
5ЃЎ1 ЪдбщЬѕМўЃКИїЯюЪдбщгІдкИїЗНЗЈЙцЖЈЕФБъзМЬѕМўЯТНјааЃЌЙЄГЇФкВПШчДяВЛЕНБъзМЮТЪЊЖШЬѕМўЪБЃЌПЩвддкНгНќГЕМфЮТЪЊЖШЬѕМўЯТНјааЃЌЕЋЪдбщЕиЕуЕФЮТЪЊЖШБиаыБЃГжЮШЖЈЁЃ
5ЃЎ2 ЪдбщжмЦкЃКвЛАуЮЊвЛЬьЛђЖўЬьЪдбщвЛДЮЃЌвдвЛДЮЪдбщЮЊзМЃЌзїЮЊИУХњЩДЯпЕФЖЈЕШвРОнЁЃНкМйШеЕФЩњВњСПЃЌПЩгыЯрСкХњВЂХњЃЌЕЋжмЦквЛОШЗЖЈВЛЕУШЮвтБфИќЁЃ
5ЃЎ3 ЪдбљЃКЩДЯпЕФКкАхЬѕИЩОљдШЖШЁЂКкАхУоНсСЃЪ§ЁЂЪЎЭђУзЩДДУЕФМьбщНдВЩгУЭВзгЩД(жБНгЮГЩДгУЙмЩД)ЃЌЦфЫћИїЯюжИБъЕФЪдбщОљВЩгУЙмЩДЁЃгУЛЇЖдВњЦЗжЪСПгавьвщЪБЃЌвдГЩЦЗжЪСПМьбщЮЊзМЁЃАйУзжиСПБфвьЯЕЪ§CV(ЃЅ)ЁЂАйУзжиСПЦЋВюЕФШЁбљЪ§КЭЪдбщДЮЪ§АДGBЃЏT 398жа5ЃЎ3ЃЎ1жДааЁЃ
5ЃЎ4 ЕЅЩД(Яп)ЖЯСбЧПЖШМАЧПБфвьЯЕЪ§CV(ЃЅ)ЕФЪдбщЗНЗЈАДGBЃЏT 3916жДааЁЃ
5ЃЎ4. 1 ЕЅЩД(Яп)ЖЯСбЧПЖШШчВЛдкБъзМДѓЦјЬѕМўЯТНјааЪдбщЃЌЦфВтЪдЧПСІгІАДZBЃЏTW 04006ЃЎ1Нјаааое§ЁЃ
5. 4. 2 ЕЅЩД(Яп)ЖЯСбЧПЖШЕФЪдбљПЩгыАйУзжиСПдЪаэЦЋВюгУЭЌвЛЗнЪдбљЃЌЕЅЩДУПЗнЪдбљВЛЩйгк30ИіЙмЩДЃЌУПЙмВтЪд2ДЮ(ПЊЬЈЪ§дк5ЬЈМАвдЯТепЃЌУПЗнЪдбљВЛЩйгк15ИіЙмЩДЃЌУПЙмЪд4ДЮ)ЃЛЙЩЯпУПЗнЪдбљВЛЩйгк15ИіЙмЩДЃЌУПЙмВт2ДЮЃЌзмЪ§ВЛЩйгк30ДЮЁЃВЩгУШЋздЖЏЩДЯпЧПСІЪдбщвЧЕФШЁбљЪ§ЃЌЩДЯпОљЮЊ20жЛЙмЃЌУПЙм5ДЮЃЌзмЪ§ЮЊ100ДЮЁЃЪдбщБЈИцгІзЂУїЫљгУЕФЧПСІЪдбщвЧРраЭЁЃ
5ЃЎ4ЃЎ3 ЕЅЩД(Яп)ЖЯСбЧПЖШЕФЛиГБТЪПЩВЩгУАйУзжиСПдЪаэЦЋВюЪдбщЕФЭЌвЛЗнЛиГБТЪЪ§ОнЃЌКЫЫуаое§ЧПСІЁЃЕЋШчСНжжЪдбщВЛдкЭЌвЛЬѕМўЯТВтЪдЪБЃЌЕЅЧПЛиГБТЪгІСэааВтЪдЃЌУПЗнЪдбљжиСПВЛЩйгк50gЁЃ
5ЃЎ5 АйУзжиСПБфвьЯЕЪ§CV(ЃЅ)КЭАйУзжиСПдЪаэЦЋВюЕФЪдбщЗНЗЈАДееGBЃЏT 4743жДааЁЃЦфжаАйУзжиСПБфвьЯЕЪ§CV(ЃЅ)ВЩгУШЮбЁГЬађ1ЃЌЯпУмЖШВЩгУШЮбЁГЬађ3ЁЃАйУзжиСПЦЋВюЕФМЦЫуЙЋЪНШчЪН(4)ЃК

