
1 ФӯБПСЎЕдУлОпАнЦёұк
УР»ъөјөзПЛО¬ОӘИХұҫІъPA»щёҙәПРНУР»ъөјөзПЛО¬Ј¬°лЦЖЖ·МхЧУЈ¬УГLFY-055РНПФОўҫөН¶У°ТЗІвөГУР»ъөјөзПЛО¬өДЦұҫ¶ОӘ19Ј®25ҰМmЈ¬»»ЛгәуЖдПЯГЬ¶ИОӘ3Ј®33 dtexЎЈІЙУГYG001NРНөзЧУөҘПЛО¬ЗҝБҰТЗЈ¬КФСщјРіЦіӨ¶ИОӘ20 mmЈ¬ІвөГУР»ъөјөзПЛО¬өД¶ПБСЗҝБҰОӘ8Ј®66 cNЈ¬¶ПБСЙміӨОӘ10Ј®96mmЈ¬¶ПБСЙміӨВКОӘ54Ј®81ЈҘЈ¬¶ПБСЗҝ¶ИОӘ2Ј®60cNЈҜdtexЈ¬¶ПБС№ҰОӘ61Ј®32ҰМJЈ¬¶ПБСКұјдОӘ16Ј®43 sЎЈ
УР»ъөјөзПЛО¬өДіхКјДЈБҝУлҪхВЪПаЛЖЈ¬ЖдРФДЬУлГЮРНПЛО¬ПаҪУҪьЈ¬УРҪПәГөД»м·ДРФЈ¬Жд»м·ДЙҙөДёчПоРФДЬҫщУлҙҝЙҙПаҪУҪьЈ¬ЦҜіЙЦҜОпәуЈ¬·юУГРФДЬәГЈ¬ФЪРЎёәәЙЧчУГПВІ»ТЧұдРОЈ¬ұИҪПНҰАЁЈ¬¶шЗТГвММРФДЬәГЈ¬ККТЛЦЖЧчНвТВАаІъЖ·ЎЈ
УР»ъөјөз¶МПЛО¬ФЪ20ЎжЈ¬Па¶ФКӘ¶ИОӘ65ЈҘөДМхјюПВЖҪәв24 hЈ¬ІЙУГYG-321РНПЛО¬ұИөзЧиТЗЈ¬ІвөГЖдұИөзЧиРЎУЪ103Ұё•cmЈ¬ОӘБЛҪшТ»ІҪІвКФУР»ъөјөзПЛО¬ұИөзЧиөДЧјИ·ЦөЈ¬ІЙУГFLUKE8840AРННтУГұнІвКФЈ¬ЖдұИөзЧиОӘ4Ј®29ЎБ102Ұё•cmЈ¬ҫЯУРУЕБјөДөјөзРФДЬЈ¬ККТЛЦЖЧчҝ№ҫІөзЦҜОпЈ¬ІўЗТДНҫГРФБјәГЎЈ
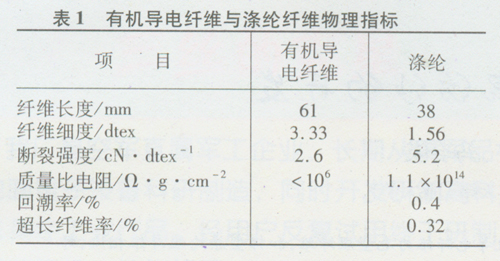
ҙУУР»ъөјөзПЛО¬өДРФДЬҝЙТФҝҙіцЈ¬УР»ъөјөзПЛО¬І»ҪцЖдОпАнРФДЬЈ¬¶шЗТЖдҝ№ҫІөзРФДЬҫщ·ыәПҝ№ҫІөзЦҜОпЙҙПЯөД»м·ДТӘЗуәНЦҜОпТӘЗуЈ¬ҫЯУРТ»¶ЁөД°ІИ«РФЎЈУР»ъөјөзПЛО¬УлПЛО¬өДОпАнЦёұкјыұн1ЎЈ
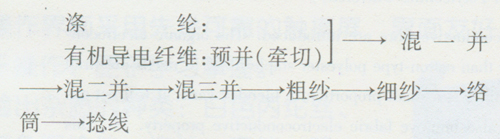
2 ·ДЙҙ№ӨТХБчіМУлјјКхҙлК©
