
’Σ“ΣΘΚ Ϋι…ήΝΥ“Μ÷÷–¬–ΆΒΡœΗ…¥ΜζΉ®”ΟΉ®άϊœ¬œζΒΡΫαΙΙΚΆΧΊΒψΘ§–¬–Άœ¬œζΤΫΟφΩμΕ»ΥθΕΧΘ§ΉνΗΏ…œΆ–ΒψΗΏΕ»ΧαΗΏΘ§ΡΠ≤ΝΝΠΫγ‘ω«ΩΓΘΕ‘–¬–Άœ¬œζΚΆ¥ΪΆ≥œ¬œζ‘Ύ≤ΜΆ§Κ≈ ΐΒΡ…ΪΖΡ…¥ΤΖ÷÷…œΫχ––ΝΥΖΡ…¥ ‘―ιΕ‘±»Θ§ΫαΙϊ±μΟςΘ§–¬–Άœ¬œζΖΡ…¥÷ ΝΩ”≈”Ύ¥ΪΆ≥œ¬œζΘ§ΧΊ±π «‘Ύ≥……¥ΧθΗ…ΚΆœΗΫΎΖΫΟφΗΡ…ΤΟςœ‘ΓΘ
ΡΩ«ΑœΗ…¥ΜζΒΡ«Θ…λΜζΙΙΜυ±Ψ «»ΐ¬όά≠≥ΛΕΧΫΚ»ΠΒ·–‘«·ΩΎ«Θ…λΘ§”…“ΓΦήΓΔ…œœ¬¬όά≠ΓΔΫΚΙθΫΚ»ΠΓΔ…œœ¬œζΦΑΗτΨύΩιΒ»Ήι≥…ΓΘœ¬œζΒΡ÷ς“ΣΉς”Ο «÷ß≥≈…œœζΘ§ΙΧΕ®œ¬ΫΚ»ΠΘ§“ΐΒΦœ¬ΫΚ»ΠΜΊΉΣΘ§≤ΔΚΆ…œΫΚ»ΠΉι≥…Β·–‘«·ΩΎΘ§Ε‘÷ς«Θ…λ«χΒΡœΥΈ§Ϋχ––”––ßΩΊ÷ΤΓΘœ¬œζΒΡ–ΈΉ¥÷±Ϋ””Αœλ«Θ…λ«χΒΡΡΠ≤ΝΝΠΫγΘ§”ΑœλΗΓ”Έ«χΒΡ≥ΛΕ»Θ§¥”Εχ”Αœλ≥……¥÷ ΝΩΓΘΧλΫρΧοΗηΖΡ÷·”–œόΙΪΥΨΒΡΦΦ θ»Υ‘±Ε‘œΗ…¥Μζœ¬œζΫχ––ΝΥ»œ’φΒΡ―–ΨΩΚΆΧΫΧ÷Θ§ΖΔΟςΝΥ“Μ÷÷–¬–ΆΒΡœΗ…¥Μζœ¬œζΘ§ΨΏ”–ΫœΚΟΒΡΖΡ…¥–ßΙϊΘ§≤ΔΜώΒΟΝΥΙζΦ“Ή®άϊ(Ή®άϊΚ≈ZL02155266Θ°5)ΓΘœ¬ΟφΨΆ–¬–Άœ¬œζ‘ΎΈ“ΙΪΥΨΒΡΖΡ…¥–ßΙϊΉς“ΜΖ÷ΈωΫι…ήΓΘ
1–¬–Άœ¬œζΒΡΫαΙΙΚΆΧΊΒψ
1Θ°1–¬–Άœ¬œζΒΡΫαΙΙ
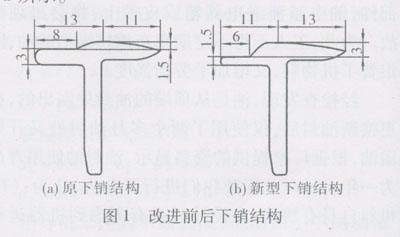
