
ОТ№ъКЗКАҢз·ДЦҮЖ·µДЙъІъ»щµШӘ¬¶шХлЦҮЖ·ЧчОҒ·ДЦҮЖ·µДЦШТҒЧйіЙІү·ЦӘ¬ОЮВЫКЗФЪВъЧг№ъДЪИЛГЗµДТВЧЕРиЗуӘ¬»№КЗіцүЪөө»гӘ¬¶ә·ұ»УЧЕә«ЖдЦШТҒµДЧчУГҰӘУИЖдКЗОТ№ъәУИлWTOғуӘ¬·ДЦҮ№¤ТµіцПЦБЛЗүңұµД·ұХ№КЖН·ҰӘУЙУЪХлЦҮЖ·µДМШКвЧйЦҮҢб№№Ә¬ңц¶ЁБЛХлЦҮУГЙөЦКБүТҒЗу±И»ъЦҮУГЙөёьёЯӘ¬УЙөЛ¶Ф·ДЙө№¤ТХМбіцБЛёьёЯµДТҒЗуҰӘОҒөЛӘ¬ОТГЗ¶Фө«НіµД»·¶§·ДЙөҢшРРБЛКФСйӘ¬ГюЛчіц±ӘЦ¤ХлЦҮУГЙөЦКБүµД№ШәьКЗЧӨғГФБПғН№¤ТХ»·ҢЪҰӘПВГжТФC18Ә®3 texЙөОҒАэҢшРРҢйЙЬҰӘ
1 ЕдГЮ
ЕдГЮКЗ·ДғГХлЦҮУГЙөµДОпЦК»щөҰӘ¬№ШәьУ¦үШЦЖғГФГЮµДіЙКм¶ИҰұ¶МИЮВКғНУРғ¦өГµгҰӘіЙКм¶ИғГӘ¬УРАыУЪФЪүҒЗеГЮғНКбГЮ№¤РтүҒЛЙҰұКбАн№эіМЦРІ»ТЧРОіЙГЮҢбҰӘ¶ш¶МИЮ±ңЙнңНКЗОөіЙКмПЛО¬Ә¬¶МИЮПЛО¬ИНРФµНҰұёХРФІоӘ¬ФЪ·ДЙө№эіМЦРТЧКЬЛрЙЛӘ¬УИЖдФЪЗеКṤРтТЧРОіЙГЮҢбҰӘТтөЛүШЦЖФГЮ¶МИЮӘ¬УРАыУЪәхЙЩГЮҢбµДІъЙъҰӘН¬К±»№У¦ЧӨғГУРғ¦өГµг(өшПЛО¬ЧСРәҰұИнЧС±нЖ¤ҰұЛАПЛО¬µИ)µДүШЦЖӘ¬Кµәщ±нГчӘ¬І»ТЧЗеіэµДөГµгУлЙъМхГЮҢбә°іЙЙөГЮҢбУР№ШҰӘң¶аөОКФСйӘ¬¶Ф·ДЦРғЕХлЦҮЙөАөЛµӘ¬ОТГЗИПОҒЕдГЮµДіЙКм¶ИПµКэүШЦЖФЪ1Ә®6ЧуУТӘ¬¶МИЮВКүШЦЖФЪ12ӘӨТФПВҢПОҒККТЛҰӘ
2·ДЙө№¤ТХБчіМ
A002DРНЧӨГЮ»ъҰъA006BРН»мГЮ»ъҰъA034РНБщ№хНІүҒГЮ»ъҰъA036BРНғАЦнКҢүҒГЮ»ъҰъA092ASРНЛ«ГЮПдёшГЮ»ъҰъA076EРНіЙңн»ъҰъA186FРНКбГЮ»ъҰъFA302РНІұМх»ъҰъA454EРНөЦЙө»ъҰъFA506РНПёЙө»ъ
3·ДЙө№¤ТХәәКхөлК©
3Ә®1 үҒЗеГЮ
ХлЦҮУГЙөТҒЗуіЙЙөМхёЙңщФИӘ¬ГЮҢбФУЦКЙЩҰӘФЪүҒЗ幤РтУ¦ТФЧоөуПЮ¶ИµШЗеіэөу¶шТЧВдµДФУЦКӘ¬УлПЛО¬ХіёҢБ¦ҢПЗүµДПёРҰФУЦКӘ¬ФтФЪКбГЮ№¤РтЦРЗеіэҰӘТтөЛӘ¬үҒЗеГЮ№¤РтТЛІЙУГң«ПёЧӨГЮҰұЙЩөт¶аЛЙҰұТФКбөъөтҰұФзВдЙЩЛйµД№¤ТХФФтҰӘ
