
1Έ ΧβΒΡΧα≥ω
”–Ής’ΏΧα≥ωΓΑΚψάκ–ΡΝΠΖΡ…¥Γ±ΒΡ÷±Ϋ”ΡΩΒΡ «ΈΣΝΥΦθ–ΓΗΏΥΌ¥÷…¥ΜζΖΡ…¥Ιΐ≥Χ÷–‘Ύ¥σ…¥ ±…¥ΧθΥυ ήΒΡάκ–Ρ’≈ΝΠΘ§“‘Οβ¥÷…¥Χθ‘ΎΖΡ…¥Ιΐ≥Χ÷–ΕœΝ―ΘΜ≤Δ«“÷Η≥ωΦθ–ΓΗΏΥΌ¥÷…¥ΜζΖΡ…¥Ιΐ≥Χ÷–‘Ύ¥σ…¥ ±ΒΡάκ–Ρ’≈ΝΠΤδ÷ς“Σ¥κ © «ΫΒΒΆ¥÷…¥ΜζΒΡΖΡ…¥ΥΌΕ»ΓΘ± ’Ώ“―Χα≥ωΓΑΒςΒΆΗΏΥΌ¥÷…¥ΜζΒΡΕßΥΌ≤Δ≤Μ «Φθ–Γάκ–Ρ’≈ΝΠΒΡΈ©“ΜΑλΖ®Θ§“≤Ω…Ρή≤Μ «ΉνΚΟΒΡΑλΖ®Γ±ΓΘ“ρΈΣ’β ΙΓΑΗΏΥΌ¥÷…¥ΜζΒΡΥΌΕ»Γ±¥σ¥ρ’έΩέΓΘΈΣΝΥΧΫΥςΗΏΥΌ¥÷…¥Μζ‘ΎΕßΥΌ≤Μ±δΒΡΧθΦΰœ¬Φθ–Γάκ–Ρ’≈ΝΠΒΡΆΨΨΕΘ§± ’ΏΧα≥ωΑ―ΟόΖΡ¥÷…¥ΜζΒΡΨμ»ΤΖΫ Ϋ”…¥ΪΆ≥ΒΡΙήΒΦΖΫ ΫΗΡΈΣ“μΒΦΖΫ ΫΘ§≤Δ¥”άμ¬έ…œΖ÷ΈωΝΥΤδΩ…–––‘Θ§‘Η”κΆ§––«–¥ηΓΘ
ΟόΖΡ¥÷…¥Μζ”Π”ΟΙήΒΦΒΡΨμ»ΤΖΫ Ϋ“―Ψ≠”–100ΕύΡξΒΡάζ ΖΘ§± ’Ώ»œΈΣΘ§ΥφΉ≈ΩΤ―ßΦΦ θΒΡΖΔ’ΙΚΆΫχ≤ΫΘ§ΟόΖΡ¥÷…¥Μζ”Π”Ο“μΒΦΨμ»ΤΖΫ ΫΒΡ»±ΒψΫΪΜα±ΜΩΥΖΰΘ§”…”ΎΤδΨΏ”–Φθ«αΡΞΥπΓΔΫΒΒΆΡήΚΡΓΔΦθ–Γάκ–Ρ’≈ΝΠΒΡΧΊ’ςΘ§“ρΕχ”–άϊ”ΎΧαΗΏΟόΖΡ¥÷…¥ΜζΕßΥΌΒΡ”≈ΒψΫΪΜα±Μœ‘œ÷≥ωά¥ΓΘ
2“μΒΦΨμ»ΤΖΫ ΫΡήΫΒΒΆΦρΙήΒΡΉΣΥΌ