УР»ъөјөзПЛО¬УлПЛО¬»м·ДЙҙЈ¬¶МПЛО¬ЦЖМх№ӨТХОӘіЈ№ж№ӨТХЈ¬ХвАпІ»ЧчҪйЙЬЈ¬¶шУР»ъөјөзПЛО¬ұҫЙнҫНОӘ°лЦЖЖ·МхЧУЈ¬¶шОӘГ«РН(3Ј®33 dtexЎБ61 mm)¶МПЛО¬Ј¬УлПЛО¬»м·ДЈ¬КЧПИұШРлҫӯ№эЗЈЗРЈ¬Жд·ДЙҙ№ӨТХБчіМИзПВЈә
2Ј®1 ІўМх
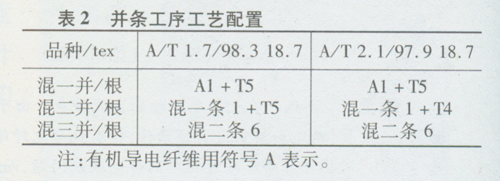
УЙУЪУР»ъөјөзПЛО¬ҪПіӨЈ¬К№ЖдДЬ№»»мәНҫщФИКЗҝ№ҫІөзЦҜОпјУ№Ө№ӨТХИ·ұЈЦКБҝөД№ШјьЎЈФЪұҫ№ӨРтЦРІЙУГБЛПЛО¬УлУР»ъөјөз¶МПЛО¬ПИФӨІўЈ¬ФЩІЙУГИэөА»мІўөД·Ҫ·ЁЎЈЖдЦРФӨІўөДЦчТӘДҝөДКЗАӯ¶ПУР»ъөјөз¶МПЛО¬Ј¬УЙУЪУР»ъөјөзПЛО¬ФЪЙҙПЯЦРә¬БҝҪцОӘ1Ј®7ЈҘәН2Ј®1ЈҘЈ¬ЗТПЛО¬іӨ¶ИҪПіӨЈ¬іӨ¶ИФј61 mmЈ¬УлПЛО¬МхІўәПәуИЭТЧөјЦВУР»ъөјөзПЛО¬ФЪМхЧУЦРөДІ»ФИЈ¬СПЦШУ°ПмЙҙПЯөДөјөзРФДЬЈ¬ЛщТФІЙИЎПИАӯ¶ПЈ¬ФЩ»мәНөД·Ҫ·ЁЎЈФЪАӯ¶ПУР»ъөјөзПЛО¬өД№эіМЦРУҰёГЧўТвұЬГвІъЙъі¬іӨПЛО¬ЎЈіЙЙҙЦКБҝТӘЗуІ»ФКРнУРУР»ъөјөзПЛО¬ҫЫјҜФЪТ»ҙҰөДҙЦҪЪЈ¬ТІІ»ФКРнЖ¬¶ОЙҙПЯДЪОЮУР»ъөјөзПЛО¬Ј¬УР»ъөјөзПЛО¬ФЪЙҙЦР·ЦІјУъҫщФИЈ¬ЖдҫІөзЛҘНЛөДКұјдҫНУъ¶МЈ¬өјөзРФДЬҫНФҪАнПлЈ¬ТтҙЛІўМх№ӨРтЈ®ЦРУР»ъөјөзПЛО¬өДЗЈЗРәНә¬БҝКЗіЙЙҙЦКБҝөД№ШјьЎЈФЪ№ӨТХЙПСЎФсБЛҪПҙуөДВЮАӯёфҫаЈ¬ҪПҙуөДЗЈЙмұ¶КэЈ¬ҪПөНөДіцМхЛЩ¶ИЈ¬Чг№»ҙуөДҪә№хјУС№АҙҪвҫцХвТ»ОКМвЎЈЖдЦРФӨІў№ӨРтВЮАӯёфҫаОӘ65 mmЎБ47 mmЎБ55 mmЈ¬ЗЈЙмұ¶КэОӘ6Ј®98ұ¶Ј¬іөЛЩОӘ850rЈҜminЈ¬Ҫә№хјУС№ОӘ24 daNЎў30 daNЎў70 daNЎў68daNЈ»»мІўёч№ӨРтУл·ДЦЖГЮРНПЛО¬ПаН¬ЎЈУЙУЪУР»ъөјөзПЛО¬өДөјөзРФЈ¬ФміЙФӨІўМхөД¶ПН·ЧФНЈЧ°ЦГІ»ДЬК№УГЈ»ОӘБЛұЈЦӨіЙЙҙЦКБҝЈ¬¶ФФӨІў»ъМЁөДҝҙ№ЬК®·ЦЦШТӘЎЈ
