
近几年来,随着我国纺织工业的迅速发展,各种新型纤维、新型纺纱技术及新型花式纱线出现了从未有过的发展局面。尤其是新一代仿真系统伺服电机式竹节纱装置的推出,使研制和开发竹节纱更加简单方便而又稳定可靠。
竹节纱是一种结构型的花式纱,它是在环锭细纱机上加装竹节纱装置,改变了纱线结构而产生的一种新型纱线,它既可以用于机织物,也可以用于针织物和装饰物。由于竹节形态大小、分布不同加上后面织造工艺的变化,使织物产生各种不同的风格。丰富了纺织品的品种,深受消费者的喜爱。
1 针织用竹节纱的特点和技术要求
1.1 针织用竹节纱的特点
针织用竹节纱与普通纺针织纱相比,它既保留了针织用纱细节要求少,捻度偏小的特点外,还要求在基纱上保证合乎要求的竹节分布。竹节的最大粗度不能超过针眼的大小,否则会造成破洞、断针等现象。
1.2针织用竹节纱的技术要求
针织物结构丰富多样。针织时采用原纱既可以全部为竹节纱,也可以与普通针织纱交织。可以用股线,也可以染色后进行色织。配以竹节纱的各种不同参数,在针织物表面上可以形成不同的色彩或面料风格。有的如同条纹,有的如同小提花,有的如云斑,有的如阴影,有的点状丰满,风格各异,丰富多彩。
1.2.1 针织用竹节纱的线密度确定
针织竹节纱的线密度包括基纱线密度和平均线密度(或称混合线密度)。
基纱线密度与针织用纱相同。
平均线密度:从纺纱工艺来讲,主要受到竹节工艺参数的变化而变化,与竹节参数有关。而对针织产品来讲,平均线密度的大小直接影响针织面料布面克重的大小。因此针织用竹节纱对平均线密度有相应的要求。
1.2.2针织用竹节纱的竹节参数的确定
针织用竹节纱包括有规律分布竹节纱和无规律分布竹节纱。
有规律分布竹节纱包括一组参数有规律和多组参数有规律。曾经为客户生产了12组参数有规律竹节纱。
竹节纱的竹节参数包括竹节粗度,竹节长度和竹节间距三个参数,这三个参数的不同组合直接影响针织布面的风格及织物的厚度(即织物克重),因而不同的针织产品对竹节参数有不同的要求。
1.2.2.1 竹节粗度的要求
针织用竹节纱从节粗上分类
细(竹)节纱:粗度是基纱1.5~1.8倍。也有1.3倍。
粗(竹)节纱:粗度是基纱2.0~2.5倍,特殊要求的粗度在3.5倍以上。曾经为客户生产过节粗为3.7倍的竹节纱产品。
1.2.2.2竹节长度的要求
针织用竹节纱在节长上分类
短(竹)节纱:竹节长度为2.0~5.0cm。
长(竹)节纱:竹节长度为6.0~15.0cm。
特殊长度要求的,达到节长15~25cm。甚至曾经做过节长80~120cm的竹节纱。
1.2.2.3竹节间距的要求
针织用竹节纱在竹节间距上,一般也有短节距和长节距之分,短节距纱节距在2~10cm范围内。长节距纱节距一般在20~40cm;特殊要求节距可以超200cm。
