
МИКѕдкзЊБЗФЩДММЪѕЕЎЩњЕФЭЌЪБЃЌОЭгаШЫЬсГіСЫРћгУзЊБЗФЗФжЦАќаОЩДЕФЗНЗЈЃЌетвЛЫМЯызюдчМћжюгк1967ФъНнПЫЫЙТхЗЅПЫЁэЃЎ124508зЈРћЁЃдкДЫКѓЯрЕБГЄЕФвЛЖЮЪБМфФкЃЌЫќБЛИщжУвЛБпЃЌШЫУЧУЛгаЖдЦфНјааЩюШыбаОПЃЌжБЕН20ЪРМЭ80ФъДњГѕЃЌетЯюММЪѕгжжиаТв§Ц№ШЫУЧЕФжиЪгЁЃгЩНнПЫЫЙТхЗЅПЫЕФELITEX Ceveny KostelecЙЋЫОбажЦЕФBD200 SCEЁЊTаЭАќаОзЊБЗФЩДЛњдкATMEЃЇ82ЩЯеЙГіЁЃдк1983ФъжС1991ФъМфИУЙЋЫОгжЭЦГіСЫЫќЕФЖржжИФНјЛњаЭЃЌШчBD200 SCE-TЃЏTEЁЂBD200 SCEЁЊTЃЏSMКЭBD200 SCE-TЃЏLNЃЌетаЉЛњЦїЕФгУЛЇжївЊМЏжадкНнПЫЫЙТхЗЅПЫКЭЗЈЙњЕШЙњМвЃЌЦфжавЛаЉЛњЦїжСНёЛЙдкЪЙгУЁЃ
дкДЫЦкМфЃЌЧАЫеСЊгаЙиШЫЪПЖдАќаОзЊБЗФЩДММЪѕНјааСЫбаОПЁЃдкНнПЫЫЙТхЗЅПЫЃЌАќаОзЊБЗФЩДЛњжївЊЪЧгЩBD200аЭзЊБЗФЩДЛњИФдьЖјГЩЃЌЖјдкЧАЫеСЊдђжївЊЪЧгЩPRA200аЭЛњЦїИФдьЖјГЩЁЃГ§СЫНнПЫЫЙТхЗЅПЫКЭЧАЫеСЊЭтЃЌЛЙгагЂЙњЁЂШеБОКЭЬЈЭхЕШЙњМвКЭЕиЧјЕФбаОПЛњЙЙЖдАќаОзЊБЗФЩДММЪѕНјааСЫбаОПЃЌЕЋГ§СЫBD200SCEЁЊTМАЦфИФНјаЭАќаОзЊБЗФЩДЛњБЛгУгкЩЬгУЭтЃЌЦфЫћЕФбаОПЖМЛЙжЛЪЧЭЃСєдкЪЕбщЪвЫЎЦНЁЃжБЕН2002ФъЃЌШ№ЪПRieterЙЋЫОЭЦГіСЫBT904ЃЎаЭзЈгУАќаОзЊБЗФЩДЛњЃЌАќаОзЊБЗФЩДММЪѕдйДЮЮЊЗФжЏаавЕЫљжѕФПЁЃ
дкЙњФкЃЌЙигкАќаОзЊБЗФЩДММЪѕЕФбаОПЛЙЪЧзюНќЕФЪТЧщЁЃОнБЈЕРеуНШеЗЂЗФЩДЩшБИгаЯоЙЋЫОЭЦГіСЫвЛжжRFRS20аЭАќаОзЊБЗФЩДЛњЁЃСэЭтЃЌЖЋЛЊДѓбЇаТаЭЗФЩДбаОПЪввВе§дкДгЪТАќаОзЊБЗФЩДММЪѕЕФЯрЙибаОПЁЃ