ҫӯФӨІў№ӨРтәуУР»ъөјөзПЛО¬Мх¶ЁБҝОӘ10Ј®9g/5 mЈ¬Мх¶ЁБҝОӘ17Ј®86g/5 mЈ¬Жд»мІўМхЦчТӘ№ӨТХЕдЦГјыұн2ЎЈ
2Ј®2 ҙЦЙҙ
ТтөјөзПЛО¬»м·ДұИАэәЬРЎЈ¬ҪцОӘ1Ј®7ЈҘәН2Ј®1ЈҘЈ¬ЛщТФҙЦЙҙ№ӨРт№ӨТХЕдЦГУлПаН¬»м·ДұИАэөДЖХНЁөУГЮ»м·ДЙҙөД№ӨТХЕдЦГ»щұҫПаН¬ЎЈҙЦЙҙ№ӨРт№ӨТХЕдЦГТФҪшТ»ІҪМбёЯПЛО¬өДЙмЦұЖҪРР¶ИЎў·ЦАл¶ИЈ¬ёДЙЖЙҙМхөДМхёЙҫщФИ¶ИОӘФӯФтЈ¬МШұрКЗТӘҝШЦЖҙЦЙҙЙміӨВКЈ¬·АЦ№МхёЙ¶с»ҜЎЈІЙИЎҙуёфҫаЎўЦШјУС№өД№ӨТХФӯФтЈ¬ОӘБЛІ»К№ПёЙҙЗЈЙмБҰ№эҙуЈ¬ҙЦЙҙөДДнПөКэЖ«РЎХЖОХЈ¬ІўМбёЯҪә№хЎўҪәИҰөД№вҪа¶ИЈ¬јУЗҝОВКӘ¶ИҝШЦЖЎЈҙЦЙҙ№ӨРтҙЦЙҙ¶ЁБҝОӘ5Ј®O1g/10 mЈ¬ЧЬЗЈЙмұ¶КэОӘ6Ј®62ұ¶ЎЈ
2Ј®3 ПёЙҙ
УЙУЪУР»ъөјөзПЛО¬іӨ¶ИҪПіӨЈ¬ІўЗТКЗУл¶МПЛО¬»м·ДЈ¬ФЪЗЈЙм№эіМЦРЗЈЙмБҰҪПҙуЈ¬ОӘБЛұЬГвПёЙҙЗЈЙмІ»ФИЈ¬ІЙИЎҪПҙуөДВЮАӯёфҫаЈ¬ПёЙҙәуЗшЗЈЙмҝЙЙФҙуЈ¬ККөұјхРЎёҪјУДҰІББҰҪзЈ¬ЖдҪә№хјУС№ТЛЖ«ҙуХЖОХЈ¬¶§ЛЩҝЙККөұҪөөНЎЈФЪПёЙҙ№ӨРтІЙУГБЛ·ДЦЖЦРіӨ»ҜПЛКұөДҪә№хјУС№ЕдЦГЎЈУЙУЪ»ҜПЛУлёЦЛҝИҰөДДҰІБТтКэҙуЈ¬ЖшИҰХЕБҰРЎЈ¬ЖшИҰН№РОҙуЈ¬СЎУГЦШБҝЖ«ЦШЎўЙўИИәГЎўЙҙПЯНЁөА№в»¬өДёЦЛҝИҰЎЈЧЬЗЈЙмЗЈұ¶КэОӘ26Ј®7ұ¶Ј¬әуЗшЗЈЙмұ¶КэОӘ1Ј®45ұ¶Ј¬¶§ЛЩОӘ12 200 rЈҜminЈ¬јУС№ОӘ16 daNЈҜЛ«¶§Ўў10daNЈҜЛ«¶§Ўў14 daNЈҜЛ«¶§Ј¬З°ВЮАӯёфҫа56 mmЈ¬әуВЮАӯёфҫа66 mmЎЈКөјКіЙЙҙәЕКэОӘ18Ј®7 texЎЈ
3 ЙҙПЯОпАнЦёұкІвКФУл·ЦОц