œ÷”–ΒΡœΗ…¥ΜζΓΑTΓ±–Έœ¬ΫΚ»Πœζ «6Εß“ΜΗυΆ≥œζΘ§ΤδΕœΟφ≥ «ζΟφΓΑTΓ±–ΈΘ§»γΆΦ1-aΥυ ΨΓΘΤδΙΛΉςΟφ”…“ΜΕΈ«ζΟφ”κ“ΜΕΈΤΫΟφΉιΚœ–Έ≥…Θ§«ζΟφΒΡ≥ΛΕ»ΓΔΤΫΟφΩμΕ»ΓΔΤΫΟφ”κ«ζΟφΒΡΗΏΕ»≤ν «ΨωΕ®«Θ…λ«χ÷–ΡΠ≤ΝΝΠΫγ«ΩΕ»Ζ÷≤ΦΒΡΙΊΦϋ≤Έ ΐΓΘ«ζœΏ≤ΩΖ÷ΉνΗΏΒψ”κΤΫΟφ≤ΩΖ÷ΒΡΗΏΕ»≤νΘ§Φ¥ΉνΗΏΒψ…œΆ–1Θ°5 mmΘ§ΤΫΟφ≤ΩΖ÷Ωμ8 mmΓΘ–¬–Άœ¬œζ «‘Ύ‘≠œ¬œζΒΡΜυ¥Γ…œΘ§ΗΡ±δΤδΕœΟφ≥Ώ¥γΘ§ΫΪΤδΙΛΉςΟφ…œ«ζΟφΒΡ≥ΛΕ»ΓΔΤΫΟφΩμΕ»ΓΔΤΫΟφ”κ«ζΟφΒΡΗΏΕ»≤νΫχ––÷Ί–¬…ηΦΤΘ§ΉνΗΏΒψ…œΆ–”…1Θ°5 mmΗΡΈΣ1Θ°6 mmΓΪ3Θ°0 mmΘ§ΤΫΟφ≤ΩΖ÷”…8 mmΗΡΈΣ5 mmΓΪ7Θ°9 mmΘ§ΗυΨίΥυΖΡ‘≠ΝœΒΡ≤ΜΆ§Θ§Ω…“‘‘Ύ±δΜ·ΖΕΈßΡΎ―Γ‘ώΓΘ’β―υΉιΚœ≥…ΒΡΙΛΉςΟφΘ§‘Ύ«Θ…λ«χ–Έ≥…ΗϋΈΣΚœάμΒΡΡΠ≤ΝΝΠΫγΘ§ΧαΗΏΝΥ«Θ…λ«χΩΊ÷Τ‘ΥΕ·œΥΈ§ΧΊ±π «ΗΓ”ΈœΥΈ§ΒΡΡήΝΠΘ§ Ι…¥Χθ‘Υ––ΤΫΈ»Θ§Οςœ‘ΗΡ…Τ≥……¥ΧθΗ…ΓΘΈΣΝΥ Ι–¬–Άœ¬œζΨΏ”–ΫœΚΟΒΡΆ®”Ο–‘Θ§Ψ≠Εύ¥Έ ‘―ιΘ§»ΖΕ®≥Ώ¥γ»γΆΦ1-bΥυ ΨΓΘ
1Θ°2–¬–Άœ¬œζΒΡΧΊΒψ
…œΓΔœ¬ΫΚ»Π‘Ύ‘Υ––Ιΐ≥Χ÷– ήΒΫΫΚ»ΠœζΡΠ≤ΝΉηΝΠΒΡΉς”ΟΘ§ΤδΙΛΉς±ΏΨυ≥ Υ…≥ΎΉ¥Χ§Θ§ Β±Φ”«ΩΫΚ»Π÷–≤ΩΒΡΡΠ≤ΝΝΠΨΆ≥…ΈΣΗΡΫχΥΪΫΚ»Π«Θ…λΒΡ÷Ί“Σ¥κ ©÷°“ΜΓΘ“ρ¥ΥΘ§œ¬œζ»Έ“βΕœΟφΒΡ…œ±μΟφΈΣ“ΜΕΈ÷±œΏΚΆ“ΜΕΈΗ¥Κœ«ζœΏœύΝ§–Έ≥…ΒΡΫΉΧίΉ¥Θ§’β÷÷…ηΦΤ”–άϊ”Ύ’≈ΫτΫΚ»ΠΘ§”––ßΒΊΫβΨωΫΚ»ΠΙΛΉςΕΈΥ…≥ΎΕχ“ΐΤπΒΡ÷–ΑΦœ÷œσΘ§Φ”«Ω÷–ΦδΒΡΗΫΦ”ΡΠ≤ΝΝΠΫγΘ§ΧαΗΏΕ‘‘ΥΕ·œΥΈ§ΒΡΩΊ÷ΤΓΘΥφΉ≈«Θ…λΉΑ÷Ο÷ν»γ–¬–ΆΒ·–‘“ΓΦήΓΔΤχΕ·Φ”―ΙΓΔ»μΒ·–‘ΫΚΙθΒ»–¬ΦΦ θΒΡ”Π”ΟΓΘΧαΗΏΝΥΕ‘–κΧθΒΡΈ’≥÷ΡήΝΠΘ§“ρ¥ΥΘ§ Β±ΧαΗΏ…œΓΔœ¬ΫΚ»ΠΕ‘‘ΥΕ·œΥΈ§ΒΡΩΊ÷ΤΡήΝΠ « °Ζ÷±Ί“ΣΒΡΘ§Εχ‘≠œ¬œζΒΡ…ηΦΤ≥ œ÷≥ω…œΆ–ΝΠ≤ΜΉψΒΡ»±œίΘ§≤ΜΡήΚήΚΟΒΊΕ‘«Θ…λ÷–ΒΡ‘ΥΕ·œΥΈ§Ϋχ––ΩΊ÷ΤΘ§¥φ‘ΎΉ≈”–¥ΐΫχ“Μ≤ΫΗΡΫχΒΡΖΫΟφΓΘ
–¬–Άœ¬œζ÷ς“ΣΧΊΒψΘΚ(1)ΥθΕΧΝΥ÷±œΏ(ΤΫΟφ)ΒΡΩμΕ»Θ§ Ι«ζœΏΉνΗΏΒψ«Α“ΤΘ§ά©’ΙΝΥΡΠ≤ΝΝΠΫγΒΡΖυΕ»ΘΜ(2)ΧαΗΏΝΥΉνΗΏ…œΆ–ΒψΒΡΗΏΕ»Θ§‘ω«ΩΝΥΡΠ≤ΝΝΠΫγΓΘΗΓ”ΈœΥΈ§‘ΥΕ·ΚΆ±δΥΌ÷ς“Σ»ΓΨω”ΎΩΊ÷ΤΝΠΚΆ“ΐΒΦΝΠΒΡ¥σ–ΓΘ§ΈΣΝΥ ΙΗΓ”ΈœΥΈ§≤ΜΧα‘γ±δΥΌΘ§±Ί–κΦ”«ΩΩΊ÷ΤΝΠΘ§Φ¥Φ”«Ω«Θ…λ«χΡΎ–κΧθΒΡ÷–Κσ≤ΩΡΠ≤ΝΝΠΫγΒΡ«ΩΕ»ΚΆά©’ΙΖυΕ»ΓΘΥΪΫΚ»Π«Θ…λΡΠ≤ΝΝΠΫγΒΡΚœάμ≤Φ÷ΟΘ§ΙΊΦϋ‘Ύ”ΎΫΚ»Π«·ΩΎ÷Ν«Α¬όά≠«·ΩΎΒΡΨύάκΓΔΫΚ»Π÷–≤ΩΚΆΫΚ»Π«·ΩΎΒΡ―ΙΝΠ¥σ–ΓΦΑΈ»Ε®Ή¥Χ§Θ§Φ»“Σ Β±Φ”«ΩΩΊ÷ΤΝΠΘ§”÷“ΣΈ»Ε®ΩΊ÷ΤΝΠΘ§¥”Εχ¬ζΉψœΥΈ§±δΥΌΒψΖ÷≤Φœρ«Α«·ΩΎΦ·÷–ΓΘ–¬–Άœ¬œζ”–άϊ”ΎΩΊ÷ΤœΥΈ§ΒΡ”––ρ‘ΥΕ·Θ§ΤπΒΫΝΥΈ»Ε®œΥΈ§±δΥΌΒΡΉς”ΟΘ§ Ι≥……¥ΧθΗ…ΗϋΈΣΨυ‘»ΓΘ