ң«ПёЧӨГЮүЙК№ФУЦКИЭТЧ±©В¶ФЪГЮКш±нГжӘ¬±гУЪЗеіэҰӘЧӨГЮ»ъЧӨИҰµДГЮКшУъРҰӘ¬ДЬК№ПЛО¬ід·ЦүҒЛЙӘ¬УРАыУЪФУЦКФзВдӘ¬ОҒғуІү»ъМЁМбёЯЗеҰұКбР§ВКөөФмБЛМхәюҰӘОҒБЛМбёЯүҒЛЙЧчУГӘ¬ОТГЗМбёЯБЛA006BРН»мГЮ»ъР±Б±ЛЩ¶ИӘ¬К№ҢЗ¶¤Б±УлКдГЮБ±ЛЩ±ИМбёЯ30ӘӨӘ»A034РНүҒГЮ»ъЧҒЛЩМбёЯ10ӘӨӘ¬К№ГЮКшЖҢңщЦШБүҢµµНӘ¬үҒЛЙіэФУР§ВКМбёЯӘ»Н¬К±·ЕөуЦчТҒВдФУЗшµДёфңаӘ¬A006BРН»ъ°юГЮөтКЦө¦µДің°фёфңаә°A034РНүҒГЮ»ъВ©µЧің°фёфңа·ЕөуЦБ14mmӘ¬К№өуФУңҰүЙДЬФзВдӘ¬КХµҢБЛҢПғГµДР§№ыҰӘ
КµәщЦРЧұТвµҢӘ¬ФЪүҒЗеГЮ№эіМЦРТҒәхЙЩЛчЛүµДІъЙъӘ¬У¦±ЬГвФГЮФЪГЮПдЦР№э¶И·№цӘ¬№э¶И·№ц»бФміЙГЮңнЦРЛчЛүФц¶аӘ»±ЬГвГЮКшЙРОөід·ЦүҒЛЙК±ңНК©әУ№э¶ИµДөт»чӘ»Іұ±ӘіЦФГЮНЁµАµД№вҢаҰӘ
3Ә®2КбГЮ
КбГЮКЗ¶МПЛО¬·ДЙөµД№Шәь№¤РтӘ¬ТІКЗЗ°·Д№¤РтµДңц¶ЁРФ»ъМЁӘ¬ЙъМхЦКБүКЗіЙЙөЦКБүµД»щөҰҰӘОҒөЛКбГЮ№¤РтУ¦ІЙУГҢфёфңаҰұЗү·ЦКбҰұЗб¶ЁБүµД№¤ТХФФтҰӘКбГЮ№¤ТХУ°ПміЙЙөЦКБүә°·ДЙөРФДЬЧоГчПФµДКЗ·ЦКбЧчУГӘ¬¶шОэБЦөМ№хПЯЛЩ±ИҰұЙъМх¶ЁБүµИЦ±ҢУУ°Пм·ЦКбР§№ыҰӘң№эКФСйӘ¬өМ№хЛЩ¶ИХЖОХФЪ800 rӘҮminЧуУТӘ¬ІұЗТОэБЦУлөМ№хПЯЛЩ±ИүШЦЖФЪ2Ә®04Ә¬әИУРАыУЪПЛО¬µДЧҒТЖӘ¬ТІУРАыУЪәхЙЩіЙЙөГЮҢбғНёДЙЖМхёЙңщФИ¶ИӘ¬УлөЛН¬К±ОэБЦУлёЗ°еҢфёфңаүЙМбёЯКбАнР§№ыҰӘОТГЗФЪКФСйЦР·ұПЦӘ¬ОэБЦҰ«ёЗ°еёфңаІЙУГ0Ә®18 mmҰұ0Ә®15 mmҰұ0Ә®15 mmҰұ0Ә®15mmҰұ0Ә®18 mmК±Ә¬ЙъМхЦРµДГЮҢбҰұФУЦКБӘКэГчПФәхЙЩӘ¬ГЮНшЗеОъ¶Иә°іЙЙөЦКБүПФЦшМбёЯӘ¬µ«УлЦ®ЕдМЧµДКЗЧөМ¬µД»щөҰ№¤Чч±ШРлУРЛщ±ӘЦ¤Ә¬·сФтөпІ»µҢАнПлµДР§№ыҰӘЙъМх¶ЁБүОҒ18g/5 mК±Ә¬КбГЮ№¤Рт№¤ТХІОКэӘғОэБЦЧҒЛЩОҒ330 rӘҮminӘ¬өМ№хЧҒЛЩОҒ800 rӘҮminӘ¬µА·тЧҒЛЩОҒ25 rӘҮminӘ¬ёЗ°еЛЩ¶ИОҒ160 mmӘҮminӘ¬ОэБЦҰ«ёЗ°еёфңаОҒ0Ә®18 mmҰұ0Ә®15mmҰұ0Ә®15 mmҰұ0Ә®15 mmҰұ0Ә®18 mmҰӘ
3Ә®3ІұМх