5ЃЎ6 КкАхЬѕИЩОљдШЖШЪдбщЗНЗЈЁЂКкАхУоНсСЃЪ§ЪдбщЗНЗЈАДееGBЃЏT 398жаИНТМA(ВЙГфМў)жДааЁЃ
5ЃЎ7 ЬѕИЩОљдШЖШБфвьЯЕЪ§CV(ЃЅ)ЪдбщЗНЗЈЃЌАДGBЃЏT 3292жДааЁЃ
5ЃЎ8 ЪЎЭђУзЩДДУ(A3+B3+C3+D3)ЕФЪдбщЗНЗЈАДFZЃЏT 01050жДааЁЃ
5ЃЎ9ЩДЯпГЩАќжиСП
5ЃЎ9ЃЎ1 ЕБШЗЖЈЩДЯпдкЙЋЖЈЛиГБТЪЪБЕФжиСПЪБЃЌгІНјааЛиГБТЪЪдбщЃЌШЛКѓМЦЫуЙЋЖЈЛиГБТЪЪБЕФжиСПЁЃВтЪдЛиГБТЪЕФвЧЦїЃЌЙмЩДЯпКЭНЪЩДЯпгУЕчШШКцЯфЃЌЭВзгЩДЯпПЩгУЕчШШКцЯфЃЌвВПЩгУЭВзгВтЪЊвЧЁЃ
5ЃЎ9ЃЎ2 ЙмЩДЯпЛђЭВзгЩДЯпЕФШЁбљЃЌУПХњСПдк2tМАвдЯТЃЌУП0ЃЎ2tШЁбљвЛИіЃЌЕЋВЛЕУЩйгкСљИіЃЌХњСПдк2tвдЩЯЃЌЦфГЌЙ§2tЕФВПЗжЃЌУПoЃЎ5tШЁвЛИіЃЌШЁбљгІЫцЛњОљдШЃЌВЂзЂвтЩњВњАрДЮЕФДњБэадЁЃЙмЩДЯпЛђЭВзгЩДЯпВЩгУКцЯфЪдбщЗНЗЈЪБ(ЭВзгЩДЯпгІВЩШЁОрБпЩДВуКёЖШЕФШ§ЗжжЎвЛДІ)ЃЌПЩВЩгУМфНгГЦжиЗЈЛђжБНгГЦжи
ЗЈЁЃ
5ЃЎ9ЃЎ2ЃЎ1 МфНгГЦжиЗЈЃКВЩбљЧАНЋЙмЩДЯпЛђЭВзгЩДЯпГЦжиЃЌШЛКѓвЁШЁЪдбљЃЌВЩбљКѓдйНЋЙмЩДЯпЛђЭВзгЩДЯпГЦжиЃЌСНДЮГЦжиЕФВюЪ§МДЮЊЪдбљКцЧАжиСПЁЃШЛКѓНЋЪдбљЗХШыКцЯфжаКцИЩЃЌГЦжиЃЌдйМЦЫуЛиГБТЪЁЃ
5. 9ЃЎ2ЃЎ2 жБНгГЦжиЗЈЃКЯШНЋЭВзгЩДЭтВуШЅГ§ЕНдМШ§ЗжжЎвЛКёДІгУЕЖзгЛЎЖЯФкВуЩДЯпЃЌВЂНЋЦфАўЯТГЦжиЃЌзїЮЊЪдбљКцЧАжиСПЁЃШЛКѓЗХШыКцЯфжаЃЌКцИЩГЦжиЃЌдйМЦЫуЛиГБТЪЁЃ
5ЃЎ9ЃЎ3 НЪЩДЯпЕФШЁбљЃЌУПХњСПдк2 tМАвдЯТЕФЃЌШЁбљзмжиСПВЛЩйгк75 gЃЌ2tвдЩЯШЁбљзмжиСПВЛЩйгк150 gЁЃ
5ЃЎ9ЃЎ4 КцЯфВтЪдЛиГБТЪАДееGBЃЏT 4743жДааЁЃ
ЭВзгЩДЯпВЩгУВтЪЊвЧЪдбщЪБЃЌгІАДЭВзгЩДЯпВтЪЊвЧЪдбщЗНЗЈНјааЃЌдкШЁЕУЭВзгЪдбљКѓЃЌСЂМДНјааВтЪдвдБмУтЛиГБТЪБфЛЏЁЃУПдТжСЩйвЛДЮгІвдКцЯфВтЪдЗЈКЫЖдЛиГБТЪЕФВтЪдНсЙћЃЌВЂИљОнКЫЖдЕФЪ§ОнЃЌКЫе§аое§ЯЕЪ§ЁЃ