2АќаОзЊБЗФЩДЕФЛљБОдРэ
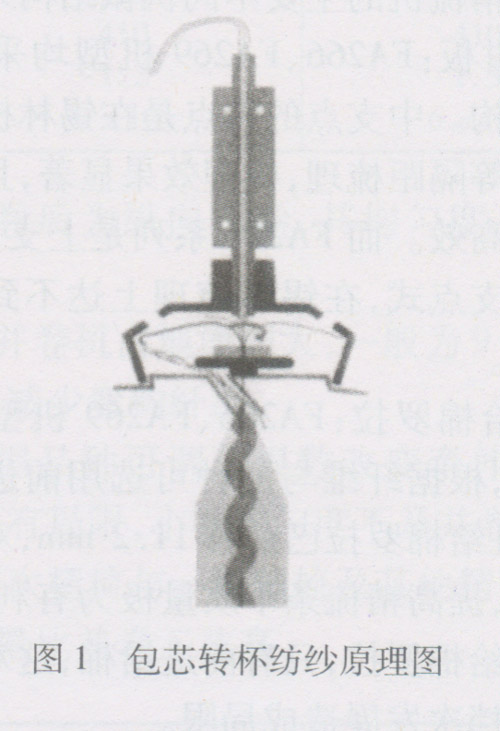
зЊБЗФЗФжЦАќаОЩДЕФЗНЗЈДгЬсГіЕНЯждквбга30ЖрФъЃЌЖјЫќЕФЛљБОдРэВЂУЛгаБОжЪЕФИФБфЁЃАќаОзЊБЗФЩДММЪѕЕФЛљБОЫМЯыОЭЪЧЪЙгУЗФБПеаФЖЇзгЃЌЫљЮНЗФБПеаФЖЇзгЪЧжИОпгажсЯђЭЈПзЕФЗФБжсЁЃШчЭМ1ЫљЪОЃЌЗФЩДЪБЪЙГЄЫПЭЈЙ§ЗФБПеаФЖЇзгНјШыЗФБЃЌЖјЖЬЯЫЮЌЬѕОЙ§ЗжЪсаЮГЩЕЅЯЫЮЌКѓНјШЫФ§ОлВлЃЌдкЗФБИпЫйЛизЊМгФэЙ§ГЬжаАќВјЕНГЄЫПаОЩДЩЯЃЌвЛЭЌБЛв§ЩДТоРв§ГіЃЌжБНгШЦГЩЭВзгЁЃ
ДгЦфЛљБОдРэПЩвдПДГіЃЌАќаОзЊБЗФЩДММЪѕБЃГжСЫГЃЙцзЊБЗФЩДЯЕЭГЕФОјДѓВПЗжЩшМЦЬиеїЃЌвВБЃГжСЫЫќдРДЗФжЦГЃЙцзЊБЩДЕФЙІФмЁЃАќаОзЊБЗФЩДЯЕЭГгыГЃЙцзЊБЗФЩДЯЕЭГЯрБШЃЌжївЊгавдЯТВЛЭЌ:(1)діМгСЫГЄЫПЭВзгМмЃЛ(2)діМгСЫГЄЫПЭЫШЦДЋЖЏзАжУЃЛ(3)діМгСЫГЄЫПЖЯЭЗздЭЃзАжУЃЛ(4)ЪЙгУЗФБПеаФЖЇзгЁЃ
3АќаОзЊБЗФЩДЕФЬиЕу
АќаОзЊБЗФЩДЕФдСЯЪЪгУадКмЧПЃЌЖЬЯЫдСЯПЩвдЪЧУоЁЂПЩвдЪЧЛЏЯЫЃЌжЛвЊЪЧЪЪгУгкГЃЙцзЊБЗФЩДЕФдСЯЖМПЩвдЃЌЖјгУзїаОЩДЕФМШПЩвдЪЧГЃЙцЕФЦеЭЈГЄЫПЁЂЕЏСІЫПЃЌвВПЩвдЪЧЗЧГЃЙцЕФВЃСЇГЄЫПЃЌЩѕжСЪЧН№ЪєЫПЁЃ
зЊБЗФАќаОЩДМцОпзЊБЩДКЭАќаОЩДЕФгХЕуЃЌОпгаНсЙЙЮШЖЈЁЂЬѕИЩВЛдШТЪЕЭКЭУЋг№ЩйЕФЬиЕуЃЌЧвЩњВњТЪИпЁЂЙЄађБШЛЗЖЇЗФЖЬЁЃзЊБЗФЖЬЯЫЩДАќИВГЄЫПаОЩДЃЌПЫЗўСЫзЊБЩДЧПСІЕЭЕФШѕЕуЃЌдкАќаОзЊБЗФЩДжаСЌајГЄЫПНЋВЛБЛМгФэЃЌДгЖјУЛгаФэЫѕЃЌвђДЫЃЌзЊБАќаОЩДИќПЩФмБЃГжРДздГЄЫПВПЗжЕФЧПСІКЭЫќЕФећИіГЄЖШЁЃзЊБАќаОЩДЕФВЛдШТЪЕЭгкЯргІЕФЛЗЖЇАќаОЩДЃЌетдДгкзЊБЗФЩДЕФЙЬгаЬиадЃЌЪЧЯЫЮЌдкФ§ОлЙ§ГЬжаБЛИпБЖВЂКЯЕФНсЙћЁЃСэЭтЃЌзЊБАќаОЩДЕФУЋг№ЖШгыЛЗЖЇАќаОЩДЯрБШвЊЕЭЃЌХюЫЩЖШдђвЊИпгкЛЗЖЇАќаОЩДЁЃзЊБАќаОЩДЕФЩњВњаЇТЪвВУїЯдИпгкЯргІЕФЛЗЖЇАќаОЩДЯЕЭГЁЃгЩгкВЛаыОЙ§ДжЩДКЭКѓЕРТчЭВЙЄађЃЌЪЙзЊБАќаОЩДЕФЩњВњГЩБОДѓДѓНЕЕЭЁЃзЊБЗФАќаОЩДЛЙгавЛИіживЊЬиЕуЃЌМДПЩвдМгЙЄГЩДѓОэзАЃЌгыМгЙЄГЩЙмЩДЕФЛЗЖЇАќаОЩДЯрБШЃЌдкКѓЕРЙЄађжаМѕЩйСЫНгЭЗЁЃ
4зЊБАќаОЩДЕФНсЙЙ
ОЁЙмЯАЙпЩЯГЦдкзЊБЗФЩДЛњЩЯМгЙЄЖјЕУЕФЖЬЯЫКЭГЄЫПЕФИДКЯЩДЮЊзЊБАќаОЩДЃЌЕЋЪЕМЪЩЯЭЈЙ§ПижЦКЭбЁдёГЄЫПГЌЮЙБШ(ГЄЫПаОЩДЕФЮЙШыЫйЖШгыв§ЩДЫйЖШЕФБШжЕ)КЭФэЯЕЪ§ЕШВЮЪ§ЃЌПЩЛёЕУВЛЭЌНсЙЙЕФзЊБАќаОЩДЁЃЭЈЙ§ЪЪЕБДюХфЃЌвЛАуПЩжЦЕУШ§жжНсЙЙЕФзЊБАќаОЩДЁЃШчЭМ2ЫљЪОЃЌЮвУЧГЦОпга(a)НсЙЙЕФЩДЮЊЕфаЭзЊБАќаОЩДЃЌЫќЪЧвдГЄЫПЮЊаОЩДЃЌЖЬЯЫЩДАќВјдкЭтЃЛОпга(b)НсЙЙЕФЩДЮЊзЊБЦНааЩДЃЌЫќЕФНсЙЙаЮЬЌРрЫЦгквЛАуЙЩЯпЃЛОпга(c)НсЙЙЕФЩДЮЊзЊБАќВјЩДЃЌЫќЪЧвдЖЬЯЫЩДЮЊаОЃЌГЄЫПАќВјдкЭтЁЃ
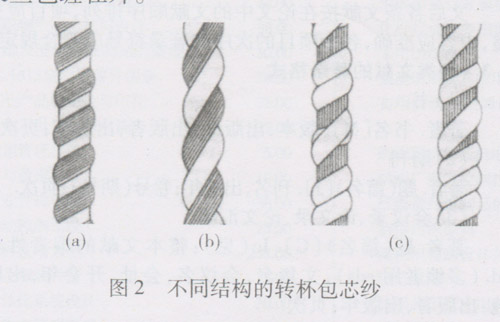
ШєвЊЩњВњЕфаЭзЊБАќаОЩДЃЌГЄЫПЕФЮЙШыЫйЖШБиаыаЁгкв§ЩДЫйЖШЁЃЕБЗФЕЏСІАќаОЩДЪБЃЌГЄЫПЮЙШыЫйЖШгІдЖдЖЕЭгкв§ЩДЫйЖШЃЛЗФжЦЗЧЕЏСІАќаОЩДЪБЃЌГЄЫПЕФЮЙШыЫйЖШдђжЛашТдЕЭгкв§ЩДЫйЖШЃЌЗёдђНЋЪЙв§ЩДТоРКЭЗФБжЎМфЩДЯпЕФеХСІЙ§ДѓЃЌДгЖјЕМжТЖЯЭЗдіМгЁЃЭМ2-aЫљЪОЕФетжжРэЯыНсЙЙжЛГіЯждкЗФЕЏСІАќаОЩДЪБЃЌЗФЗЧЕЏСІАќаОЩДЪБГЄЫПаОЩДГЪВЈРЫзДЁЃ