УР»ъөјөзПЛО¬Ул»м·ДЙҙОпАнРФДЬЦёұкјыұн3ЎЈУЙұн3ҝЙЦӘЈ¬ҙУ№ЙПЯУлөҘЙҙөДДнПөКэұИЦөҝҙЈ¬УР»ъөјөзПЛО¬ә¬БҝОӘ1Ј®7ЈҘ18Ј®7 texЎБ2өДЗҝ¶ИұИУР»ъөјөзПЛО¬ә¬БҝОӘ2Ј®1ЈҘ18Ј®7 texЎБ2өДЗҝ¶ИТӘөНТ»Р©Ј¬ХвЦчТӘКЗУЙ№ЙПЯУлөҘЙҙөДДнПөКэұИЦөәНөҘЙҙЗҝ¶ИЛщҫц¶ЁөДЎЈ
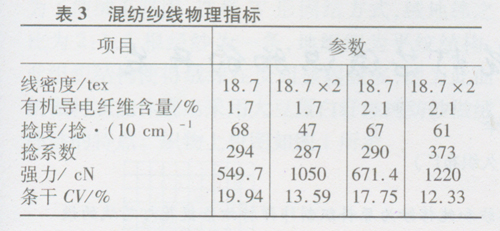
ҙУұн3»№ҝЙТФҝҙіцЈ¬УЙУЪұҫҙОКФСй»м·ДЙҙПЯЦРУР»ъөјөзПЛО¬өДә¬БҝәЬЙЩЈ¬ЙҙПЯөДЦчМеЦчТӘКЗУЙПЛО¬Лщ№№іЙЈ¬ПЛО¬өДіӨ¶ИҪПіӨЎўіӨ¶ИХыЖл¶ИәГЈ¬іЙЙҙЗҝБҰёЯЎЈө«КЗУЙУЪФЪФӨІўМх№ӨРтЦРЈ¬УР»ъөјөзПЛО¬ұ»Аӯ¶П№эіМЦР»бІъЙъЗЈЙмІ»ФИЈ¬К№өҘЙҙЗҝБҰІ»ФИјУҙуЎЈЙъІъ№ӨТХөчХыәуЈ¬ёчПоЦёұкөГөҪГчПФөДёДЙЖЈ¬әП№ЙәуЗҝБҰІ»ФИөГөҪГчПФөДёДЙЖЈ¬№ЙПЯөД¶ПБСЙміӨВКөГөҪМбёЯЎЈН¬Кұ№ЙПЯјУДнёДЙЖБЛЙҙПЯөДҪб№№Ј¬ёДЙЖБЛДн¶И·ЦІјЈ¬К№№ЙПЯөДөҜРФәНіРКЬ¶аұдФШәЙөДДЬБҰөГөҪёДЙЖЈ¬ДЬ№»ККУҰЦҜФмТӘЗуәНЧоЦХөД·юУГРФДЬЎЈ
ұҫҙОКФСй·ДіцөД18Ј®7 texәН18Ј®7 texЎБ2МхёЙІ»ФИВК·ЦұрОӘ19Ј®94ЈҘЎў13Ј®59ЈҘЎЈУЙУЪәП№ЙөДЧчУГҙуҙуҪөөНБЛГЮҪбЎўҙЦҪЪЎўПёҪЪөДКэБҝЈ¬№ЙПЯөДёчПоЦёұкЛдИ»өГөҪәЬҙуөДёДЙЖЈ¬ө«ТтөҘЙҙөДГЮҪбЎўҙЦҪЪЎўПёҪЪҪП¶аЈ¬№ЙПЯөДРФДЬ»№КЗКЬөҪБЛУ°ПмЎЈ
4 ҪбКшУп
ФЪУР»ъөјөз¶МПЛО¬УлГЮРНөД»м·Д№эіМЦРЈ¬ОЮПЛО¬ІшИЖ»ъјюөИҫІөзПЦПуЈ¬·ДЙҙјУ№Ө№эіМЛіАыЎЈҙУКФ·Д№эіМАҙҝҙЈ¬УР»ъөјөз¶МПЛО¬¶ФҪвҫц·ДЦҜјУ№Ө№эіМЦРөДҫІөзОКМвУРГчПФөДР§№ыЈ¬ҪвҫцБЛИҫЙ«І»ФИөДОКМвЈ»ө«УЙУЪУР»ъөјөзПЛО¬јЫёс°ә№уЈ¬ЛщТФМбёЯЦЖіЙВКЈ¬ҪөөНіЙұҫКЗЙъІъЦРУҰЧўТвөДЦчТӘОКМвЎЈ