…ηnΈΣΆ≤ΙήΉΣΥΌΘΜNΈΣΕß“μΉΣΥΌΘΜncΈΣΙήΒΦΨμ»ΤΖΫ ΫΒΡΆ≤ΙήΉΣΥΌΘΜnyΈΣ“μΒΦΨμ»ΤΖΫ ΫΒΡΆ≤ΙήΉΣΥΌΘΜnwΈΣΨμ»ΤΉΣΥΌΘΜDΈΣΨμ»Τ÷±ΨΕΘΜtΈΣ¥÷…¥Ρμ
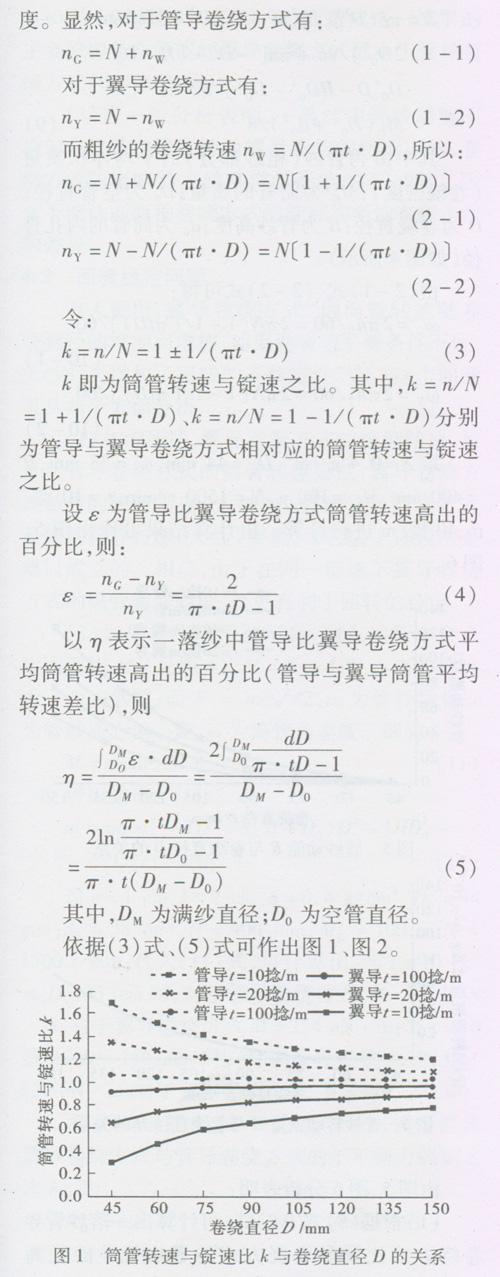
¥”ΆΦ1ΚΆΆΦ2÷–Ω…“‘Ω¥≥ωΘ§nG”κnYΝΫΉι«ζœΏ“‘÷±œΏK=1ΈΣΕ‘≥Τ÷αΚΆΫΞΫϋœΏΓΘ“μΒΦΨμ»ΤΖΫ ΫΒΡΆ≤ΙήΉΣΥΌ( ΒœΏ) Φ÷’±»ΙήΒΦΨμ»ΤΖΫ ΫΒΡΆ≤ΙήΉΣΥΌ(–ιœΏ)“ΣΒΆΘΜΡμΕ»t‘Ϋ–ΓΘ§nG”κnYΒΡ≤νΨύ‘Ϋ¥σΓΘΥφΉ≈Ψμ»Τ÷±ΨΕΒΡ‘ω¥σΘ§nG”κnYΒΡ≤νΨύ«ς–ΓΘ§ΒΪ“μΒΦΨμ»ΤΖΫ ΫΒΡΉνΗΏΆ≤ΙήΉΣΥΌ(¥σ…¥ ±)»‘±»ΙήΒΦΨμ»ΤΖΫ ΫΒΡΉνΒΆΆ≤ΙήΉΣΥΌ(¥σ…¥ ±)ΈΣΒΆΓΘ‘Ύt=40Ρμ/mΒΡΧθΦΰœ¬Θ§“Μ¬δ…¥÷–ΙήΒΦΨμ»ΤΖΫ Ϋ±»“μΒΦΨμ»ΤΖΫ ΫΒΡΆ≤ΙήΉΣΥΌΤΫΨυ“ΣΗΏ23Θ°5ΘΞ(ΨμΉΑ÷±ΨΕΈΣ120 mm)ΒΫ20Θ°4ΘΞ(ΨμΉΑ÷±ΨΕΈΣ150mm)ΓΘ
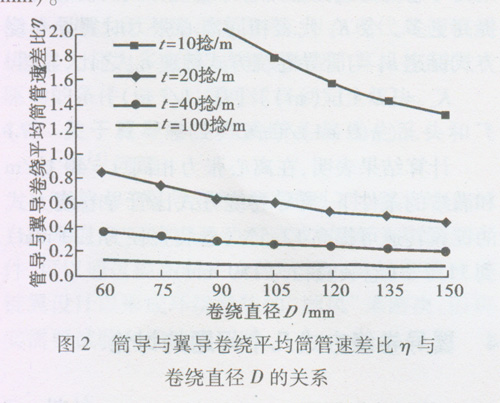
3 “μΒΦΨμ»ΤΖΫ ΫΡήœ‘÷χΒΊΦθ–Γάκ–Ρ’≈ΝΠ
± ’Ώ‘χΆΤΒΦ≥ωΘ§άκ–Ρ’≈ΝΠ”κΆ≤ΙήΉΣΥΌΒΡΤΫΖΫ≥…’ΐ±»ΓΘ…η“μΒΦΨμ»ΤΖΫ Ϋ”κΙήΒΦΨμ»ΤΖΫ ΫΒΡάκ–Ρ’≈ΝΠ÷°±»ΈΣKTΘ§‘ρ”–ΘΚ