1.3针织用竹节纱的纺纱要点和质量控制
由于针织用竹节纱是用于针织设备的一种新型针织纱,其纺纱工艺基本适用传统针织纱工艺。从各种不同竹节参数的针织用竹节纱的生产实践中,体会到下列几个工艺问题是纺纱的要点。
1.3.1 细纱后区牵伸倍数的设定
细纱后区牵伸倍数的设定,一般应介于1.2~1.3之间。即适当放大后区牵伸倍数,适当降低牵伸力,减少牵伸力的波动,这样有利于减少细纱出硬头。此种情况对于基纱线密度较小的细号竹节纱显得尤为重要。
1.3.2细纱钳口隔距的确定
细纱钳口隔距块的选配应有利于纤维控制和牵伸力的稳定,对竹节纱而言,应在平均线密度和基纱线密度之间选择。
1.3.3细纱前罗拉速度设定
针织用竹节纱前罗拉速度的设定一般比普通针织纱要低10%~20%,对于节粗较粗节长较长的竹节纱,为了降低细纱纺纱强力波动,减少细纱断头,前罗拉速度应进一步偏低设定。初次试纺,根据大中小气圈及断头分析,逐步调整。前罗拉速度大小之设定与基纱线密度,竹节的粗度、长度等参数有关。
1.3.4钢领钢丝圈的配置
钢领一般选用PG1-4254钢领,有利于减少气幽张力大小的波动。在纺竹节纱时,不管是中支还足粗支纱均采用自润滑钢领。
钢丝圈的选配合适与否是纺制竹节纱的难点。由于竹节纱的竹节参数变化大,基纱线密度与平均线密度有时差异较大。按照钢丝圈重量在基纱线密度与平均线密度之间选择时,往往要经多次反复比较,才能确定,钢丝圈的截面形状以高弓型为适宜。
1.3.5细纱捻系数的设定
除用户特定要求外,捻系数设定在340~360之间。
2针织用竹节纱的质量控制
针织用竹节纱的质量控制应以满足客户要求为最终目的。从成纱的实物质量和物理指标两个方面来控制与稳定竹节纱的质量水平。
2.1 针织用竹节纱在产品设计上属非标准化的新型花式纱,行业无统一的标准。针织厂商普遍以织造时的布面风格、布面克重及织造时断头情况来衡量针织用竹节纱的质量优劣,这是客户认可质量的最基本要求。
2.2采用纺纱试验检测仪器,进行成纱各种物理指标的检测,分析针织竹节纱的质量特性,企业应制定相应的产品企业标准,建立针织用竹节纱的质量控制体系。
参照普通针织纱的质量检测体系,对成批生产的针织用竹节纱,进行了成纱质量指标的检测工作,它包括平均线密度、单纱强力、单强CV%值、百米重量变异系数、条干变异系数、黑板结杂、细纱捻度及捻度CV值等的周期检测,通过生产实践和数据积累分析,对不同竹节丁艺参数的针织用竹节纱的质量特性,有以下几点与普通针织纱不同。
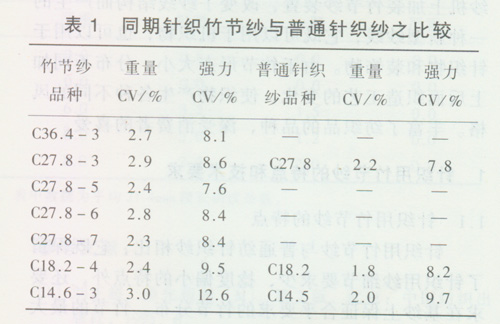
2.2.1 针织用竹节纱的单强变异系数、百米重量变异系数普遍较大,基纱线密度越细,数值越大,如表1所示。
