
梳棉机是纺纱工艺流程中的重要设备之一,在纺纱生产过程中,圈条成形机构就是将棉条或毛条等自大压辊输出,经小压辊牵引、压紧以一定的圈条成形,有规律地由圈条斜管盛放在条筒中,以供下道工序使用。
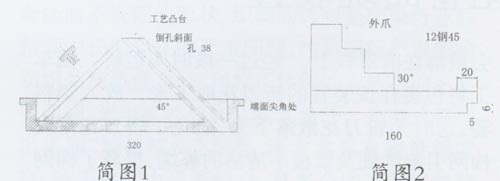
圈条斜管是铸造件,材料为HT300,形状如简图1所示,要求加工后,接触棉条的部位,如Φ38通孔的内表面、端面、倒孔斜面以及它的相交线等都是必须保证不挂花、叮花,也就是要求这些面粗糙度不超过Ra0.8μm。
2工艺
为了避免在斜面上钻孔,故设计工艺凸台,见简图1所示,该零件尺寸较大,形状比较特殊,加工要求也较高,故需要在现有的机床上采用革新工艺进行加工,其工艺流程为①在工艺凸台上精确定孔的中心位置,打准样冲眼,划出校正圆,便于复杂工件在机床上安装找正定位。②C620车床上三爪焊接加长改为外爪,夹紧工件,加工外圈、端面。加工端面时留约0.1mm的精加工余量,后用油石磨削端面达到粗糙度Ra0.8μm。③C630车床上用四爪夹紧带有工件的夹具,以工艺凸台孔的中心位置及校正圆为基准进行孔的加工。④在C620车床上,加工平行的法兰面,车削掉工艺凸台,倒孔斜面。⑤最后修光孔面以及相交线。
3夹具
(1)C620车床三爪卡盘通过焊接加长,车削出定位止口,改为新反爪,如简图2所示,尺寸要保证与工件装夹时,尺寸不相干涉,工件回转直径加大,线速度就相应的比较高,故选用较小的速度,车床主轴转速在50—60转/分。
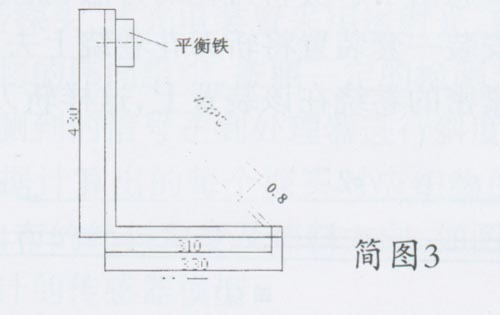
(2)C630四爪卡盘夹具设计如简图3所示,夹具主体是用板宽b=430mm,板厚t=15mm普通钢板焊接而成,以工件的法兰面定位在夹具孔内,用4只均布的压板压紧工件,调节四个卡爪,必须将工件加工Φ38斜孔部分的旋转轴线校正到与车床主轴旋转线重合后,才能钻孔,否则,就有可能把管壁打穿而报废。加工时,整个工件包括夹具是偏心的,故要加平衡块,经过试验平衡块为Φ110×75铸铁块二只,用M12紧定螺钉对称联接在夹具主体上,并用手转动2-3圈,确认无碍,方可开动车床进行加工。
4孔的加工
为了避免在斜面上钻孔,故如图l所示,设计了工艺凸台,钻深孔时,钻头的导向性差,钻削时钻头易偏斜,故钻头前刀面或后刀面要磨出分屑槽,使切屑成破碎状,易于排屑,在C630车床调节好工件,锥柄麻花钻Φ37直接插入车床尾座套筒内加工通孔,钻孔主轴速度为200转/分,要钻透时,由于是斜面受力不均匀,防止钻头损坏,要降速到50转/分,这时进刀量也要小,在钻削时,还要不停地拉出钻头排屑。
用镗刀杆为Φ33、尾端方头、刀片形状为尖头刀装夹刀架上,镗出Φ37.8孔,这时主轴速度为50转/分,后用铰刀杆为Φ36、六刃YG8、60长切削刃在万能刀具上磨,用锥套直接装在刀架上,车速为20转/分,勤加机油+柴油(1:1)切削液润滑和冷却。
孔的最后加工是倒孔形成斜面和端面夹角的尖锐处,用半圆锉修光,再用细砂纸打磨修饰,达到不挂花、叮花。
5端面磨削
由于在平面磨床上磨削这个不规则工件,需设计制造较复杂的夹具,故采用革新工艺。直接在C620车床上加工,其方法为用10mm厚木板垫在200×50×20油石下,放进刀架内,垫刀铁板放在油石上,用紧定螺钉夹紧,开动车床,车床主轴速度约为50转/分,用油石的端面就能磨削Ra0.8μm的端面,从正面以小的加工量磨削,并加油冷却,最后要无火花磨削。
6加工完后,须校验静平衡,可以在“T”形筋上钻孔或增加平衡重量。
7结语
在普通车床上,通过改进工艺进行平面磨削加工,实践证明,这是一种简单费用低、同时又能达到一定性能要求的有效方法。在类似的场合值得借鉴应用。