”…ΆΦ3Ω…“‘Ω¥≥ωΘ§KTΚψ–Γ”Ύ1ΘΜΡμΕ»‘Ϋ–ΓΘ§’≈ΝΠ±»KT‘Ϋ–ΓΓΘΒ±¥÷…¥Ε®ΝΩΫœ÷Ί ±Θ§œύ”ΠΒΡΡμΕ»“≤Ϋœ–ΓΘ§“ρ¥Υ‘Ύ¥÷…¥÷ΊΕ®ΝΩΓΔ–ΓΡμΕ»’β÷÷Ε‘ΙήΒΦΨμ»ΤΖΫ ΫΉν≤ΜάϊΒΡ«ιΩωœ¬Θ§“μΒΦΨμ»ΤΖΫ Ϋ»¥Ρήœ‘÷χΒΊΦθ–Γ¥÷…¥ΜζΖΡ…¥ ±¥÷…¥ΒΡάκ–Ρ’≈ΝΠΓΘ‘Ύt=40ΡμΘ·mΓΔœύΆ§ΕßΥΌΒΡΧθΦΰœ¬Θ§‘ΎΤπ ΦΨμ»Τ(Do=45mm) ±Θ§“μΒΦΨμ»ΤΖΫ Ϋ”κΙήΒΦΨμ»ΤΖΫ Ϋ¥÷…¥ΒΡάκ–Ρ’≈ΝΠ÷°±»ΈΣ48Θ°9ΘΞΘΜ‘Ύ¬ζ…¥(DM=150 mm) ±ΈΣ80Θ°9ΘΞΓΘ“ρ¥ΥΘ§‘Ύάκ–Ρ’≈ΝΠœύΆ§ΒΡΧθΦΰœ¬Θ§≤…”Ο“μΒΦΨμ»ΤΖΫ Ϋ±»≤…”ΟΙήΒΦΨμ»ΤΖΫ ΫΒΡΕßΥΌΩ…“‘ΧαΗΏΗϋΕύΓΘΝνKc¥ζ±μœύΆ§άκ–Ρ’≈ΝΠ ±“μΒΦΨμ»ΤΖΫ ΫΕßΥΌnY”κΙήΒΦΨμ»ΤΖΫ ΫΕßΥΌnG÷°±»Θ§œ‘»Μ

ΦΤΥψΫαΙϊ±μΟςΘ§‘Ύάκ–Ρ’≈ΝΠœύΆ§ΓΔt=40Ρμ/mΚΆ¬ζ…¥ΒΡΧθΦΰœ¬Θ§“μΒΦΨμ»ΤΖΫ Ϋ±»ΙήΒΦΨμ»ΤΖΫ ΫΒΡΕß“μΉΣΥΌΩ…ΧαΗΏ12Θ°5ΘΞ(ΨμΉΑ÷±ΨΕΈΣ120 mm)ΒΫ11Θ°2ΘΞ(ΨμΉΑ÷±ΨΕΈΣ150 mm)ΓΘ
4“μΒΦΨμ»ΤΖΫ ΫΦΗΗωΈ ΧβΒΡΧ÷¬έ
4Θ°1ΡήΚΡΨυΚβΈ Χβ
