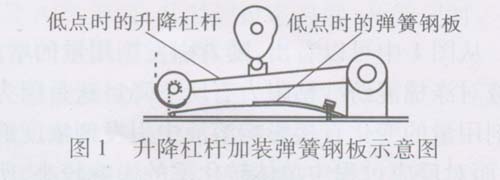
通过对扭杆弹簧的工作原理进行认真分析,决定在升降杠杆(0608B)下面增加两块宽60mm、厚7 mm、长度各为260 mm和500 mm的弹簧钢板(见图1),弧面向上。右端在车头底盘上加工一个14 mm的螺孔,再在钢板右端向里40mm处中心钻一个直径为14 mm的圆孔,用螺钉把钢板固定在底盘上。钢板左端加工为交链,在升降杠杆最低点时(钢领板也在始纺位置,因为这时扭杆弹簧的扭力最大),两者连接在一起。开车后升降杠杆工作,由于弹簧钢板的弹力低,这时弹簧钢板的左端就会被带起来,但此时升降杠杆下面却增加了一个向下的拉力(弹簧钢板的回弹力),然后拧动右端钢板上的固定螺钉,调节升降杠杆升起的凸轮转子能够与成形凸轮的凹处刚接触为宜。这时弹簧钢板的回弹力通过停车测试,最大值为170 daN,最小值为95 daN。这样扭杆弹簧平衡力小的问题就得到了解决。
此技术在FA502型细纱机上试用后,由于平衡得到改善,蜗轮箱运转平稳,异响消失,钢领板打顿现象再也没有发生,棘轮倒转现象也随之消失,降低了坏车率和千锭时断头,提高了成纱质量。由于大大减轻了蜗轮箱的承受力,各部件的使用寿命延长,机物料消耗降低,并减轻了维修工人的劳动强度,同时由于各齿轮问的阻力减小,主电机负荷也相应减小,对主电机的保护、节能也将起到积极作用。本项技术改造我公司很重视,现正准备在所有需要改造的机台上进行全面推广。