЗЖЫздгЩЯЫЮЌЪ§СПдіМгЃЌВЂЧвЧАТоРЧЏПкЧАЕФЦјШІГЄЖШНЯГЄЧвЮШЖЈЃЌЪЙЭЗЖЫздгЩЯЫЮЌЕФАќВјГЄЖШБфГЄЃЌгаРћгкГЩЩДЧПСІЕФЬсИпЃЌЕЋЪЧЃЌетЛсдіМгЕквЛХчзьЖдЯЫЮЌаыЬѕЕФЮќШыФбЖШЁЃ
2ЃЎ3ЗФЩДЦјбЙЖдХчЦјЩДЧПСІЕФгАЯь
ЮЊСЫЫЕУїЗФЩДЦјбЙЖдГЩЩДЧПСІЕФгАЯьЃЌбАевГізюМбЕФЦјбЙХфжУЃЌЕквЛХчзьЦјбЙЗжБ№бЁШЁ0ЃЎ2ЁЂ0ЃЎ25ЁЂ0ЃЎ3ЁЂ0ЃЎ35ЁЂ0ЃЎ4MPaЃЌЕкЖўХчзьЦјбЙЗжБ№бЁШЁ0ЃЎ30ЁЂ0ЃЎ35ЁЂ0ЃЎ4ЁЂ0ЃЎ45ЁЂ0ЃЎ5MPaНјааЪдбщЁЃЗФЩДЫйЖШЮЊ180mЃЏminЃЌЦфЫћВЮЪ§ЭЌЗФЩДЫйЖШЕФЪдбщЁЃЪЕбщНсЙћМћБэ3ЁЃ
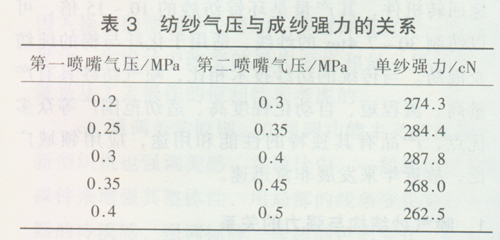
ДгЪЕбщНсЙћПДГіЃЌЗФЩДЦјбЙЖдГЩЩДЧПСІгаКмДѓгАЯьЃЌЫцзХЗФЩДЦјбЙЕФВЛЖЯЩ§ИпЃЌГЩЩДЧПСІЯШдіДѓКѓМѕаЁЃЌЕБЕквЛХчзьЦјбЙЮЊ0ЃЎ3MPaЃЌЕкЖўХчзьЦјбЙЮЊ0ЃЎ4MPaЪБГЩЩДЧПСІзюИпЁЃХчЦјЗФЩДЕФМгФэЙ§ГЬЪЧдкСНИіХчзьжаНјааЕФЁЃЕквЛХчзьЕФЮаСїГЁжївЊЪЧаЮГЩЭЗЖЫздгЩЯЫЮЌЃЌЖдЩДаОНјааГѕЪМАќВјЃЌЭЌЪБЃЌзшжЙЕкЖўХчзьЕФФэЖШЯђЧАТоРДЋЕнЁЃЕкЖўХчзьЖдЩДаОЦ№Л§МЋМйФэзїгУЁЃЗФЩДЦјбЙОіЖЈГЩЩДЧПСІЃЌЬиБ№ЪЧЕквЛХчзьЦјбЙЕФДѓаЁЃЌгАЯьзХГЩЩДжаЭтАќВјЯЫЮЌЕФАќВјЧщПіЁЃЕквЛХчзьЦјбЙдіДѓЃЌЪЙХчзьФкЦјСїзЊЫйМгПьЃЌЧАТоРЧЏПкДІКЭЕквЛХчзьМфЩДЬѕЦјШІеёЖЏМгОчЃЌаыЬѕвзгкРЉЩЂЃЌЗжРыГіЕФЭЗЖЫздгЩЯЫЮЌЪ§СПдіМгЃЌАќВјаЇТЪЬсИпЃЌГЩЩДЧПСІдіДѓЁЃЕЋЕквЛХчзьЕФЦјбЙВЂЗЧдНДѓдНКУЃЌДяЕНвЛЖЈжЕКѓЃЌдйМЬајдіДѓНЋЛсЕМжТаОЯЫЮЌЪ§СПМѕЩйЃЌГЩЩДЧПСІНЕЕЭЁЃЕкЖўХчзьЦјбЙЪЧаЮГЩЩДЯпзюжеНсЙЙЕФЙиМќвђЫиЃЌЫќОіЖЈзХАќВјЯЫЮЌЖдаОЯЫЮЌАќВјЕФЫЩНєГЬЖШЁЂАќВјУмЖШЁЂАќВјзДЬЌЃЌЖдЩДЯпНсЙЙЦ№ОіЖЈадзїгУЃЌЖдЩДЯпЧПСІгавЛЖЈгАЯьЁЃ
3 НсТл
ЭЈЙ§ЖдЗФЩДЫйЖШЁЂЧАЧЏПкгыЕквЛХчзьИєОрЁЂЗФЩДЦјбЙЕФЪдбщНсЙћМАРэТлЗжЮіПЩвдПДГіЃЌЗФЩДЙЄвеВЮЪ§ЖдГЩЩДЧПСІгаКмДѓЕФгАЯьЃКЗФЩДЫйЖШдНИпЃЌГЩЩДЧПСІвВдНИпЃЛЕБЧАЧЏПкгыЕквЛХчзьИєОрЮЊ15mmзѓгвЪБГЩЩДЧПСІНЯИпЃЛЕБЕквЛХчзьЦјбЙШЁ0ЃЎ3MPaзѓгвЃЌЕкЖўХчзьЦјбЙШЁ0ЃЎ4MPaзѓгвЪБЕФГЩЩДЧПСІНЯИпЁЃ