”–»Υ»œΈΣΘ§ΓΑΥφΉ≈Ψμ»Τ÷±ΨΕΒΡ‘ωΦ”Θ§Ιή…¥÷ΊΝΩΥφ÷°‘ω¥σΘ§Β±≤…”ΟΙήΒΦΖΫ Ϋ ±Θ§Ιή…¥Ψμ»Τ÷±ΨΕ‘Ϋ¥σΘ§ΤδΉΣΥΌ‘Ϋ–ΓΘ§Ε·ΝΠœϊΚΡΫœΨυΚβΘ§ΜΊΉΣ“ύΫœΈ»Ε®ΘΜΒ±≤…”Ο“μΒΦΖΫ Ϋ ±Θ§Ψμ»Τ÷±ΨΕ‘Ϋ¥σΘ§Ά≤ΙήΉΣΥΌ‘ΫΗΏΘ§Ε·ΝΠœϊΚΡ≤ΜΨυΚβΘ§’βΗωΈ ΧβΩ…“‘¥”Ε®÷αΉΣΕ·Η’ΧεΒΡΕ·Ρήά¥―–ΨΩΓΘ

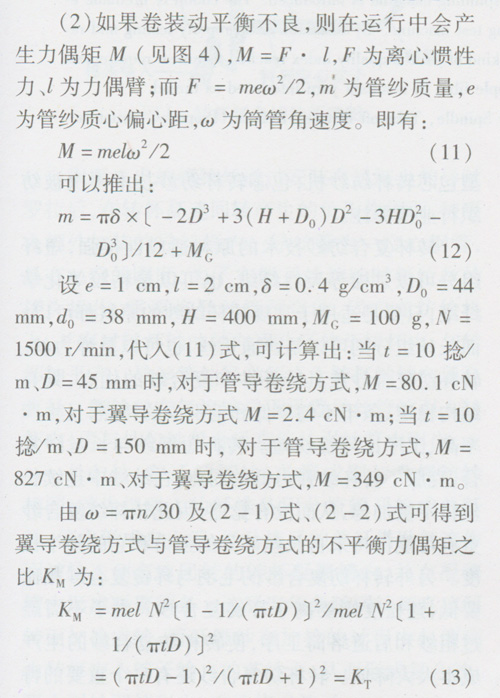
Τδ÷–Θ§EΈΣ’ϊΗωΙή…¥(Κ§Ά≤Ιή)»ΤΕß÷α–ΐΉΣΒΡΕ·ΡήΘΜZΈΣ’ϊΗωΙή…¥ΒΡΉΣΕ·ΙΏΝΩΘΜΠΊΈΣΙή…¥ΒΡΉΣΕ·Ϋ«ΥΌΕ»ΓΘœ‘»ΜE≥ΐ“‘¥ΪΕ·–߬ ΨΆ « ΙΙή…¥“‘ΥΌΕ»ΠΊ–ΐΉΣΥυ–ηΒΡΕ·ΝΠœϊΚΡΓΘΗυΨίΉΣΕ·ΙΏΝΩΦΤΥψΙΪ ΫΚΆΙή…¥≥Ώ¥γ(ΦϊΆΦ4)Ω…«σΒΟΘΚ


Τδ÷–Θ§ΠΡΈΣΙή…¥(¥÷…¥≤ΩΖ÷)ΒΡΤΫΨυΧεΜΐ÷ ΝΩ(Ψμ»ΤΟήΕ»)ΘΜMGΈΣΆ≤ΙήΒΡ÷ ΝΩΘΜDoΈΣΩ’Ιή÷±ΨΕΘΜDΈΣΨμ»Τ÷±ΨΕΘΜHΈΣΙή…¥ΗΏΕ»ΘΜdoΈΣΆ≤ΙήΒΡΡΎΩΉ÷±ΨΕ(»γΆΦ4Υυ Ψ)ΓΘ
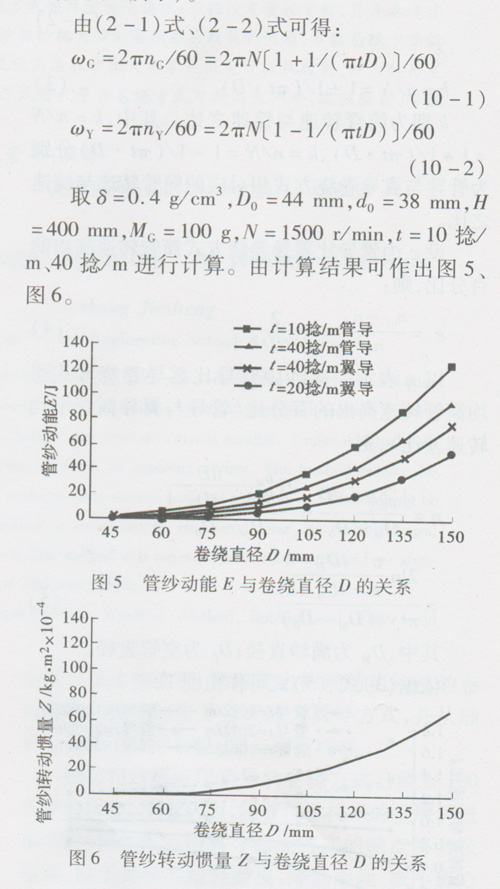
”…ΆΦ5ΓΔΆΦ6Ζ÷Έω±μΟςΘΚ
(1)ΗυΨί(5) ΫΓΔ(8) ΫΘ§Ω…ΦΤΥψ≥ω“Μ¬δ…¥ΙήΒΦΨμ»ΤΖΫ Ϋ±»“μΒΦΨμ»ΤΖΫ ΫΒΡΤΫΨυΙή…¥ΡήΚΡΗΏ45Θ°0ΘΞ(ΨμΉΑ÷±ΨΕΈΣ150 mm)ΓΘ