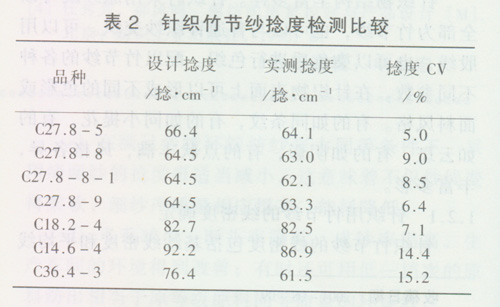
2.2.2针织用竹节纱由于竹节的形态和分布差异,其成纱捻度平均值与设计捻度差异不大,但捻度不匀率较高,如表2所示。
2.2.3采用条干均匀度仪对几个主要针织用竹节纱产品进行了检测和汇总如表3所示
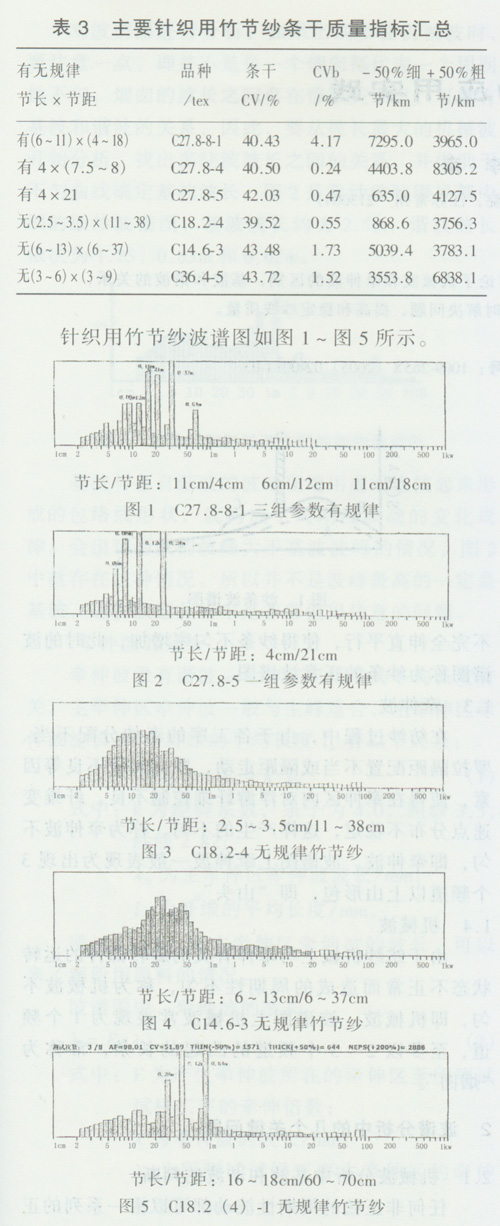
通过条干均匀度检测数据与波谱图分析,针织竹节纱的条干质量特性有以下几个特点。
a)条干CV%千米细节、千米粗节数值大大高于普通针织纱的数值,这是竹节纱的显著特性。
b)条干CVb值较小,反映了竹节纱装置竹节制造的正确和同一性好。
c)针织竹节纱,短(竹)节与长(竹)节纱相比,其千米细节较少,而长(竹)节纱则千米细节的数值均高于其千米粗节。
d)针织用竹节纱的波谱图对于有规律和无规律竹节纱有不同的特征图形。对于有规律竹节纱,其波谱图有明显的“烟图”波,其波长是节长与节距之和。多组参数有规律的竹节纱则有多个烟图波。无规律竹节纱其波谱图一般为“山峰”状如同普通针织纱的“牵伸峰”,其“山峰波”的波长范围等于节长与节距之和的最小值与最大值范吲.对于无规律竹节纱,节距范围义较窄的无规律纱,由于参数设置中事实上因为某些参数的重复故也会出现“烟图”峰波。出现的烟图与其重复的参数有关,其表示了在无规律分布的16组参数可能重复的某几个组合参数的出现的概率。
3 纺好针织用竹节纱的主要技术措施
3.1 根据纺制竹节纱的綦本要求和质量特性分析,首先要保证细纱机处于良好状态。对于牵伸结构,要保证加压稳定,皮辊、皮嘲、上肖无打顿,对于卷绕加捻系统必须做到钢领、锭子、导纱钩三同心一一垂线,尽可能降低卷绕过程中的张力波动,减少细纱断头。要加强锭盘、锭带的维护保养,以降低因素造成的捻度差异。
3.2竹节纱装置选型,根据针织用竹节纱小批量、多品种的特点,应选用仿真系统伺服电机式竹节纱装置,可有效保证竹节参数的可靠与稳定,且调节方便。
3.3确定细纱纺纱工艺的主要参数时,对细纱机前罗拉速度、钢丝圈的选配、隔距块的选配对纺纱的断头影响较大,应该作为纺纱工艺中的重点工作,并落实专人根据生产情况及时调整。
3.4 由于针织用竹节纱的气圈形态动态变化频繁,钢丝圈对钢领的运行轨迹也不同于普通针织纱,因而钢领的磨损不同于纺制普通针织纱。应加强对钢领的检查和保养更换,防止因钢领严重衰退而造成的细纱机大面积断头现象。
3.5根据针织设备的特点,在确定竹节纱工艺参数时应当沣意竹节形态的选择,无特殊要求,应选用笔尖型,以减少竹节纱通过针眼时产生刮毛甚至断头。
3.6在络筒时,为了进一步提高质键,减少织造过程中的纱疵断头,可以采用电子清纱器,对大于节粗参数的“粗竹节”了以有效切除。而正常的竹节则予以保留。