ЕБПижЦГЄЫПЮЙШыЫйЖШТдДѓгкв§ЩДЫйЖШЪБЃЌПЩжЦЕУзЊБЦНааЩДЃЌЫќУЛгаЪВУДЛЈЪНаЇгІЃЌНсЙЙаЮЬЌРрЫЦгквЛАуЙЩЯпЁЃСэЭтЃЌЭЈЙ§ВЩгУНЯЕЭЕФФэЯЕЪ§вВПЩФмжЦЕУетжжЩДЁЃ
ЕБПижЦГЄЫПЮЙШыЫйЖШдЖдЖИпгкв§ЩДЫйЖШЪБЃЌПЩвдЗФжЦГізЊБАќВјЩДЃЌетжжЩДЪЧвдЖЬЯЫЩДЮЊаОЃЌЭтАќГЄЫПЁЃЭЈЙ§ПижЦГЌЮЙБШКЭФэЯЕЪ§ЃЌПЩвдЕУЕНВЛЭЌЕФЛЈЪНЩДЃЌР§ШчНсзгЩДКЭШІШІЩДЕШЁЃ
5зЊБАќаОЩДЕФгІгУ
зЊБАќаОЩДЧПСІИпЁЂЬѕИЩОљдШЖШКУЃЌвђДЫЃЌАќаОзЊБЗФЩДММЪѕОпгаЯрЕБИпЕФМгЙЄПЩППадКЭЩњВњФмСІЁЃРћгУАќаОзЊБЗФЩДММЪѕПЩЗФжЦБфЛЏЖрбљЕФИДКЯЩДЃЌетВЛжЛЪЧЕЅДПжИЙЙГЩЩДЯпЕФСНжжзщЗждкЮЛжУЩЯЕФБфЛЏЃЌЛЙАќРЈСНжждСЯБОЩэЕФИДКЯаЇЙћЃЌзЊБЗФАќаОЩДМцОпзЊБЩДКЭАќаОЩДЕФгХЕуЃЌвђДЫЃЌЫќОпгаЯрЕБЙуЕФгІгУЗЖЮЇЁЃ
ДггІгУЕФНЧЖШЃЌПЩНЋзЊБАќаОЩДЗжЮЊвдЯТМИРрЃК(1)ЕЏСІАќаОЩД(ЕфаЭзЊБЕЏСІАќаОЩД)ЃЛ(2)вЛАуЩДЯп(ЕфаЭзЊБЗЧЕЏСІАќаОЩДКЭзЊБЦНааЩД)ЃЛ(3)ЛЈЪНЩДЯп(зЊБАќВјЩД)ЁЃ
ИљОнетжжЗжРрЃЌзЊБАќаОЩДПЩгУгквЛАуЙЩЯпКЭЛЈЪНЩДЕФЪЙгУГЁКЯЃЌЫќЛЙПЩвдДњЬцФПЧАЕФзЊБЗФЙЩЯпгУгкЩњВњЗўгУжЏЮяЁЃИљОнЦфЧПСІИпЁЂОљдШЖШКУЕФЬиЕуЃЌПЩгУзїзАЪЮВМЁЃСэЭтЃЌЫќЛЙПЩвдДњЬцДЋЭГЕФЙЩЯпЩДгУгкВњвЕгУЗФжЏЦЗЃЌШчЭПВуЛљВМЁЂЗЋВМЕШЁЃзЊБЕЏСІАќаОЩДПЩгУРДМгЙЄЕЏСІжЏЮяЃЌгУзїдЫЖЏЗўзАЁЂЕЏСІГЩвТЕШЃЌИУЪаГЁашЧѓе§ГЪЯжГіСМКУЕФЩЯЩ§ЪЦЭЗЁЃ