(2)¥σ…¥(ΨμΉΑ÷±ΨΕΈΣ150 mm)”κ–Γ…¥(Ω’Ιή)ΒΡΡήΚΡ±» «“μΒΦΨμ»ΤΖΫ Ϋ¥σ”ΎΙήΒΦΨμ»ΤΖΫ Ϋ(t=40Ρμ/m ±ΈΣ189Θ°5Θ·114Θ°3)Θ§ΒΪ¥σ…¥”κ–Γ…¥ΒΡΡήΚΡ≤ν»¥ «“μΒΦΨμ»ΤΖΫ Ϋ–Γ”ΎΙήΒΦΨμ»ΤΖΫ Ϋ(t=40Ρμ/m ± «75Θ°2JΘ·92Θ°7J)ΓΘ‘λ≥…’β“ΜΫαΙϊΒΡ÷ς“Σ‘≠“ρ «Ω’ΙήΡήΚΡ“μΒΦΨμ»ΤΖΫ Ϋ‘Ε–Γ”ΎΙήΒΦΨμ»ΤΖΫ Ϋ(0Θ°40JΘ·0Θ°82J)ΓΘ
(3)Ϋχ“Μ≤ΫΖ÷Έω±μΟςΘ§“Μ¬δ…¥÷–Ιή…¥Ε·Ρή≤ΜΨυ‘»÷ς“Σ «”…Ιή…¥ΉΣΕ·ΙΏΝΩ≤ΜΨυ‘»Υυ‘λ≥…ΒΡΘ§Ψμ»ΤΖΫ ΫΒΡ”Αœλ‘Φ’ΦΉΣΕ·ΙΏΝΩ”ΑœλΒΡ17Θ°9ΘΞΓΘ“ρ¥Υ≤ΜΡή»œΆ§ΝΫ÷÷Ψμ»ΤΖΫ ΫΒΡΡήΚΡΨυΚβ–‘”–Ηυ±Ψ–‘ΒΡ≤ν“λΓΘ
4Θ°2ΜΊΉΣΈ»Ε®Έ Χβ
”–»ΥΧα≥ωΘ§“μΒΦΨμ»ΤΖΫ ΫΓΑ“ρΆ≤ΙήΉΣΥΌΥφΨμ»Τ÷±ΨΕΒΡ‘ωΦ”Εχ‘ωΦ”Θ§»γΙϊΨμΉΑΕ·ΤΫΚβΧθΦΰ≤ΜΝΦΘ§¥σ…¥ ±Ηϋ‘ωΦ”ΝΥΜΊΉΣΒΡ≤ΜΈ»Ε®–‘Γ±ΓΘ’βΗωΈ ΧβΩ…¥”ΝΫΗωΖΫΟφΖ÷ΈωΓΘ
(1)»γ«ΑΥυ ωΘ§“μΒΦΨμ»ΤΖΫ ΫΒΡΆ≤ΙήΉΣΥΌΘ§ Φ÷’±»ΙήΒΦΨμ»ΤΖΫ ΫΒΡΆ≤ΙήΉΣΥΌ“ΣΒΆΘΜ“μΒΦΨμ»ΤΖΫ ΫΉνΗΏΒΡΆ≤ΙήΉΣΥΌ(¥σ…¥ ±)»‘±»ΙήΒΦΨμ»ΤΖΫ ΫΉνΒΆΒΡΆ≤ΙήΉΣΥΌ(¥σ…¥)“ΣΒΆΓΘ“ρ¥ΥΘ§…œ ωΥΒΖ® «Ρ―“‘≥…ΝΔΒΡΓΘœύΖ¥Θ§”…”Ύ‘ΎΆ§“ΜΕßΥΌœ¬“μΒΦΨμ»ΤΖΫ ΫΒΡΆ≤ΙήΉΣΥΌΫœΒΆΘ§’βΗϋ”–άϊ”ΎΜΊΉΣΒΡΈ»Ε®ΓΘ