–¬–ΆΉ®άϊœ¬œζΆβ–ΈΈΣΓΑTΓ±–ΈΘ§ΩμΕ»»‘»Μ «24mmΘ§ΉήΗΏΕ»“≤ «26Θ°25 mmΘ§Ή®άϊœ¬œζΚΆΤ’Ά®œ¬œζΒΡ≤ν±π‘Ύ”ΎΤΫΧ®ΩμΕ»Φθ–ΓΘ§ΆΙ‘ΒΗΡ±ΓΘ§ΫΉΧίΗΏ≤ν‘ωΦ”ΓΘ‘Ύœ¬œζΉήΗΏ≤Μ±δΒΡ«ιΩωœ¬Θ§–¬–ΆΉ®άϊœ¬œζΤΫΧ®ΈΜ÷ΟœύΕ‘ΉήΗΏΚΆΩμΕ»Ά§Τ’Ά®œ¬œζ «“Μ÷¬ΒΡΘ§“ρ¥ΥΘ§ Ι”ΟΓΑTΓ±–Έœ¬œζΒΡΜΖΕßœΗ…¥Μζ≤Μ–η“ΣΉω»ΈΚΈΗΡΕ·ΨΆΡή≤…”Ο–¬–ΆΉ®άϊœ¬œζΘ§Α≤ΉΑΖΫ±ψΓΘ
2–¬–Άœ¬œζΖΡ…¥ ‘―ι
Έ“ΙΪΥΨ «Ή®“Β…ζ≤ζ’κ÷·…ΪΖΡ…¥ΒΡ≥ßΦ“Θ§≤…”ΟΒΡ‘≠Νœ «»Ψ…ΪΟόΜρΧλ»Μ≤ ΟόΘ§Α¥±»άΐ”κ±Ψ…ΪΟόΜρΤδΥϊœΥΈ§ΜλΖΡΘ§…ζ≤ζΗς÷÷…Ϊ≤ ΒΡ…¥œΏΓΘ ‘―ιΤΖ÷÷Ζ÷¥÷Κ≈ΓΔ÷–Κ≈ΓΔœΗΚ≈…¥ΚΆ≤ΜΆ§‘≠ΝœΜλΖΡ…¥ΓΘΗςΤΖ÷÷‘ΎΆ§ΕßΆ§¥÷…¥Ά§ΙΛ“’ΧθΦΰœ¬Θ§≤ΜΆ§œ¬œζΖΡ…¥÷ ΝΩ«ιΩωΦϊ±μ1ΓΘ
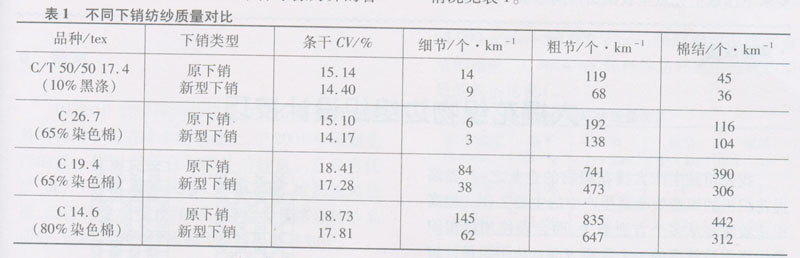
”…±μ1 ΐΨίΩ…÷ΣΘ§≤…”Ο–¬–Άœ¬œζΚσΘ§Ε‘”Ύ≤ΜΆ§Κ≈ ΐΜλΖΡ…¥Θ§ΤδΧθΗ…CV÷ΒΫΒΒΆ0Θ°9ΗωΑΌΖ÷ΒψΉσ”“ΘΜ«ßΟΉœΗΫΎΦθ…Ό‘Φ50ΘΞ;«ßΟΉ¥÷ΫΎΦθ…Ό‘Φ30%«ßΟΉΟόΫαΦθ…Ό‘Φ20ΘΞΓΘ
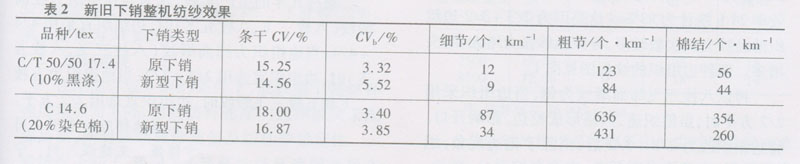
ΈΣΙέ≤λ–¬–Άœ¬œζ’ϊΜζ…œ≥Β Ι”Ο–ßΙϊΘ§Έ“Ο«Ϋχ––ΝΥ–¬Ψ…œ¬œζ’ϊΜζΖΡ…¥Ε‘±» ‘―ιΘ§ΤΖ÷÷ΈΣCΘ·T50Θ·50 17Θ°4 texΚΆC 14Θ°6 tex…¥Θ§ΥφΜζ≥ι―υΦλ≤βΘ§ΫαΙϊΦϊ±μ2ΓΘ±μ2ΫαΙϊ±μΟςΘ§–¬–Άœ¬œζ’ϊΜζ…œ≥ΒΚσΘ§ΖΡ…¥–‘ΡήΈ»Ε®Θ§≥……¥÷ ΝΩΫœ‘≠œ¬œζ”–Ϋœ¥σΗΡ…ΤΓΘ
3 Ϋα χ”ο