6АќаОзЊБЗФЩДЛњ
Ш№ЪПRieterЙЋЫОдк2002ФъЭЦГіСЫBT1904аЭзЊБЗФЩДЛњЃЌЫќПЩгУгкЩњВњзЊБАќаОЩДЁЃЦфжївЊЬиЕуЪЧДѓЭЗОрЁЂДѓОэзАЁЂИпаЇТЪЁЃЭЗОрЮЊ216 mmЃЌОэзАзюДѓПЩДя3 kgЃЌв§ЩДЫйЖШДѓдМЪЧЛЗЖЇЗФЩДЛњЕФ7БЖЁЃBT904аЭзЊБЗФЩДЛњЕФжївЊЙцИёЮЊЃКПЩЗФКХЪ§19ЃЎ5 texЁЋ116ЃЎ7 texЃЌНкЪ§2ЁЋ18ЃЌУПНк16ЭЗЃЌЭЗОр216 mmЃЌЗФБЫйЖШ36 000 rЃЏminЁЋ75 000 rЃЏminЃЌЗжЪсЙѕЫйЖШ5000 rЃЏminЁЋ9000 rЃЏminЃЌв§ЩДЫйЖШ27 mЃЏminЁЋ150 mЃЏminЃЌОэзАГпДч300 mmЁС150 mmЁЃ
7 НсЪјгя
гЩгкАќаОзЊБЗФЩДдСЯЪЪгІадЙуЃЌЩДЯпНсЙЙБфЛЏЖрбљЧвОљдШЖШКУЁЂУЋг№ЩйЃЌЗФЩДСїГЬЖЬЃЌОМУаЇвцИпЃЌвђДЫОпгаЙуРЋЕФЗЂеЙЧАОАЁЃвЊПЊЗЂАќаОзЊБЗФЩДЯЕЭГЃЌЩшМЦжагІжївЊНтОівдЯТМИИіММЪѕЮЪЬтЁЃЪзЯШЃЌвЊНтОіГЄЫПаОЩДЮЙШЫЙмЕФДѓаЁКЭАВзАЮЪЬтЁЃГЄЫПаОЩДЮЙШыЙмБиаыЪЙИїжждСЯЖМФмЭЈЙ§ЃЌЖјВЛЙмЫќЕФаЮБфШчКЮЁЃСэЭтЃЌдРДзЊБЗФЩДЯЕЭГЕФецПезДЬЌвВВЛФмБЛЯджјгАЯьЁЃСэвЛИівЊНтОіЕФЪЧЁАЕЅзщЗжЖЯЭЗЁБЮЪЬтЃЌМДгЩгкФГвЛзщЗжЖЯЭЗЖјЕМжТГЩЩДжажЛгаСэвЛзщЗжДцдкЕФЮЪЬтЃЌМьВтГЄЫПаОЩДЪЧЗёдкЗФБжаЯрЖдМђЕЅвЛаЉЃЌЖјЖдгкМьВтЖЬЯЫзщЗжДцдкгыЗёОЭЯрЖдРЇФбвЛаЉЃЌвђЮЊдкБъзМЕФзЊБЗФЩДЛњЩЯЃЌДЋИаЦїЪЧзАдкЗФЩДЦїЩЯЃЌЫќПЩФмжЛЪЧМьВтЕНГЄЫПаОЩДЃЌМДВЛФмЗжБцЪфГіЕФЩДЯпЪЧаОЩДЛЙЪЧЭтАќЩДЁЃЛЙгавЛИіживЊЕФММЪѕЮЪЬтЪЧНгЭЗЮЪЬтЃЌШчЙћВЛВЩШЁЪЪЕБЕФДыЪЉЃЌдђЛсдьГЩгавЛЖЮЩДжаУЛгаГЄЫПаОЩДЕФЮЪЬтЁЃ