(2)»γΙϊΨμΉΑΕ·ΤΫΚβ≤ΜΝΦΘ§‘ρ‘Ύ‘Υ––÷–Μα≤ζ…ζΝΠ≈ΦΨΊM(ΦϊΆΦ4)Θ§M=F•lΘ§FΈΣάκ–ΡΙΏ–‘ΝΠΓΔlΈΣΝΠ≈Φ±έΘΜΕχF=Θ§meΠΊ2Θ·2Θ§mΈΣΙή…¥÷ ΝΩΘ§eΈΣΙή…¥÷ –ΡΤΪ–ΡΨύΘ§ΠΊΈΣΆ≤ΙήΫ«ΥΌΕ»ΓΘΦ¥”–ΘΚ
”…(13) ΫΩ…÷ΣΘ§“μΒΦΨμ»ΤΖΫ Ϋ”κΙήΒΦΨμ»ΤΖΫ ΫΒΡ≤ΜΤΫΚβΝΠ≈ΦΨΊ÷°±»KMΒ»”Ύ“μΒΦΨμ»ΤΖΫ Ϋ”κΙήΒΦΨμ»ΤΖΫ ΫΒΡάκ–Ρ’≈ΝΠ±»KToΩ…Φϊ‘Ύ≤ΜΤΫΚβ÷ ΝΩΦΑΤδΤΪ–ΡΨύœύΆ§ΒΡ«ιΩωœ¬Θ§ΨΆΤδ≤ζ…ζΒΡ≤ΜΤΫΚβΝΠ≈ΦΨΊά¥ΥΒΘ§‘Ύ“Μ¬δ…¥÷–≤Μ¬έΨμ»Τ÷±ΨΕΒΡ¥σ–ΓΘ§Ήή «“μΒΦΨμ»ΤΖΫ Ϋ”≈”ΎΙήΒΦΨμ»ΤΖΫ ΫΓΘΜρ’ΏΥΒΘ§“μΒΦΨμ»ΤΖΫ ΫΒΡΜΊΉΣΈ»Ε®–‘ΗϋΚΟ“Μ–©ΓΘ
4Θ°3ΙΊ”Ύ“μΒΦΖΫ ΫΩΣ≥ΒΒΡΕœΆΖΈ Χβ
”…”Ύάœ Ϋ¥÷…¥ΜζΒγΜζΒΫΆ≤ΙήΒΡ¥ΪΕ·Ν¥±»ΒΫΕß“μΒΡ¥ΪΕ·Ν¥“Σ≥ΛΒΟΕύΘ§¥ΪΕ·άέΜΐΦδœΕ“≤¥σΒΟΕύΘ§“ρΕχ‘ΎΤτΕ·ΒΡΥ≤ΦδΘ§Ά≤Ιή÷ΆΚσΘ§‘λ≥…Ψμ»ΤΕΈ¥÷…¥±Μά≠œΗΡΥ÷ΝΕœΆΖΕχ≤ΜΡή’ΐ≥ΘΩΣ≥ΒΘ§ΒΪ‘Ύœ÷¥ζΗΏΥΌ¥÷…¥Μζ…œΘ§¥σΕΦΈΣΕύΒγΜζΓΔΕύ÷αΓΔΈΔ–ΆΦΤΥψΜζΩΊ÷ΤΆ§≤Ϋ«ΐΕ·ΒΡΧθΦΰΘ§’βΗωΈ ΧβΩ…“‘ΒΟΒΫΆξ»ΪΫβΨωΓΘ
