
我们经过反复研究,设计出一套改进方案,能取得如下效果:可对前、后压浆辊设置不同压力,在浆纱机低速时配合低压力,高速时配合高压力,前压浆辊可设置低压浆力P1、高压浆力P2,后压浆辊可设置低压浆力P3、高压浆力P4四种压力,并且在突然停电时还会利用余压使压浆辊自动抬起。
改造后的电气控制原理图见图1。
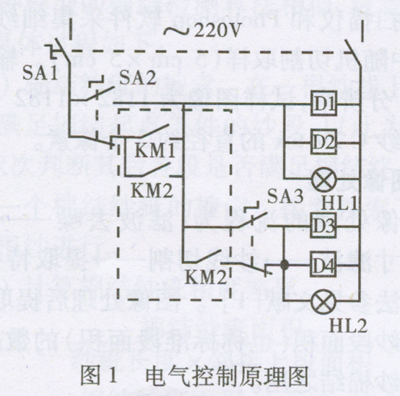
图1中SAl、SA2、SA3是旋转按钮,D1、D2、D3、D4是电磁阀,HLl和HL2是指示灯。虚线框内KMl为浆纱开关箱慢车接触器触点,KM2为浆纱开关箱主机接触器触点,线路简单,只需两根电源线和三根控制线。
闭合电源SAl、SA2、SA3断开为自动状态,SA2闭合为手动低气压状态,SA2、SA3同时闭合为手动高气压状态。自动状态时,开慢车KMl吸合,D1、D2电磁阀通电为低气压状态,开快车时KMl、KM2同时吸合,电磁阀全部通电为高气压状态。
气动加压工作原理说明:
(1)停电有气压时,汽缸带动压辊抬起。
(2)当D1、D2电磁阀通电,D3、D4无电时,汽缸进入低气压状态。
(3)当D3、D4电磁阀通电,D1、D2电磁阀继续通电时,汽缸进入高气压状态。
(4)当D3、D4电磁阀失电时,汽缸又进入低气压状态,D3、D4电磁阀失电、通电,是低气压与高气压之间切换。
(5)只要停电或关掉电源,汽缸就会抬起。
(6)调节调压阀可获得P1,P2,P3,P4四种压力,汽缸抬起或下降时不同步,可调节单向节流阀。
我公司第一台浆纱机改造后试用了七个多月,上浆合格率显著提高,浆斑、轻浆等疵点明显减少,该项改造技术措施已在我公司推广应用。