5ЃЎ9ЃЎ5 дкГЩАќЙ§ГЬжаЃЌШчвђЮТЪЊЖШЩ§НЕЖјгАЯьЛиГБТЪБфЛЏЪБЃЌПЩАДЮТЪЊЖШЧщПіЃЌЗжНзЖЮНјааЛиГБТЪЪдбщЃЌИљОнВЛЭЌНзЖЮЕФЪдбщЛиГБТЪЃЌЗжБ№МЦЫуВЛЭЌНзЖЮЕФГЩАќИЩдяжиСПЃЌВЛЕУЛьЯ§ЁЃ
5ЃЎ9ЃЎ6 ИљОнЪЕМЪЛиГБТЪЃЌАДЪН(5)МЦЫуЩДЯпдкЙЋЖЈЛиГБТЪЪБЕФжиСПЁЃ

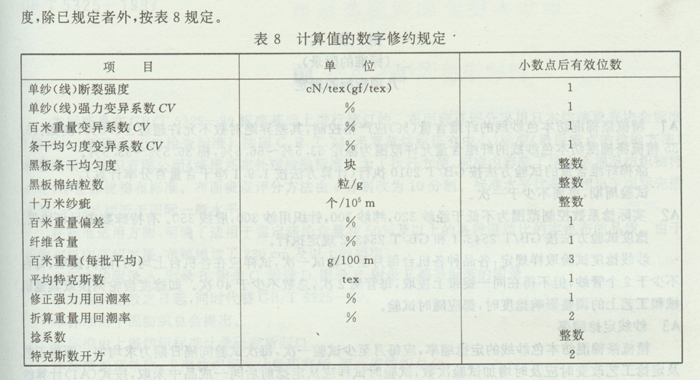
5ЃЎ10 ЪдбщНсЙћЕФБэЪО
вЛХњЩДЯпЕФИїжжЪдбщНсЙћЪЧгЩИУжжЪдбщЕФШЋВПЪдбщжЕЕФМЦЫуНсЙћБэЪОЃЌИїжжЪдбщНсЙћЕФМЦЫуОЋШЗЖШЃЌГ§вбЙцЖЈепЭтЃЌАДБэ8ЙцЖЈЁЃ
6 МьбщЙцдђ
АДееFZ/T10007ЙцЖЈжДааЁЃ
7 БъжОЁЂАќзА
АДFZ/T10008жДааЁЃ
ИН ТМ A
(БъзМЕФИНТМ)
МИЯюжИБъЕФЙцЖЈ
A1 ОЋЪсЕгУоЛьЗФБОЩЋЩДЯпЕФЯЫЮЌКЌСП(ЃЅ)гІбЯИёПижЦЃЌЦфВювьОјЖдЪ§ВЛдЪаэГЌЙ§ЭС1ЃЎ5ЃЅЃЌР§ШчЃК65ЃЏ
35ОЋЪсЕгУоЛьЗФБОЩЋЩДЯпЕФЯЫЮЌКЌСПдЪаэЗЖЮЇЮЊЕгТк63ЃЎ5ЃЅЁЋ66ЃЎ5ЃЅЃЌУо36ЃЎ5ЃЅЁЋ33ЃЎ5ЃЅЁЃ
ЕгУоЯЫЮЌКЌСПЕФЪдбщЗНЗЈАДGBЃЏT 2910жДаа(МЦЫуЗНЗЈАД1ЃЎ9ЃЎ1ОЛИЩКЌСПАйЗжТЪМЦЫу)ЁЃ
ЪдбщжмЦкЃЌУПжмВЛЩйгквЛДЮЁЃ
A2 ЪЕМЪФэЯЕЪ§ПижЦЗЖЮЇЮЊВЛЕЭгкОЩД320ЃЌЮГЩД300ЃЌеыжЏгУЩД300ЃЌЙЩЯп350ЁЃгаЬиЪтвЊЧѓСэЖЉавщЁЃ
ФэЖШЪдбщЗНЗЈАДGBЃЏT 2543ЃЎ1КЭGBЃЏT 2543ЃЎ2ЙцЖЈжДааЁЃ
ЩДЯпФэЖШЪдбщШЁбљЙцЖЈЃКИїЦЗжжИїЛњЬЈУПдТжСЩйТжЪдвЛДЮЃЌЪдбљгІдкИїЛњЬЈЩЯОљдШЁЂЫцЛњАЮШЁЃЌУПЬЈВЛЩйгк2ИіЙмЩДЃЌЕЋВЛЕУдкЭЌвЛЖЇДјЩЯАЮШЁЃЌУПЙмВт2ДЮЃЌзмЪ§ВЛЩйгк40ДЮЁЃШчФэЖШГнТжЕїЛЛЛђЦфЫћЛњаЕКЭЙЄвеЩЯЕФЕїећгАЯьФэЖШЪБЃЌЖМгІЫцЪБЪдбщЁЃ
A3ЩДЯпЖЈФэЫѕТЪ
ОЋЪсЕгУоЛьЗФБОЩЋЩДЯпЕФЖЈФэЫѕТЪЃЌгІУПдТжСЩйЪдбщвЛДЮЃЌУПДЮЪдбщМфИєШеЦкСІЧѓОљдШЁЃдСЯЙЄве
МАЖЈФэЙЄвеИФБфЪБгІМАЪБдіМгЪдбщДЮЪ§ЃЌЪдбщЪБЪдбљгІДгЖЈФэЧАКѓЭЌвЛГЩЦЗжаВЩШЁЃЌАДЪН(A1)МЦЫуЩД
ЯпЖЈФэЫѕТЪЁЃ