…ΪΖΡ…¥Ε‘…ΪΫαΚΆΟόΫα“Σ«σΧΊ±πΗΏΘ§ΖΡ…¥…ζ≤ζ÷–“ΜΑψΕΦ≤…»Γ‘ω«ΩΖ÷ αΒΡ¥κ ©ΓΘΟόœΥΈ§Ψ≠»Ψ…ΪΚσΘ§«ΩΝΠœ¬ΫΒΘ§÷Μ”–‘≠œΥΈ§«ΩΝΠ90ΘΞΉσ”“ΘΜ±μΟφΟόά·Μυ±Ψ»Ξ≥ΐΘ§‘ΎΖΡ…¥Ιΐ≥Χ÷–œΥΈ§»ί“ΉΥπ…ΥΘ§≤ζ…ζΫœΕύΒΡΕΧ»όΘ§ΫΒΒΆΝΥ≥……¥ΧθΗ…Υ°ΤΫΓΘΨ≠ΙΐΕ‘±» ‘―ι±μΟςΘ§–¬–Άœ¬œζΕ‘≥……¥ΧθΗ…ΚΆœΗΫΎΗΡ…Τ±»ΫœΟςœ‘Θ§œ÷“―‘ΎFA506–ΆœΗ…¥Μζ…œΆΤΙψ Ι”ΟΓΘΒΪ‘Ύ Ι”ΟΙΐ≥Χ÷–ΖΔœ÷”––©Έ ΧβΜΙ–ηΫχ“Μ≤Ϋ―–ΨΩΓΘ Ι”Ο–¬–Άœ¬œζΦ”«ΩΝΥΫΚ»Π÷–≤ΩΡΠ≤ΝΝΠΫγΒΡ«ΩΕ»Θ§ Ι≥……¥ΧθΗ…Υ°ΤΫΧαΗΏΘ§ΒΪΕ‘«Θ…λΜζΙΙΉ¥Χ§Έ»Ε®–‘ΚΆ“Μ÷¬–‘±»‘≠œ¬œζ“Σ«σ“ΣΗΏΒΟΕύΘ§Ζώ‘ρΧθΗ…Υ°ΤΫΗΡ…Τ≤ν“λΫœ¥σΘ§ ΙΒΟΙή…¥Έ ΧθΗ…CVΤΪ¥σΓΘ“ρ¥ΥΘ§“ΣΉΔ“β“‘œ¬ΦΗΗωΈ ΧβΘΚ
(1)»Ζ±Θ«Θ…λ«χ÷–“ΓΦήΦ”―ΙΒΡ“Μ÷¬–‘Θ§Φλ≤β÷ήΤΎ“ΣΥθΕΧΘ§≤Δ Β±ΧαΗΏΦ”―Ι―ΙΝΠΘ§‘Ύ‘≠“ΓΦήΦ”―ΙΜυ¥Γ…œ‘ωΦ”5 NΘ·ΥΪΕßΓΪ10 NΘ·ΥΪΕßΈΣ“ΥΓΘ
(2)”Π»œ’φΦλ≤ι…œΫΚ»Π”κœ¬ΫΚ»ΠΫ”¥Ξ«ζΟφΘ§“Σ«σœ¬―ΙΜρ…œΆ–Βψ÷ΝΫΚ»Π«·ΩΎΦδ–Έ≥…“ΜΕΈ±»ΫœΜΚΚΆΒΡ«ζœΏΆ®ΒάΘ§Ε‘…œΫΚ»ΠœζΚΆœ¬ΫΚ»Π’≈ΝΠΦή“Σ―œΗώΦλ≤ιΓΘ
(3)Ά®≥Θ÷–…œ¬όά≠Ε®ΈΜ‘Ύ-2 mmΘ§Ψ≠Ιΐ ‘―ιΘ§ Ι”Ο–¬–Άœ¬œζ ±Θ§ Β±«Α“Τ0Θ°5 mmΘ§Ε‘ΖΡ…¥ΧθΗ…ΗϋΈΣ”–άϊΓΘ
(4)≤…”ΟΙζ≤ζ–¬–Άœ¬œζΖΡ…¥ «“Μ÷÷ΧαΗΏ≥……¥÷ ΝΩΒΡΦρΒΞΓΔΩλΫίΓΔ”––ßΒΡ ÷ΕΈΘ§Έ“Ο«Η’Ϋχ»κΟΰΥςΫΉΕΈΘ§”–¥ΐ”ΎΕ‘œ¬œζΕœΟφΙΛ“’≥Ώ¥γΉςΫχ“Μ≤Ϋ―–ΨΩΘ§ ΙΖΡ…¥ΧθΗ…Υ°ΤΫΫχ“Μ≤ΫΧαΗΏΓΘ