ІұМх№¤РтµДЦчТҒЧчУГК№ПЛО¬ід·Ц»мғНңщФИӘ¬ІұёДЙЖМхЧУµДЦШІ»ФИӘ¬ІұЗТНЁ№эЗӘЙмЧчУГғН№¤ТХІОКэµДУЕ»ҮЕдЦГЧоөуПЮ¶ИµШёДЙЖМхЧУµДДЪФЪҢб№№Ә¬МбёЯМхёЙңщФИ¶ИӘ¬ТФЦЖіЙ·ығП№¤ТХЙиәЖ¶ЁБүТҒЗуµД°лКмМхҰұКмМхҰӘ
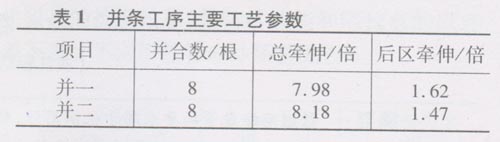
Н·µАІұМхТҒүШЦЖғГ¶МЖ¬¶ОІ»ФИӘ¬ЧЬЗӘЙ챶КэµНУЪІұғПКэӘ¬ғуЗшЗӘЙмүШЦЖФЪ1Ә®6±¶ЧуУТӘ¬ТФід·ЦЙмЦ±З°Нд№іПЛО¬ҰӘ¶юµАІұМхЦчТҒёДЙЖГЮМхµДңщФИ¶ИӘ¬ТҒК№өЦЙөЦШБүІ»ФИВКµНә°МхёЙңщФИӘ¬КЧПИ±ШРлЧцµҢД©ІұМхµДЦШБүІ»ФИВКµНә°МхёЙңщФИҰӘң№э±ИҢПӘ¬ОТГЗИПОҒЧоғГК№УГңЯУРЧФµчФИХыµДІұМх»ъӘ¬ТФК№МхЧУµДЦШБүІ»ФИCVЦµПФЦшёДЙЖҰӘКмМх¶ЁБүОИ¶ЁУРЦъУЪҢµµНөЦЙөҰұПёЙөµД¶ПН·ВКӘ¬УРЦъУЪёДЙЖіЙЙөМхёЙӘ¬іЙЙөМхёЙЛ®ЖҢµДМбёЯҢ«ПФЦшёДЙЖІәГжµДНв№ЫЦКБүӘ®ПыіэИңЙ«ғуФміЙµДЙ«µµғНМхУ°µИ±ЧІҰҰӘІұМх№¤РтЦчТҒ№¤ТХІОКэәы±н1ҰӘ
3Ә®4өЦЙө
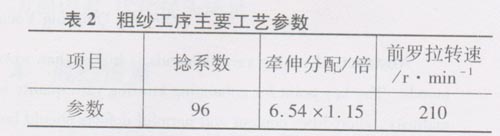
өЦЙө№¤РтµД№ШәьКЗЧцғГТФПВБҢ·ҢГ湤ЧчӘғұЩФцөуөЦЙөДнПµКэӘ¬ТФәУЗүПёЙөғуЗӘЙмЗшµДД¦ІББ¦ҢзӘ¬әхЙЩІәГжМхёЙТхУ°Ә»ұЪәхРҰғуЗшЗӘЙ챶Кэ(үШЦЖФЪ1Ә®15±¶)ҰӘң¶аөОКФСйЦ¤ГчӘ¬өЦЙө№¤ТХІЙУГәҮЦРЗ°ЗшЗӘЙмЖдМхёЙУЕУЪө«Ні№¤ТХҰӘЖдЦчТҒ№¤ТХІОКэәы±н2ҰӘ
3Ә®5ПёЙө
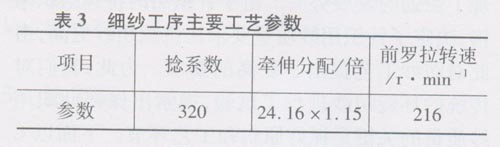
ПёЙө№¤РтКЗіЙЙөµДЧоғуТ»µА№¤РтӘ¬¶ФіЙЙөЦКБүУ°ПмҢПөуҰӘТҒНЁ№эУЕ»ҮПёЙө»ъЗӘЙм·ЦЕдКµПЦ¶ФПЛО¬ФЛ¶ҮµДУРР§үШЦЖӘ¬ТФёДЙЖПёЙөМхёЙҰӘУИЖдКЗ¶ФПёЙөғуЗшЗӘЙмБ¦µДүШЦЖТҒ°СОХµГµ±Ә¬ПёЙөғуЗшЗӘЙмБ¦№эөуИЭТЧТэЖрВЮАЕ¤Хс¶ш¶с»ҮіЙЙөЦКБүҰӘЖдЦчТҒ№¤ТХІОКэәы±н3ҰӘ
4ҢбУп
НЁ№эЙПКц№¤ТХәәКхөлК©Ә¬ЙъІъµДХлЦҮУГЙөЦКБүҢПғГӘ¬КЬµҢУГ»§ғГЖАҰӘ·ДХлЦҮУГЙөЦчТҒУ¦өУЗеКṤРтЧЕКЦӘ¬ЧЕЦШМбёЯПЛО¬·ЦАл¶Иә°ЖҢРРЙмЦ±¶ИӘ¬үШЦЖ¶МИЮғНГЮҢбҰӘМбёЯПЛО¬µДКбАн¶ИғНүҒЛЙ¶ИӘ¬үШЦЖПа¶ФКҒ¶ИғНёЗ°е»ЁӘ¬ІЙИҰЗү·ЦКбҰұВэіµЛЩҰұЗб¶ЁБүµИөлК©Ә¬¶ФУЪёДЙЖХлЦҮУГЙөµДЦКБүРРЦ®УРР§ҰӘ