4Θ°4 ΙΊ”Ύ“μΒΦΨμ»ΤΖΫ ΫΕœΆΖ“ΉΖą欓ΆΖΚΆΖ…
Μ®Έ Χβ
’β «”…”Ύ“μΒΦΨμ»ΤΖΫ ΫΕœΆΖ ±Θ§ΨμΉΑ…¥ΧθΒΡΉ‘”…ΕΥΡφœρΓΑ”≠ΖγΓ±‘ΥΕ·Εχ‘λ≥…Θ§ΒΪΕœΆΖ τ≈ΦΖΔ ¬ΦΰΘ§Ω…“‘Ά®ΙΐΧαΗΏΕœΆΖΉ‘ΆΘΉΑ÷ΟΒΡΝιΟτΕ»ΜρΗΡΫχΕß“μ…ηΦΤ“‘–Έ≥…ΜΖ»ΤΨμΉΑΒΡΓΑΥ≥ΖγΓ±ά¥ΫβΨωΘ§ΒΪ»Ζ Β–η“Σ ‘―ιΚΆ ΒΦυά¥÷ΛΟςΓΘ
5 Ϋα¬έ
ΫβΨωΗΏΥΌ¥÷…¥Μζ¥σ…¥ ±Ψμ»Τ≤ψ“Ή±άΝ―ΒΡΈ ΧβΘ§≤ΜΡήΨ÷œό”ΎΫΒΒΆ¥÷…¥ΜζΒΡΥΌΕ»Θ§“‘«σΓΑΚψάκ–ΡΝΠΓ±ΖΡ…¥ΒΡΡΘ ΫΓΘ≤…”Ο“μΒΦΨμ»ΤΖΫ ΫΘ§≤ΜΒΪΡήœ‘÷χΫΒΒΆ¥÷…¥ΜζΖΡ…¥Ιΐ≥Χ÷–¥÷…¥ΒΡάκ–Ρ’≈ΝΠΘ§Εχ«“Ω…“‘Φθ«αΡΞΥπΓΔΫΒΒΆΡήΝΩœϊΚΡΓΘ¥ΪΆ≥ΒΡΫΧΩΤ ιΨΆΟόΖΡ¥÷…¥ΜζΒΡ“μΒΦΨμ»ΤΖΫ ΫΝ–ΨΌΝΥΥΡΗωΈ ΧβΘ§Τδ÷–ΙΊ”ΎΡήΚΡ≤ΜΨυΚβΚΆΜΊΉΣ≤ΜΈ»Ε®ΒΡΧαΖ® «»±ΖΠΗυΨίΒΡΘΜΩΣ≥ΒΕœΆΖ‘Ύœ÷¥ζΗΏΥΌΈΔ–ΆΦΤΥψΜζΩΊ÷ΤΒΡ¥÷…¥Μζ…œ «Ω…“‘ΫβΨωΒΡΘΜΕœΆΖ ±“ΉΖą欓ΆΖΚΆΖ…Μ®ΒΡΈ Χβ «Ω…ΡήΫβΨωΒΡΓΘ”…”Ύ≤…”Ο“μΒΦΨμ»Τ¥ζΧφΙήΒΦΨμ»ΤΖΫ ΫΕ‘ΧαΗΏΜζΤς…ζ≤ζ¬ ΓΔΦθ«αΡΞΥπΓΔΫΎ‘ΦΡήΝΩœϊΚΡΕΦ «”–“φΒΡΘ§“ρΕχ÷ΒΒΟ»œ’φΩΣΖΔΚΆ―–ΨΩΓΘ